Niektórzy bacznie śledzący forum pamiętają zagorzałą dyskusje na giełdzie o sensie remontowania starej, przemysłowej frezarki pakując do niej sterowanie nie nazywające się Haidenhain, Sinumeric, albo Fanuc. Kto nie pamięta, może poczytać w tym temacie
"Porządne" sterowanie do maszyn CNC . Generalnie maszyna przyjechała do mnie. Prowadnice ślizgowe wyglądają bardzo dobrze. Frezarka całkiem sprytna, posiada talerzowy magazyn narzędzi umieszczony centralnie i dwa stoły robocze. Będę miał trochę zabawy w plc'ku, żeby to wszystko ogarnąć, ale myślę, że jest to do przeskoczenia. Lakier nie jest pierwszej świeżości, ale nie mam zamiaru malować maszyny. Po prostu nie chce mi się jej całej rozbierać, czyścić, skrobać. Uznałem, że szkoda czasu i pieniędzy. Posiadam do niej dedykowane napędy posuwów, łącznie z silnikiem do czwartej osi. Brakuje w zasadzie tylko napędu wrzeciona. No i całego sterowania xD. Szafa sterująca znajduje się w maszynie, z tyłu poniżej wysokości stołów. Okazało się, że jedna z dławic kablowych wkręcanych pod magazynem narzędzi do tunelu z kablami od pulpitu do szafy ze sterowaniem była uszkodzona i nie była dostatecznie szczelna, przez co sączył się przez nią olej. Skutek był taki, że cała szafa ze sterowaniem pływała w oleju. Jak się ostatnio okazało, magazyn narzędzi zaliczył kiedyś dzwona. Widać było, że ktoś go reanimował. Poza dwoma ułamanymi chwytakami nie dostrzegam żadnych przeciwności by nie mógł on dalej pracować w maszynie. Generalnie stan maszyny jest dobry. No nie licząc zbiornika centralnego smarowanie, który podczas targania maszyny przez halę dostał przypadkiem "z widły". Muszę dorobić nowy zbiornik z pleksi i będzie po problemie. Co do sterowania. "Tymczasowo" w miejscu starego sterowania stanie monitor z panelem przycisków po prawej stronie. Kiedyś jak znajdę odpowiedni monitor i będę miał 100% pewności, że wiem jakie przyciski chcę mieć wokół monitora wypalę ładną blachę i zabuduje całą wnękę, ale na razie nie mam zamiaru się z tym pierd&*ić. Jak już wspominałem posiadam do tej maszyny dedykowane napędy. Są one sterowane analogowo, więc do współpracy zaprzęgę karty mesa 5i25 i 7i77. Programem sterującym będzie Linuxcnc. Jak już wszystko ogarnę i maszyna będzie jeździć to wyłożę kasę na silnik do wrzeciona i falownik. Oryginalnie był jakiś silnik DC koło 7 krpm i jakiś 7500 W. Jak mierzyłem bez przeróbek podejdzie silnik 7,5 kW trójfazowy indukcyjny klatkowy na 3000 obrotów na minutę. Jedynie będę musiał powiększyć otwór w kole wieloklinowym montowanym na wale silnika. Na samych kołach było przełożenie zmniejszające obroty na wrzecionie do jakiś 4000. Czyli czeka mnie wymiana łożysk w silniku i podpięcie go w trójkąt pod jakiś falownik z 9kW ;D
Generalnie plan robót:
1. Przeserwisowanie magazynu narzędzi.
2. Podłączenie przedniego pulpitu.
3. Naprawienie zbiornika centralnego smarowania.
4. Zaprojektowanie sterowania.
5. Zmontowanie szafy sterującej.
6. Sprawdzenie działania wszelkich czujników.
7. Podłączenie centralnego smarowania.
8. Skonfigurowanie trzech osi w halu.
9. Ogarnięcie modułu PLC w linuxcnc i zaprogramowanie magazynu narzędzi.
10. Zaprogramowanie w PLC wyboru przestrzeni roboczej.
11. Zamontowanie odbiornika wiórów i separatora chłodziwa.
12. Zaparkowanie maszyny w docelowym miejscu (jakiś 1m do tyłu i w lewo ;p )
13. Dostrojenie PID napędów.
14. Uruchomienie automatycznej wymiany narzędzi.
15. Ogarnięcie wrzeciona...
16. Testy, wióry i impreza.
Pewnie zapomniałem o pierdyliardzie spraw, ale wyjdą w praniu. Generalnie pole robocze z tego co pamiętam to 2x 700*300*400.
Z założonych zadań zacząłem projektować sterowanie, mam zrobiony pulpit z przyciskami na przedni panel oraz rozebrałem, naprawiłem i złożyłem do kupy magazyn narzędzi. Muszę wymienić jeden czujnik, ale to w zasadzie pierdoła ;p
Koniec pisania, czas na zdjęcia

Tak wygląda frezarka po demontażu pulpitu:

Tak wygląda sprzęt do demontażu pulpitu:

Słoneczko:

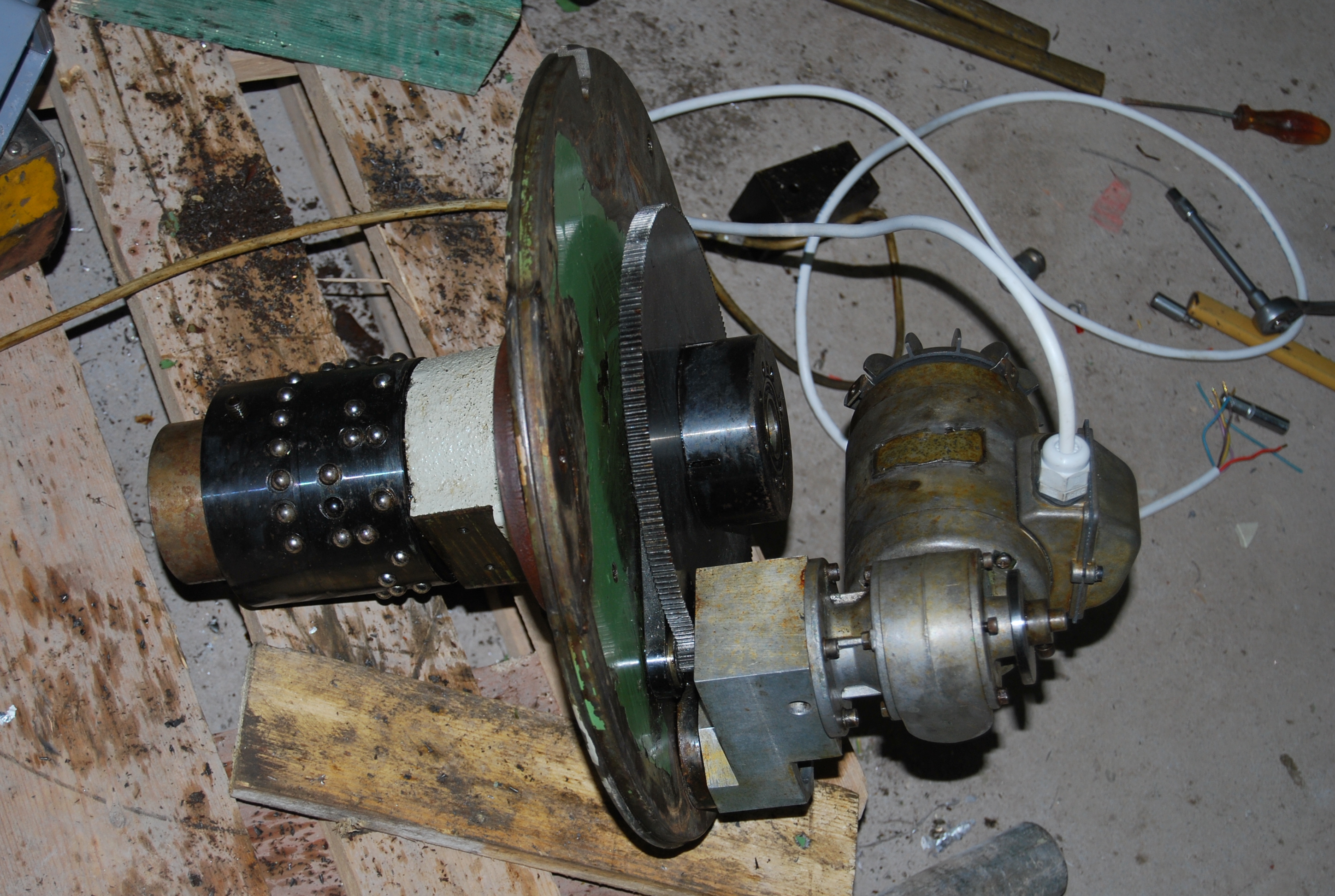
Magazyn dwudziestu dwóch narzędzi. Do pozycjonowania został użyty ciekawy patent. Spodziewałem się jakiegoś enkodera, a ktoś zastosował system binarny. Na obwodzie wału są zamontowane 22 kolumny kulek. Każda pozycja ma swój binarny kod. Żeby było śmieszniej silnik pracuje na jakimś mimośrodzie. Nie wiem do końca jak on działa, bo go nie rozbierałem, ale po podłączeniu zasilania do silnika magazyn obraca się ze zmienną prędkością tak, że zwalnia niemalże do zera 22 razy na pełen obrót magazynu. Wspomniane kulki działają na czujniki indukcyjne, a na motoreduktorze jest zamontowany dodatkowy czujnik, który załącza się 22 na pełen obrót magazynu. Przypadek? ;D
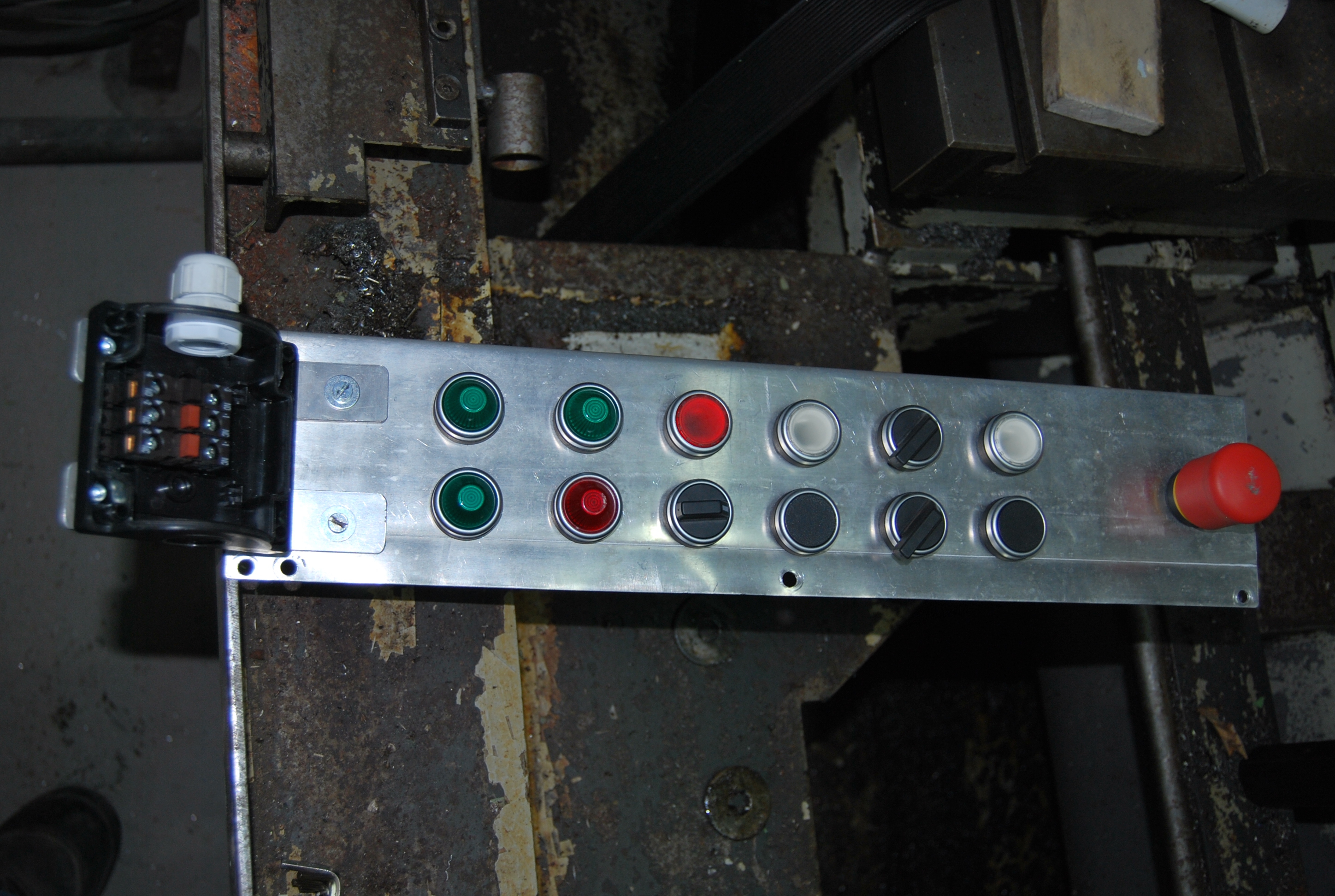
I na koniec panel z przyciskami.
Uff..




")

")






