



ci3jk4, jeśli dobrze się orientuje to w przemysłowych maszynach hamulca serw są podłaczone do "oddzielnego" zasilania i podłączony jest grzyb (emergency stop)
Tzn chodzi o to że hamulec hamuje gdy zanika napięcie.
Krzywa frezarka :)


-
ci3jk4
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 27
- Posty: 125
- Rejestracja: 12 paź 2012, 12:36
- Lokalizacja: Gdańsk
No własnie tak kombinowałem ostatecznie, ale zastanawiało mnie czy nie idzie tego gdzieś w driver wpiąć skoro mam w nim ustawienia hamulca i jest wyjście 24V.
Wydaje mi się że było by też dość sensownie dać grzyba przed sterownikami.
Jak nie wymyślę albo nie wydedukuję z tej instrukcji nic do czasu złożenia całej maszyny to pewnie będzie zasilany z zewnątrz własnie tak jak mówisz.
Wydaje mi się że było by też dość sensownie dać grzyba przed sterownikami.
Jak nie wymyślę albo nie wydedukuję z tej instrukcji nic do czasu złożenia całej maszyny to pewnie będzie zasilany z zewnątrz własnie tak jak mówisz.
-
 Krako
Krako
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 815
- Rejestracja: 27 lut 2012, 05:14
- Lokalizacja: Kraków
ci3jk4, takie rozwiązanie jest najbardziej sensowe, bo hamulec włącza się automatycznie, lub ręcznie, i w najgorszym przypadku jest rozwalony frez i trochę materiału 
Ja i moje maszyniątka https://www.facebook.com/KKMachines
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 5562
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Nie mam pojęcia o serwach ale tak kombinuję... niby z tłumaczenia wynika że tam możesz podłączyć rezystor hamujący (takie coś jak w falowniku np. do wytracenia pędu jakieś masy na wirniku )
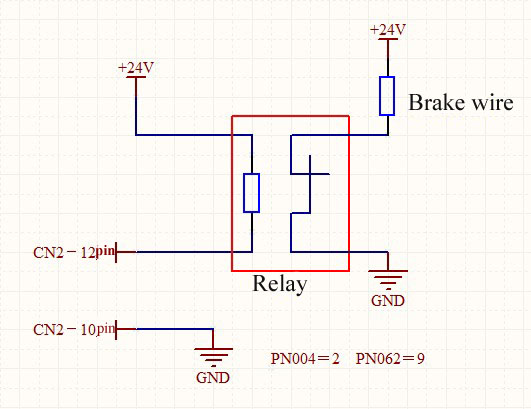
ale może sprawdzić to tak - hamulec załącza cewka na 24V to szukać takiego sygnału z serwopaku w takich okoliczność w jakich ma zadziałać hamulec. np wymusić jakiś błąd czy stop awaryjny........ chociaż tak teraz myślę że właściwie to ten sterownik może podawać tylko sygnał sterujący (np 5 czy 12V) np. przekaźnikiem załączającym hamulec
[ Dodano: 2015-07-25, 01:14 ]
o tu inny zestaw ale zasada tak jak domniemałem - 52 str. http://www.nbhd.com.cn/Upload/DownFiles/2.pdf (nie wiem co tan napisane ale rysunek mówi że z drivera wychodzi tylko sygnał ster.) teraz trzeba by znaleźć takie piny u Ciebie
ale może sprawdzić to tak - hamulec załącza cewka na 24V to szukać takiego sygnału z serwopaku w takich okoliczność w jakich ma zadziałać hamulec. np wymusić jakiś błąd czy stop awaryjny........ chociaż tak teraz myślę że właściwie to ten sterownik może podawać tylko sygnał sterujący (np 5 czy 12V) np. przekaźnikiem załączającym hamulec
[ Dodano: 2015-07-25, 01:14 ]
o tu inny zestaw ale zasada tak jak domniemałem - 52 str. http://www.nbhd.com.cn/Upload/DownFiles/2.pdf (nie wiem co tan napisane ale rysunek mówi że z drivera wychodzi tylko sygnał ster.) teraz trzeba by znaleźć takie piny u Ciebie
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
ci3jk4
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 27
- Posty: 125
- Rejestracja: 12 paź 2012, 12:36
- Lokalizacja: Gdańsk
W sumie chyba masz rację. Właśnie dostałem schemat od chińczyka.
Jutro pewnie będę miał zasilacz 24v i może znajdę czas żeby dokupić przekaźnik i będę próbował....
[ Dodano: 2015-07-27, 13:01 ]
Jak na razie podłączyłem 12V do hamulca i się zwalnia, więc do tego tematu jeszcze wrócę.
Doszło piko i dumam nad pinoutem żeby podłączyć serva.
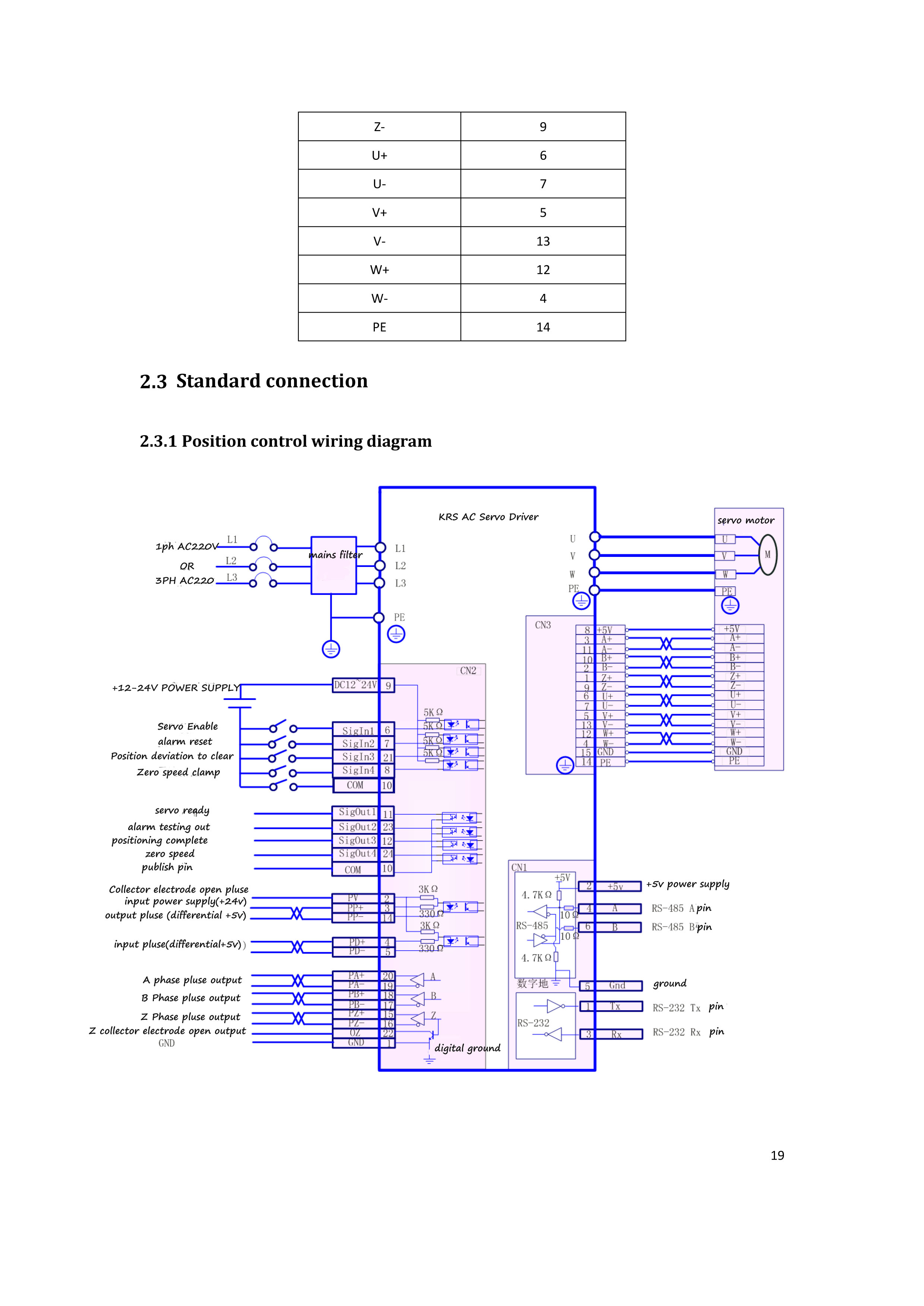
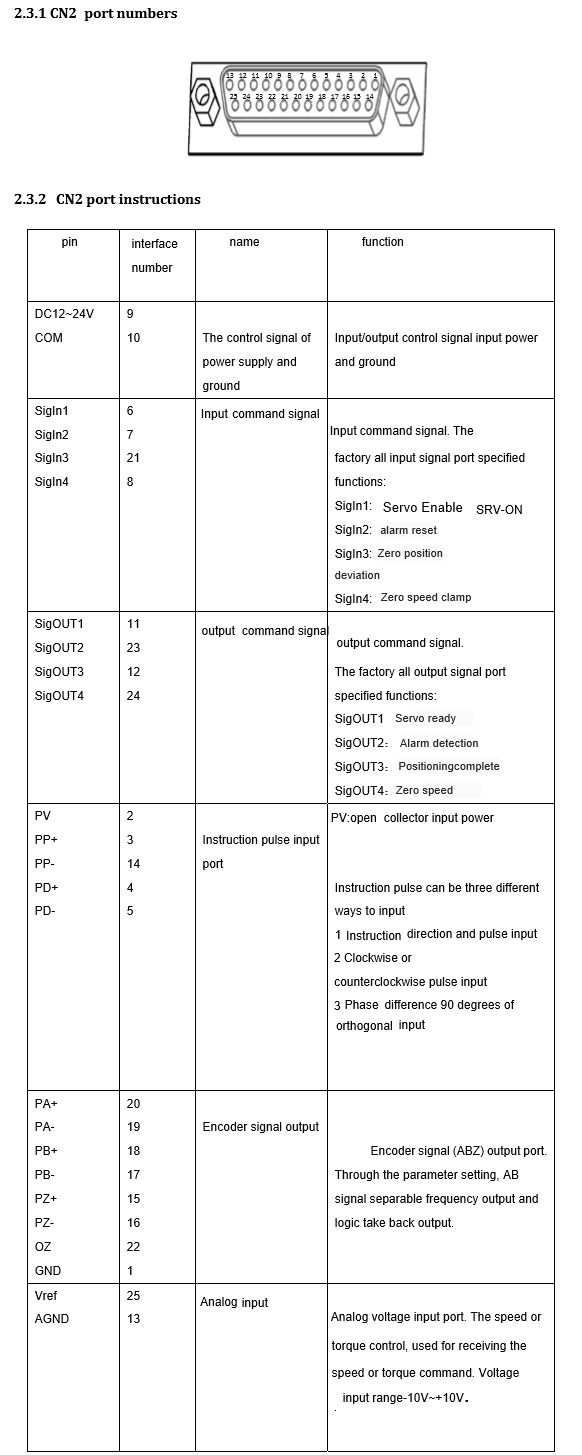
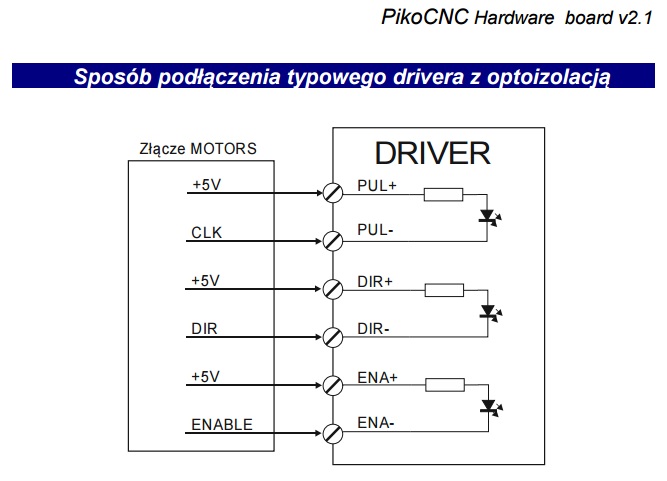
Rozumiem że z PikoCNC ma iść do CN2 drivera:
24V -> Pin 9
24V GND -> Pin 10 (COM)
ENABLE -> Pin 6
CLK -> Pin 14
CLK 5V ->Pin 3
DIR -> Pin 5
DIR 5V -> Pin 4
Ale gdzie dać pozostały ENABLE 5v to jeszcze nie rozgryzłem (8 pin??)...
A może te drivery mają być sterowane Analogowo +-10V zamiast step dir i wtedy mam szukać jakiegoś konwertera?
Jutro pewnie będę miał zasilacz 24v i może znajdę czas żeby dokupić przekaźnik i będę próbował....
[ Dodano: 2015-07-27, 13:01 ]
Jak na razie podłączyłem 12V do hamulca i się zwalnia, więc do tego tematu jeszcze wrócę.
Doszło piko i dumam nad pinoutem żeby podłączyć serva.
Rozumiem że z PikoCNC ma iść do CN2 drivera:
24V -> Pin 9
24V GND -> Pin 10 (COM)
ENABLE -> Pin 6
CLK -> Pin 14
CLK 5V ->Pin 3
DIR -> Pin 5
DIR 5V -> Pin 4
Ale gdzie dać pozostały ENABLE 5v to jeszcze nie rozgryzłem (8 pin??)...
A może te drivery mają być sterowane Analogowo +-10V zamiast step dir i wtedy mam szukać jakiegoś konwertera?
-
ci3jk4
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 27
- Posty: 125
- Rejestracja: 12 paź 2012, 12:36
- Lokalizacja: Gdańsk
Udało się w końcu znaleźć parę godzinek czasu żeby śpiąć kable i odpalić całość sterowania;)
[youtube][/youtube]
To czego nie kumam to jak ustawić maksymalne obroty serw, bo teraz jakbym nie kombinował tak mieszcząc się w tych 120mhz wychodzi mi max 675rpm serwa (z dostępnych 3000).
Zostało jeszcze rozgryzienie jak podpiąć przekaźniki servo ON i hamulca zetki...
[youtube][/youtube]
To czego nie kumam to jak ustawić maksymalne obroty serw, bo teraz jakbym nie kombinował tak mieszcząc się w tych 120mhz wychodzi mi max 675rpm serwa (z dostępnych 3000).
Zostało jeszcze rozgryzienie jak podpiąć przekaźniki servo ON i hamulca zetki...
-
kond666
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 133
- Rejestracja: 09 mar 2007, 12:27
- Lokalizacja: częstochowa
witam
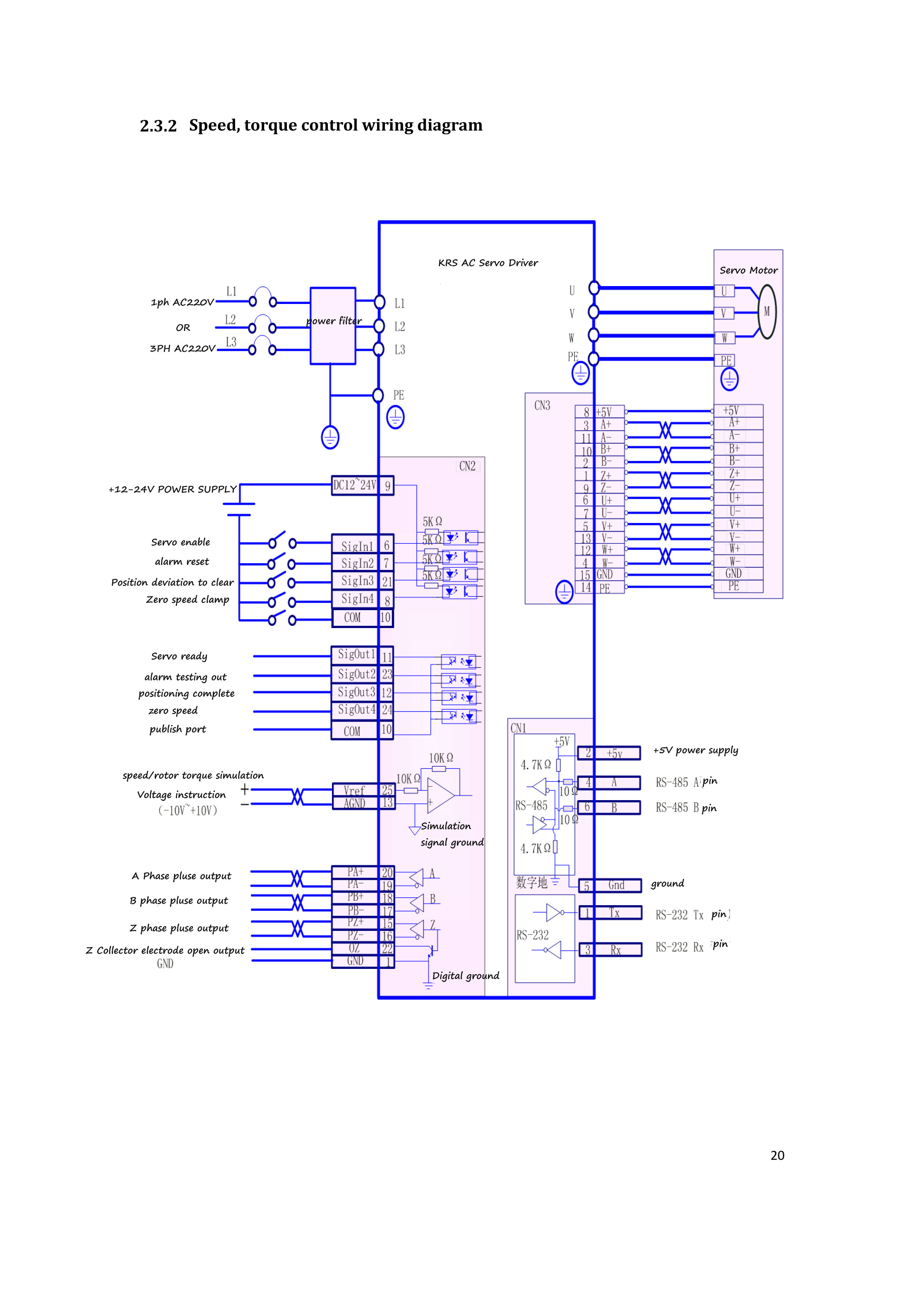
proponuję poszukać w instrukcji rozdziału "electronic gear" - przekłądnia elektroniczna gdzie wpisuje się stosunek impulsów wejściowych do realizowanych.
Chińskie serwodrivery przeciętnie przyjmują impulsy step/dir na poziomie 500kHz , mach po LPT daje stabilnie 75-100kHz. Więc musi kolega zredukować w driverze serwa ustawienia przekłądni elektronicznej aby wykorzystać max potencjał (prędkość) napędów.
Albo zakupić CSMIO IP/S lub SMOOTHSTEPPER.
Zasilanie hamulca dla zetki dobrze jest podpiąć pod główny stycznik zasilania oraz e-stop i/lub error out z servodriverów, aby w wyniku zaniku zasilania lub błędu drivera wrzeciono nie waliło w detal i stół, a im cięższa zetka tym wali mocniej .
.
pozdarwiam
radek
proponuję poszukać w instrukcji rozdziału "electronic gear" - przekłądnia elektroniczna gdzie wpisuje się stosunek impulsów wejściowych do realizowanych.
Chińskie serwodrivery przeciętnie przyjmują impulsy step/dir na poziomie 500kHz , mach po LPT daje stabilnie 75-100kHz. Więc musi kolega zredukować w driverze serwa ustawienia przekłądni elektronicznej aby wykorzystać max potencjał (prędkość) napędów.
Albo zakupić CSMIO IP/S lub SMOOTHSTEPPER.
Zasilanie hamulca dla zetki dobrze jest podpiąć pod główny stycznik zasilania oraz e-stop i/lub error out z servodriverów, aby w wyniku zaniku zasilania lub błędu drivera wrzeciono nie waliło w detal i stół, a im cięższa zetka tym wali mocniej
pozdarwiam
radek
-
ci3jk4
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 27
- Posty: 125
- Rejestracja: 12 paź 2012, 12:36
- Lokalizacja: Gdańsk
O!
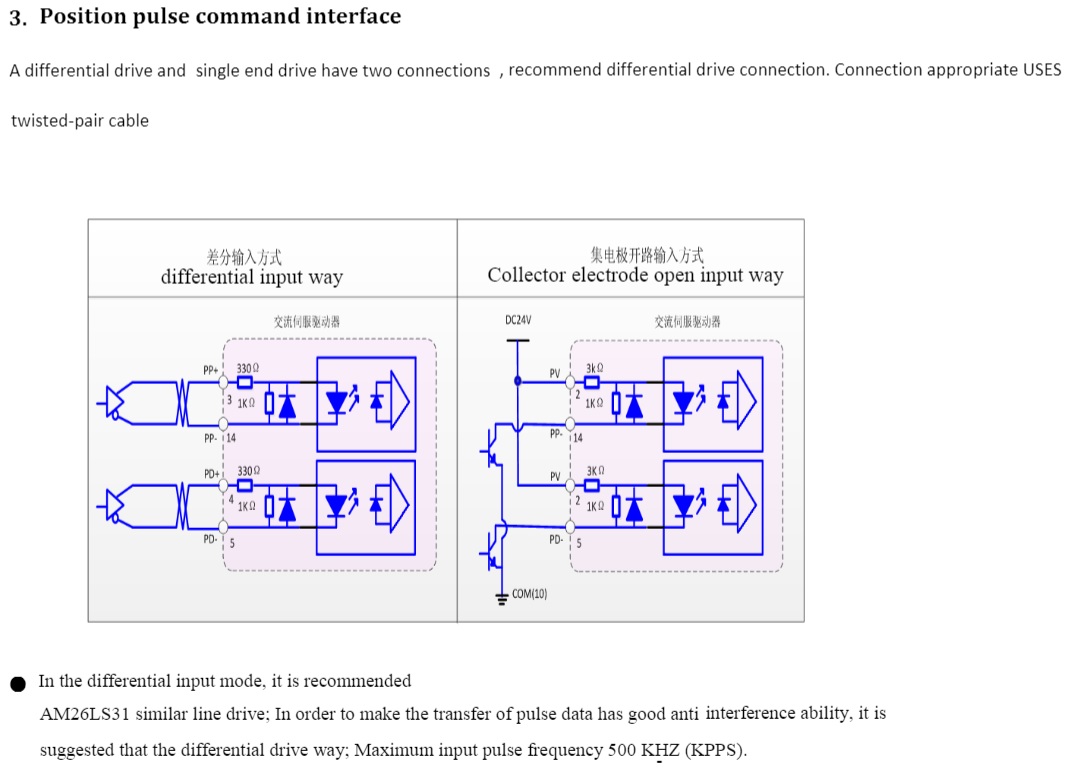
W instrukcji servodriverów faktycznie przypominam sobie że była jakaś wzmianka o taktowaniu :
Natomiast dzięki za informację o przekładni elektronicznej - faktycznie przeglądając instrukcję coś takiego tam było - będę musiał znaleźć chwilkę i poczytać dokładniej.
Co do hamulca zetki to dokładnie tak chcę to podpiąć czyli przez stycznik i do samego servodrivera, żeby zabezpieczyć się na 2 sposoby.
Dodatkowo z tego co zrozumiałem hamulec może być również używany podczas dojazdów do spowalniania serwa, ale to też muszę jeszcze doczytać, a niestety czasu mało, a sama zabawa z elektroniką idzie mi nad wyraz opornie.
Byle by tylko to ogarnąć i w końcu zająć się dużo logiczniejszą dla mnie mechaniką
W instrukcji servodriverów faktycznie przypominam sobie że była jakaś wzmianka o taktowaniu :
U mnie podpięte jest w 1'wszego sposobu, a sterowane po usb.1. In the differential input mode, it is recommended AM26LS31 similar line drive; In order to make the transfer of pulse data has good antiinterference ability, it is suggested that the differential drive way; Maximum input pulse frequency 500 KHZ (KPPS).
2. In the open collector input mode, the maximum input pulse frequency 200 KHZ (KPPS)
Natomiast dzięki za informację o przekładni elektronicznej - faktycznie przeglądając instrukcję coś takiego tam było - będę musiał znaleźć chwilkę i poczytać dokładniej.
Co do hamulca zetki to dokładnie tak chcę to podpiąć czyli przez stycznik i do samego servodrivera, żeby zabezpieczyć się na 2 sposoby.
Dodatkowo z tego co zrozumiałem hamulec może być również używany podczas dojazdów do spowalniania serwa, ale to też muszę jeszcze doczytać, a niestety czasu mało, a sama zabawa z elektroniką idzie mi nad wyraz opornie.
Byle by tylko to ogarnąć i w końcu zająć się dużo logiczniejszą dla mnie mechaniką






