Tak jak pisałem dorwałem nieco inne długości szyn niż początkowo zakładałem, a mianowicie 2x500mm, 2x800mm i 2x960mm.
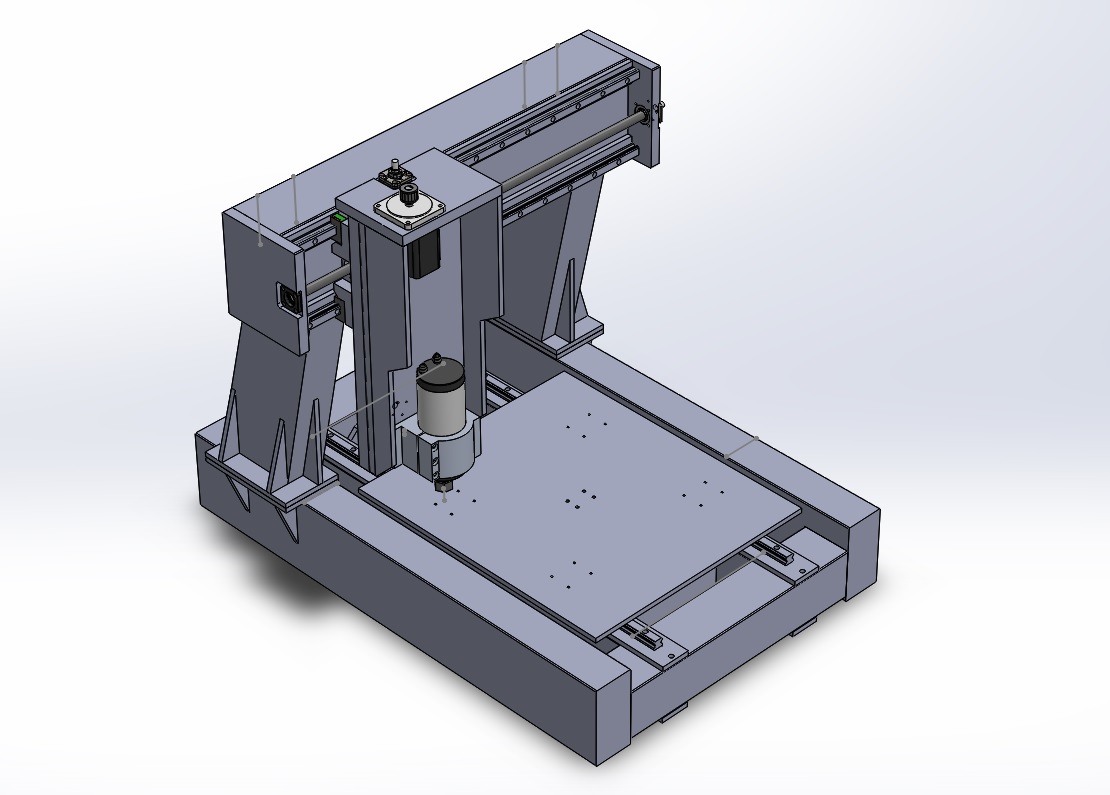
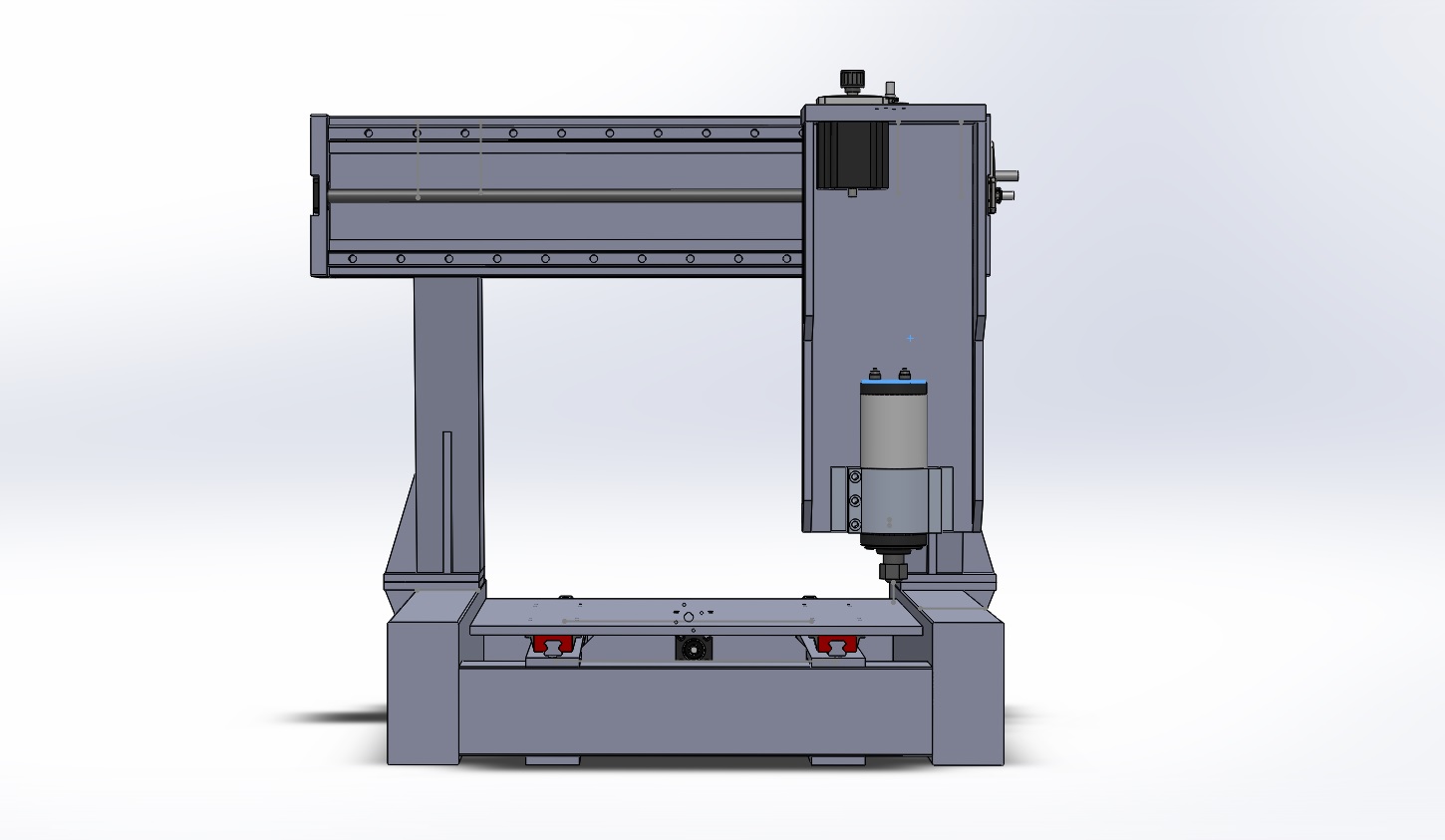
Z tego wyszło mi że mogę zrobić maszynkę około Z300 X600 Y500-550, w zależności jak postąpię ze samym stolikiem...
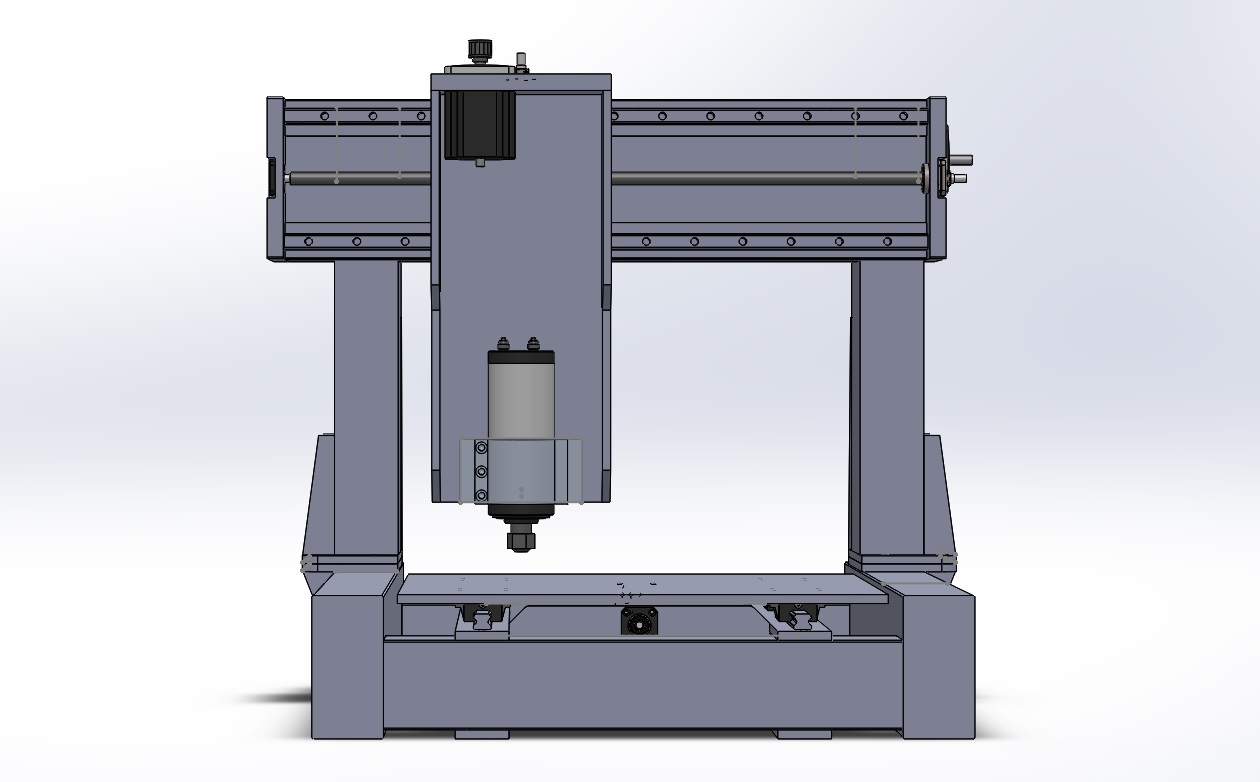
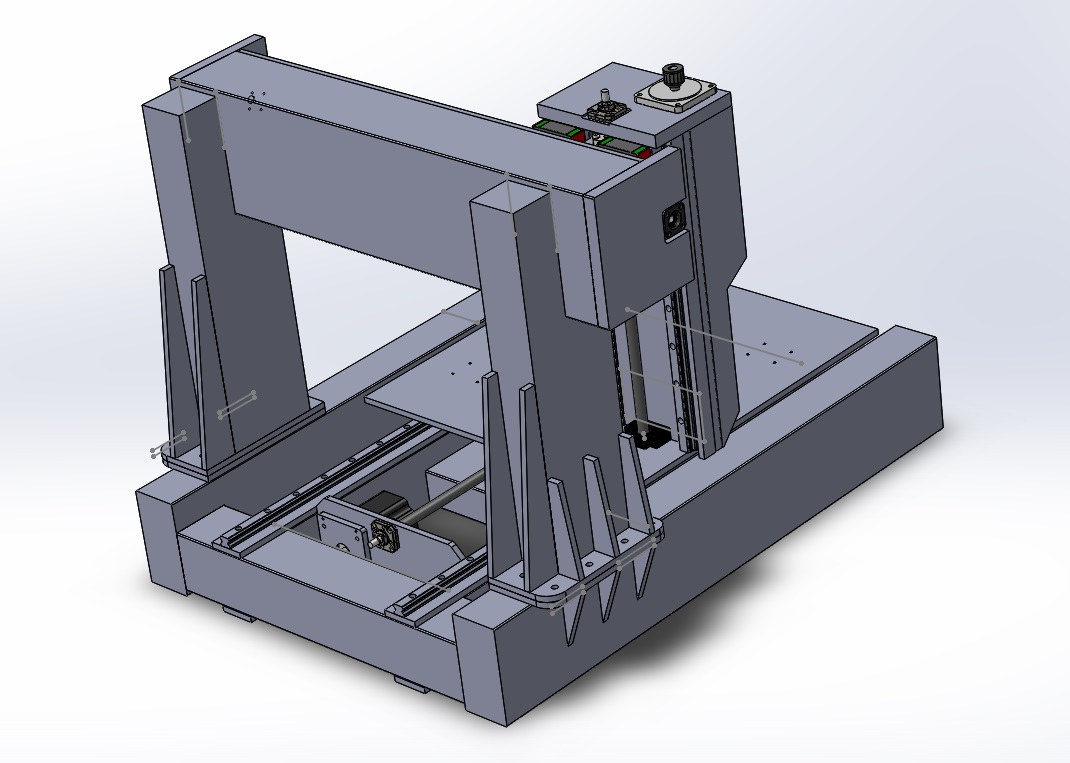
Wiadomo w takim wypadku przerysowałem praktycznie całą ramę, wydłużyłem jedno, skróciłem inne i wyszło mi coś jak poniżej.
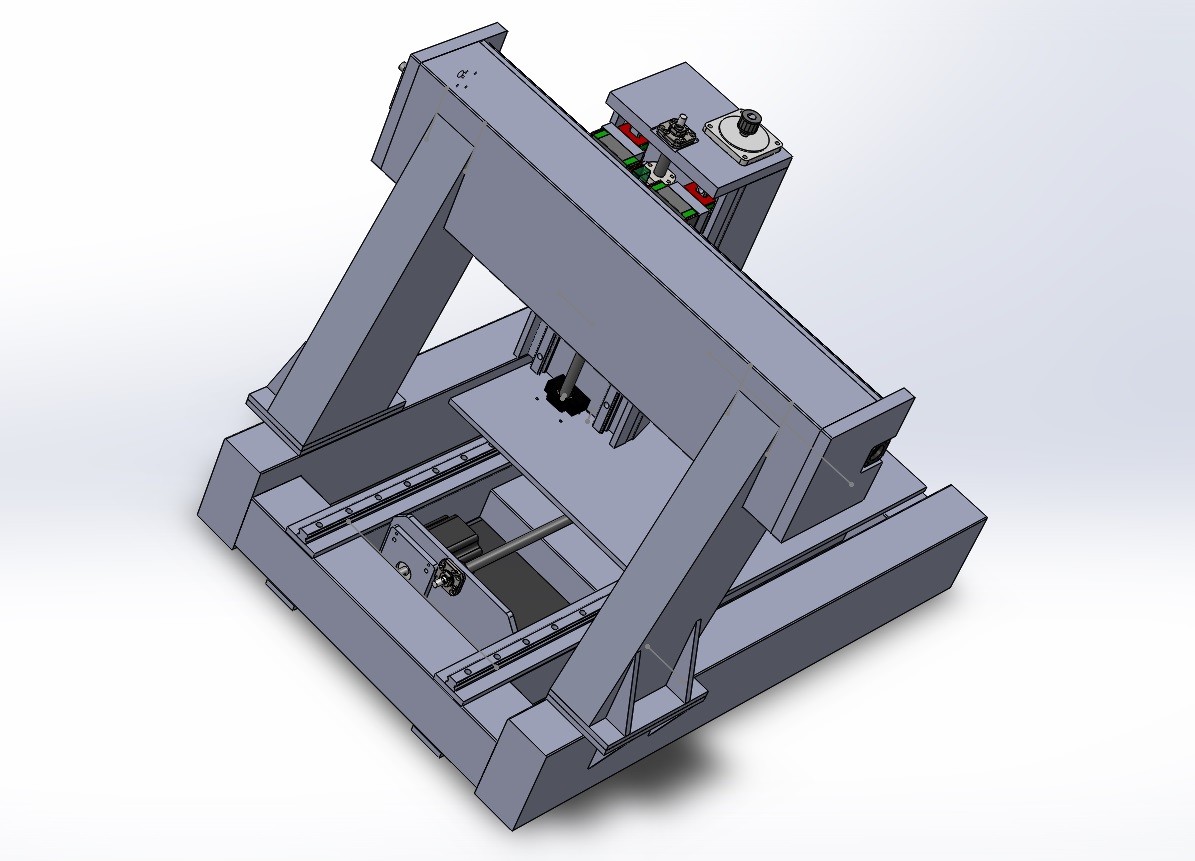
Zetka już jest z alu 20mm tylko boki zostały z 10, ale to bardziej przeoczenie niż zamysł
Zastanawiam się nad kilkoma sprawami:
1. Obecnie stolik ma wymiar jakoś X500 Y550, więc teoretycznie marnuję 100mm po bokach, praktycznie tak czy siak fajnie mieć jakieś miejsce gdzie może kiedyś mógłbym dodać magazynek narzędzi, a i pomiar narzędzia fajnie byłoby umieścić na ramie.
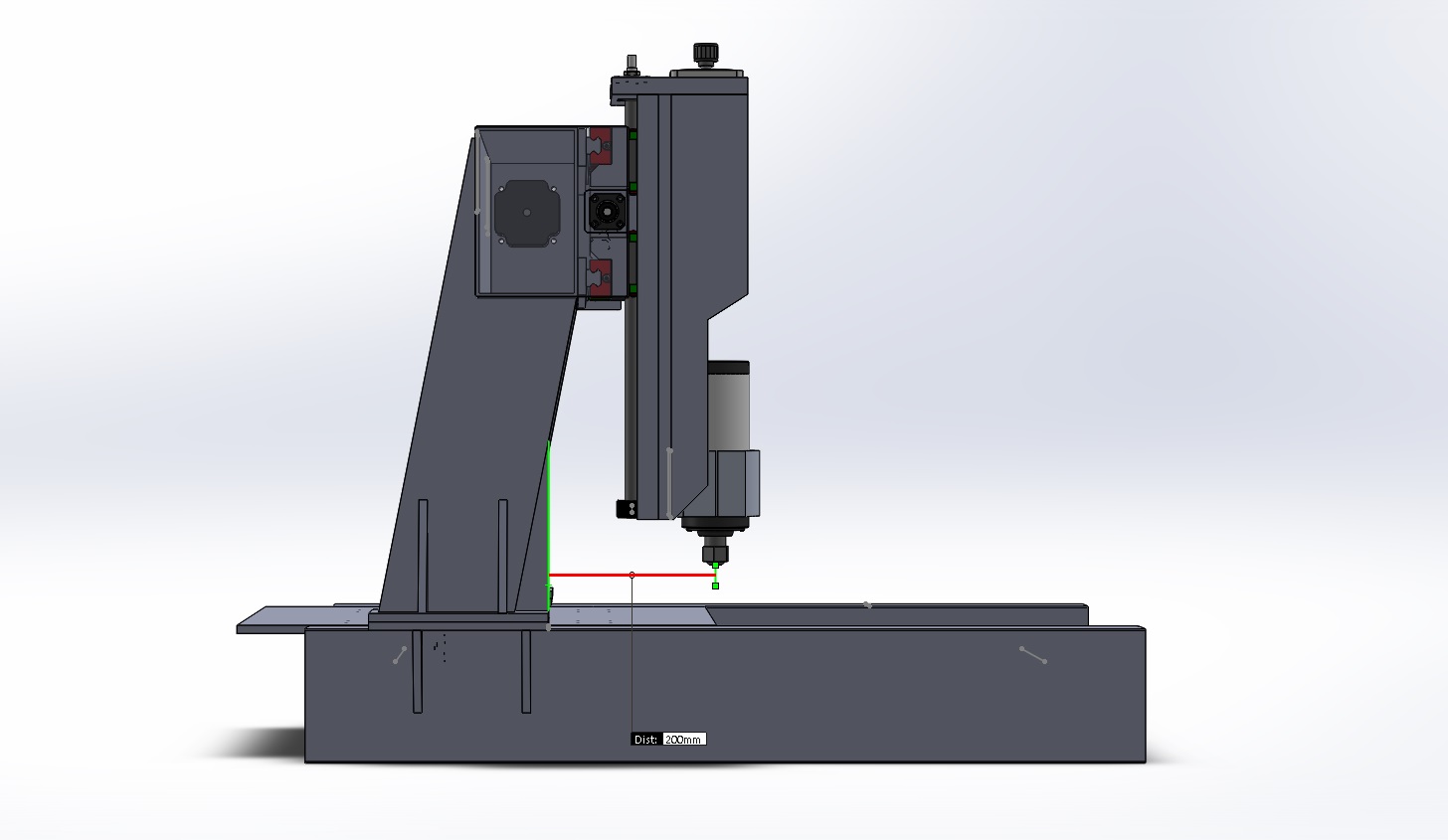
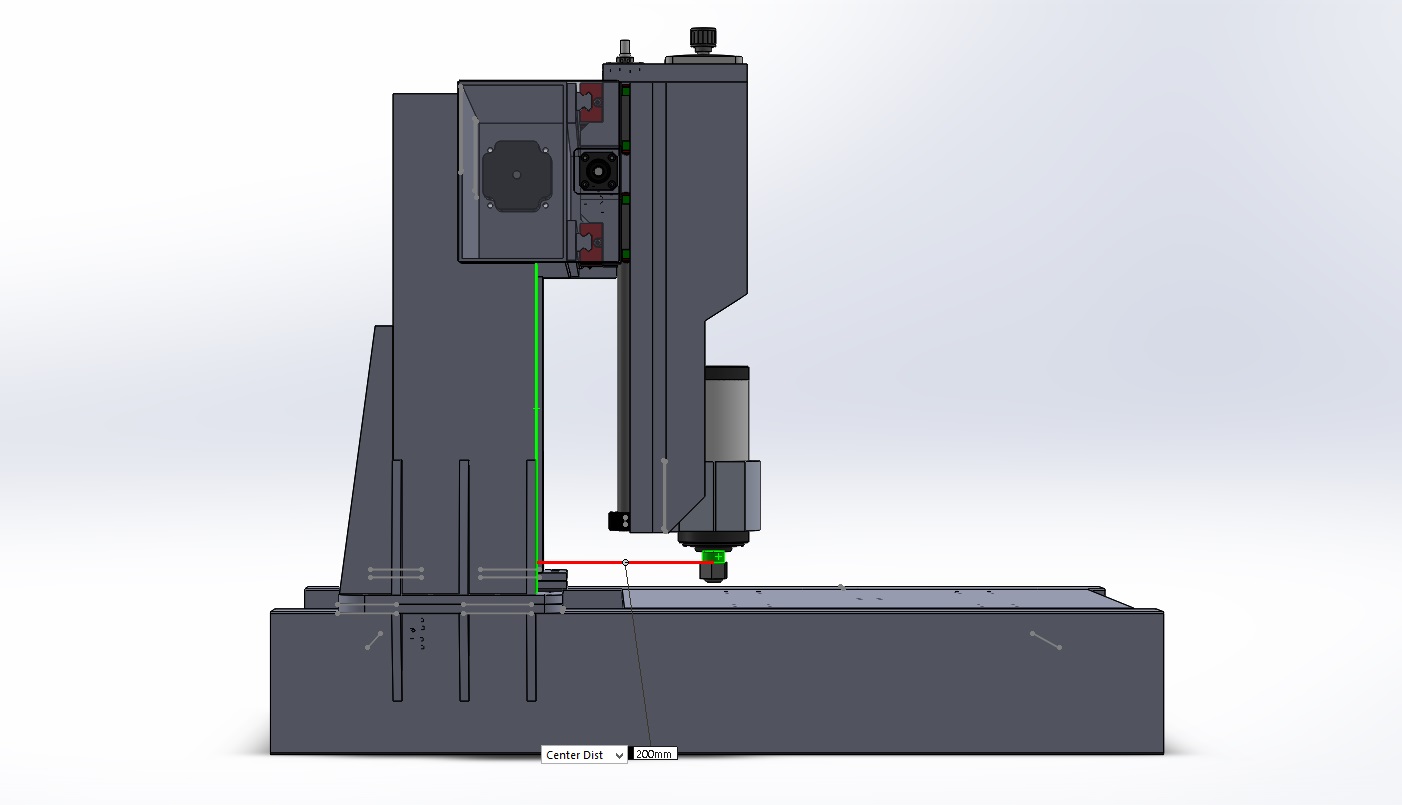
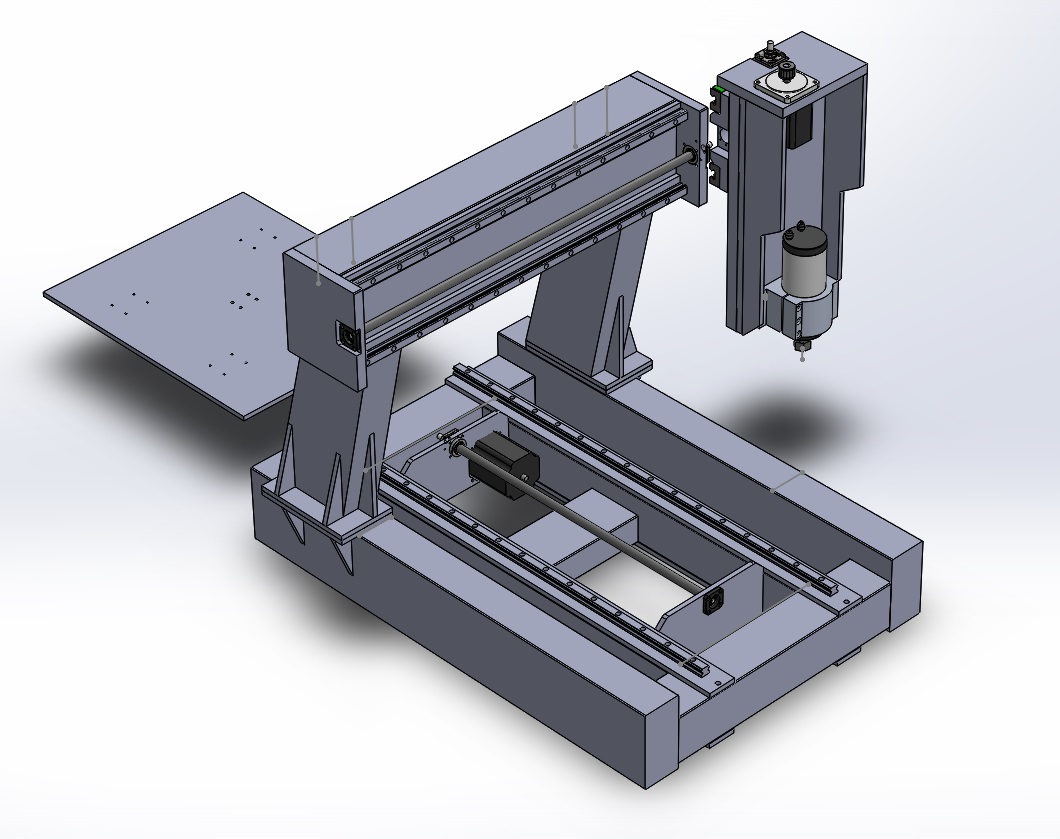
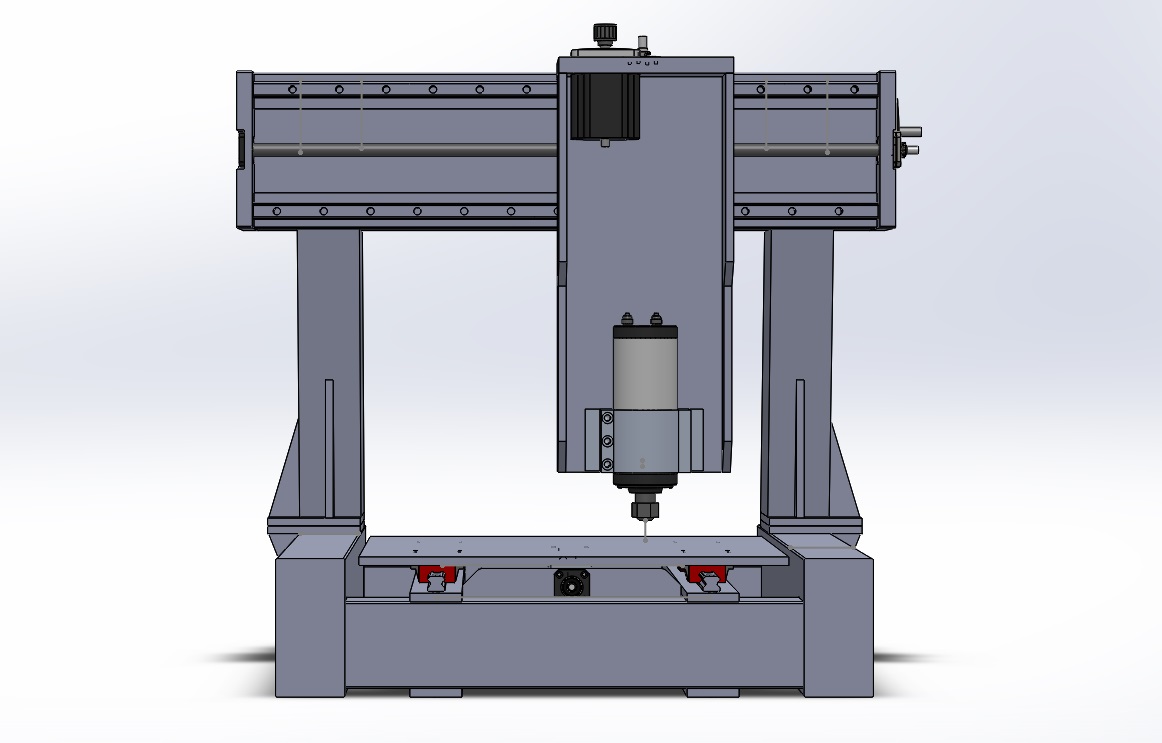
Natomiast zastanawiam się czy nie zrobić samej bramy asymetrycznie tzn z jednej strony w krańcowej pozycji frez byłby nad kantem stołu, a z drugiej strony wyjeżdżał za niego o powiedzmy 50mm. w ten sposób miałbym już pole 550x550 i nadal 50mm miejsca na oprawki itd z jednej strony stołu.
Coś w ten deseń, ale tu oczywiscie przesunąłem tylko bramę, bez poszerzania stolika o 50mm
2. Rozstaw wózków pod stolikiem.
Mam 960mm szyny, więc zależnie czy jeżdżący stolik będzie wyjeżdział za ramę czy nie mogę pewnie zrobić nawet 600mm ruchu X'a.
Pytanie, czy jechać z tematem i robić jak największe możliwe pole robocze czy może jednak ograniczyć się do tych 550mm które mam obecnie wrysowane w projekt.
Jest jakiś złoty środek jesli chodzi o rozstaw wózków stolika?? Gdzieś, Ktoś pisał o rozstawieniu wózków co 1/3 długości stołu - kierować się tą radą czy może jednak wstawić ją między bajki?
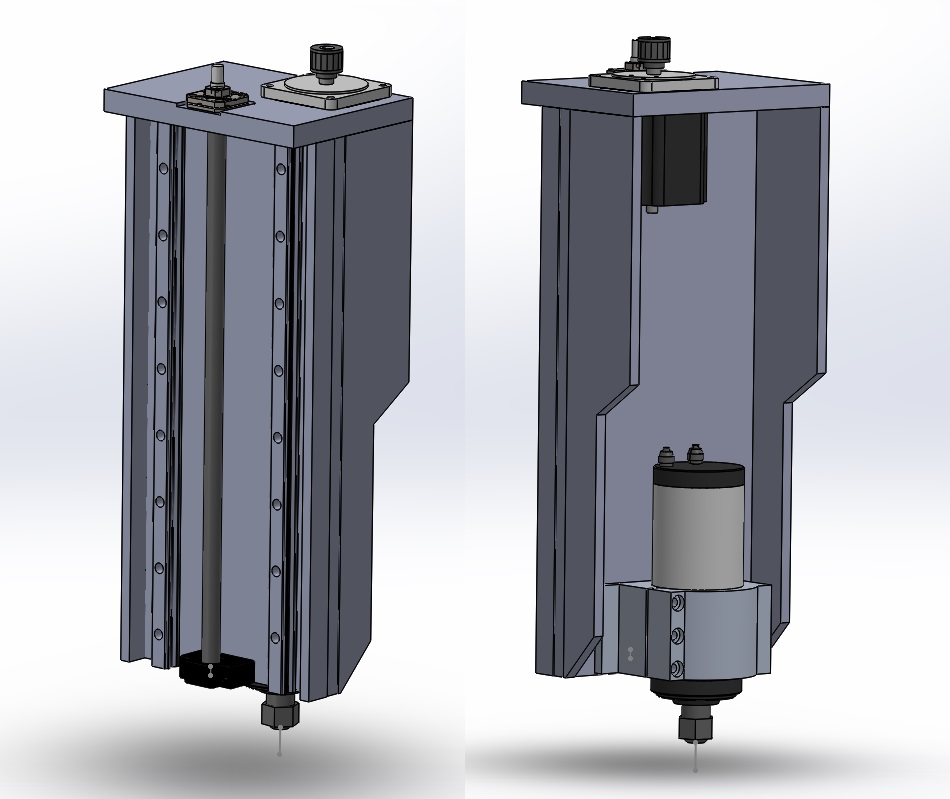
3. Krzyżak
Obecnie mój krzyżak jest z monobloku 200x200x70, płyta pod same wózki ma 20mm grubości. Taki krzyżak daje mi około 155-160mm rozstawu od osi do osi wózka.
Czy to aby nie za wiotko? Nie chciałbym powiększać krzyżaka bo szkoda mi pola roboczego, ale nie jestem pewien czy taka konstrukcja będzie wystarczająco sztywna żeby gryźć spokojnie aluminium.
Dodam że zetka ma 300, ale przy normalnej codziennej pracy mógłbym podnieść sam stolik nawet o jakieś 100-150mm i ściągać tą podkładkę tylko w razie potrzeby [tak potrzebuję takiego długiego ramienia, ale przy pracy w dolnym zakresie nie potrzebuję zbyt wielkich dokładności].
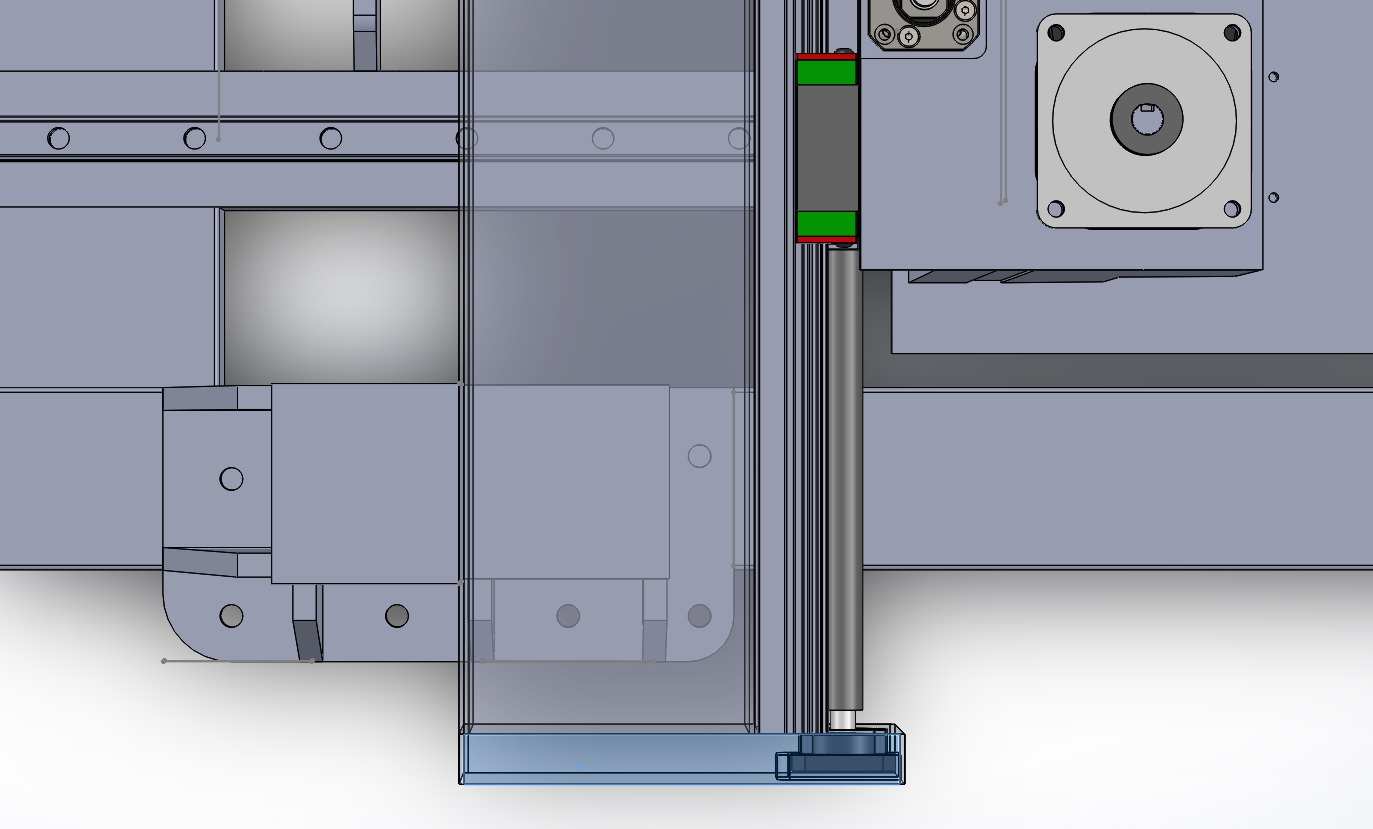
4.Wózki krzyżaka
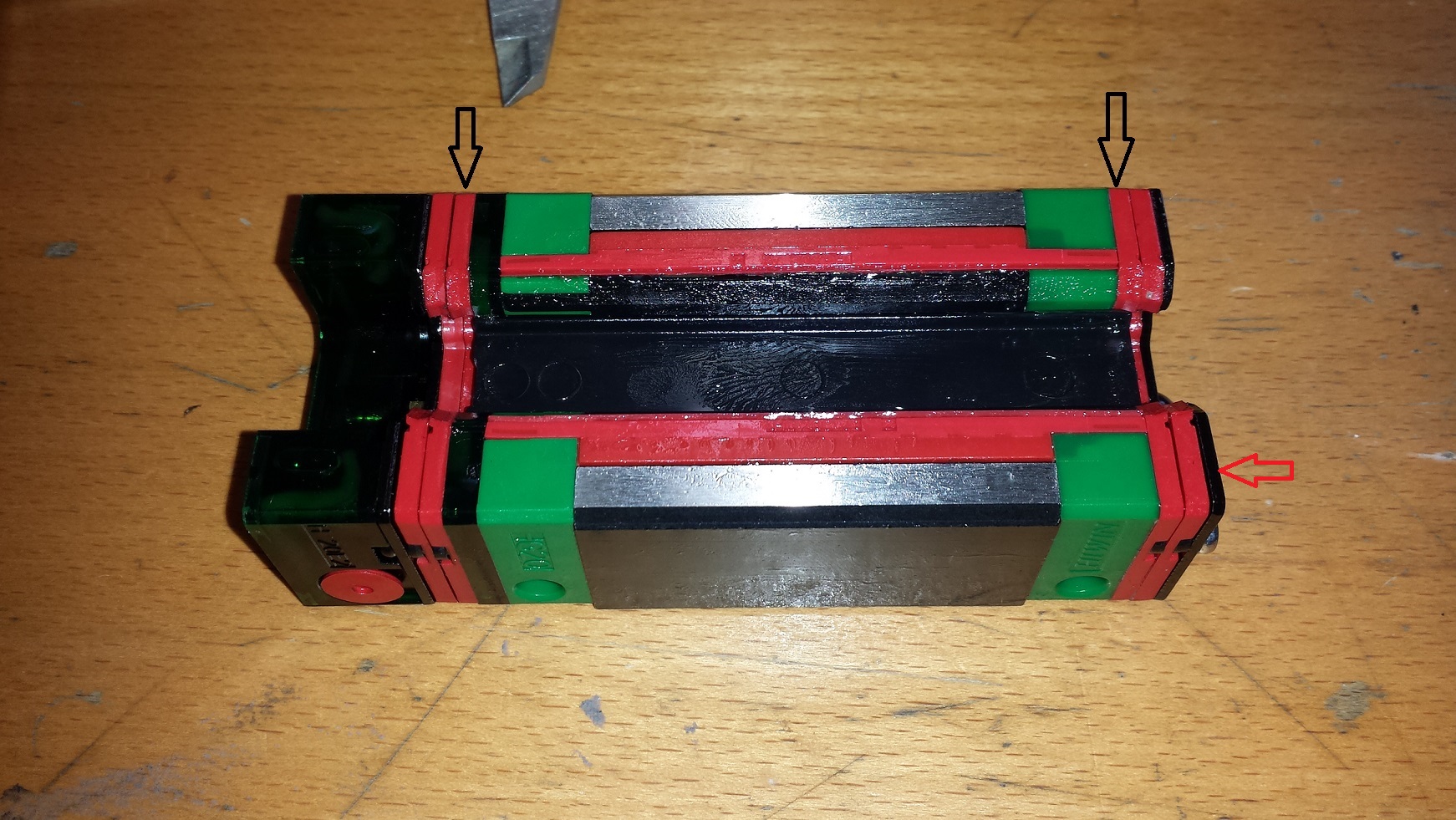
Tak jak widać parę postów wyżej dorwałem 4 wózki z olejarką.
Problem w tym że na 1 szynie przy krzyżaku 200mm nie zmieszczę obu olejarek.
Wymyśliłem więc coś takiego jak na poniższym rysunku.
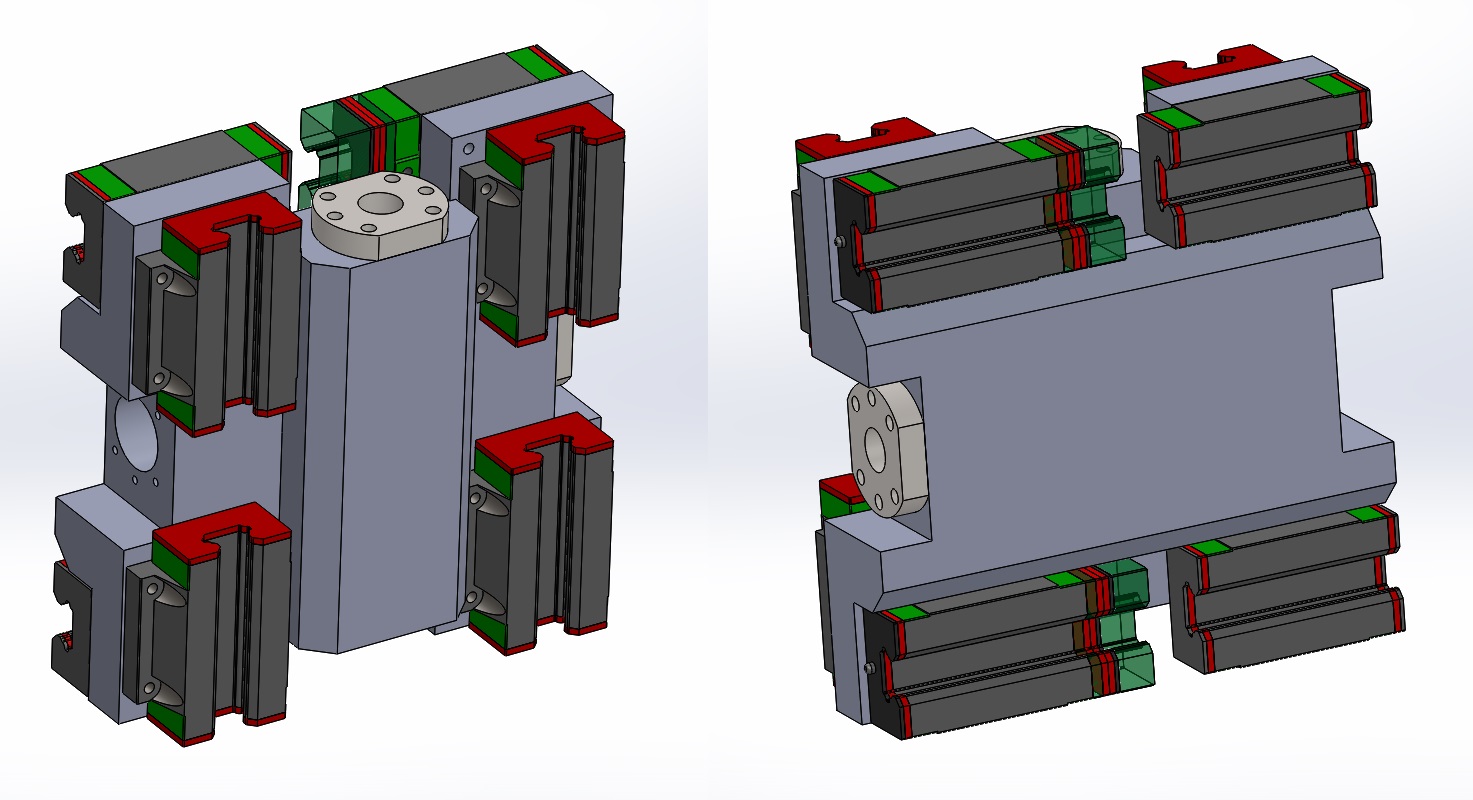
Pozostałe 2 olejarki mógbym przełozyć do wózków HGW po drugiej stronie krzyżaka i zamontowac w podobny sposób.
Tym sposobem miałbym pewność że obie strony zetki jeżdżą po naoliwionej szynie i nic by mi się nie zmarnowało.
Dobry pomysł czy może będę miał tylko problem z nierówno zużywającymi się łozyskami???




")


")
")
")