



")
Wstępnie wsio już porysowane i pomierzone, śruby, szyny i mocowania śrub kupione[rysują się jeszcze zastrzały nóg bramy, osłona śruby i silnika pod stołem i czekam na śruby, i parę pierdołek żeby się upewnić czy będzie pasować], i chciałem się podpytać o wasze opinie.
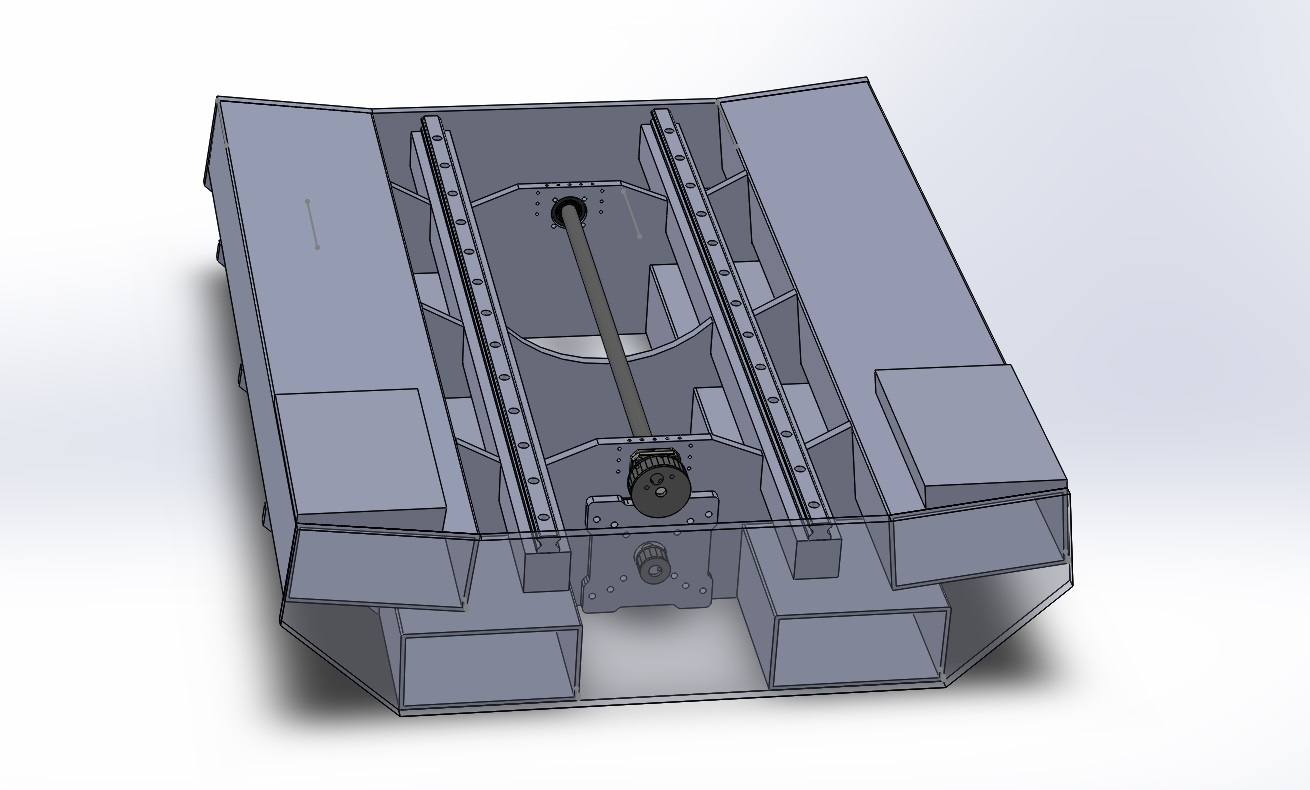
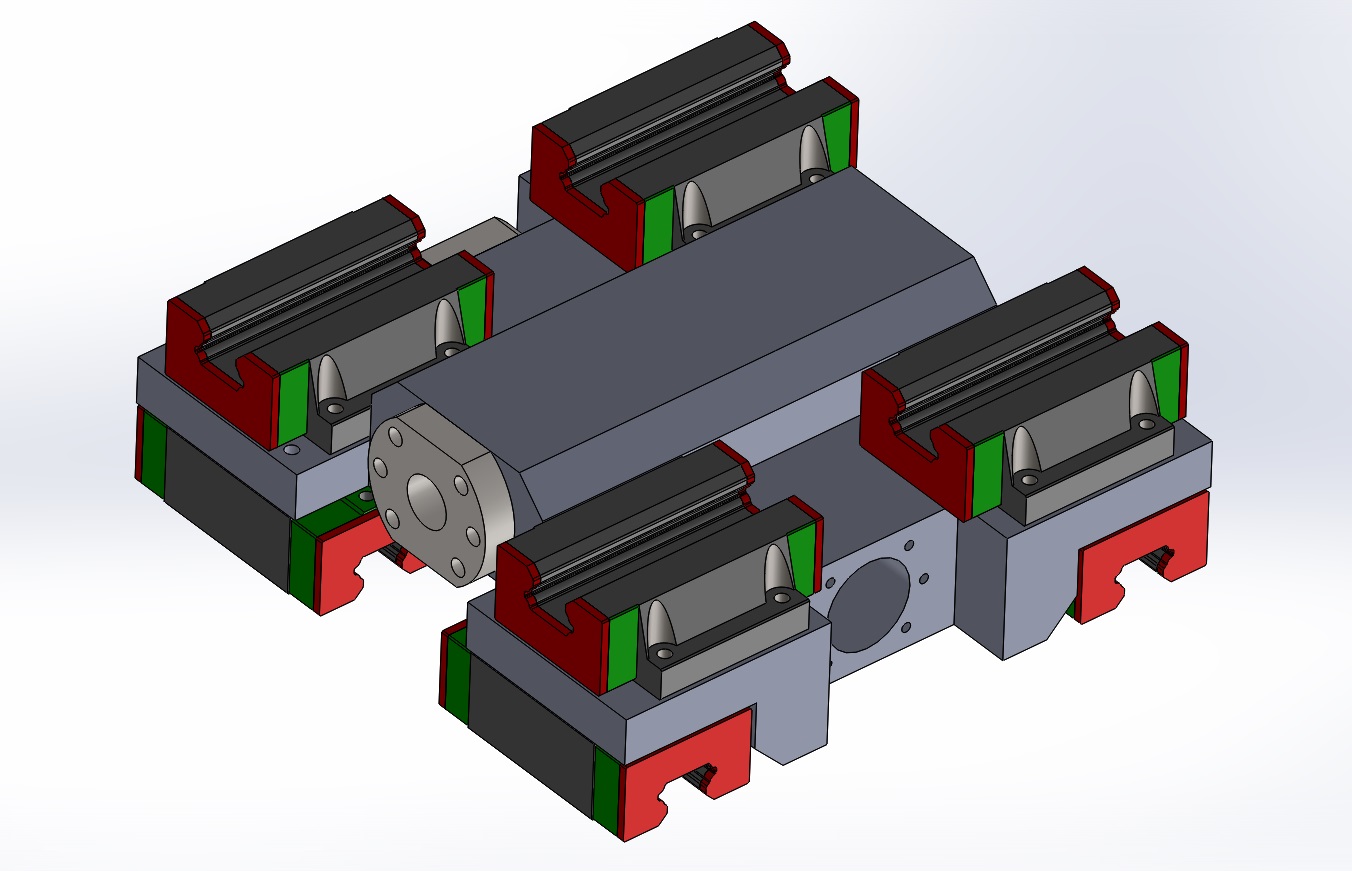
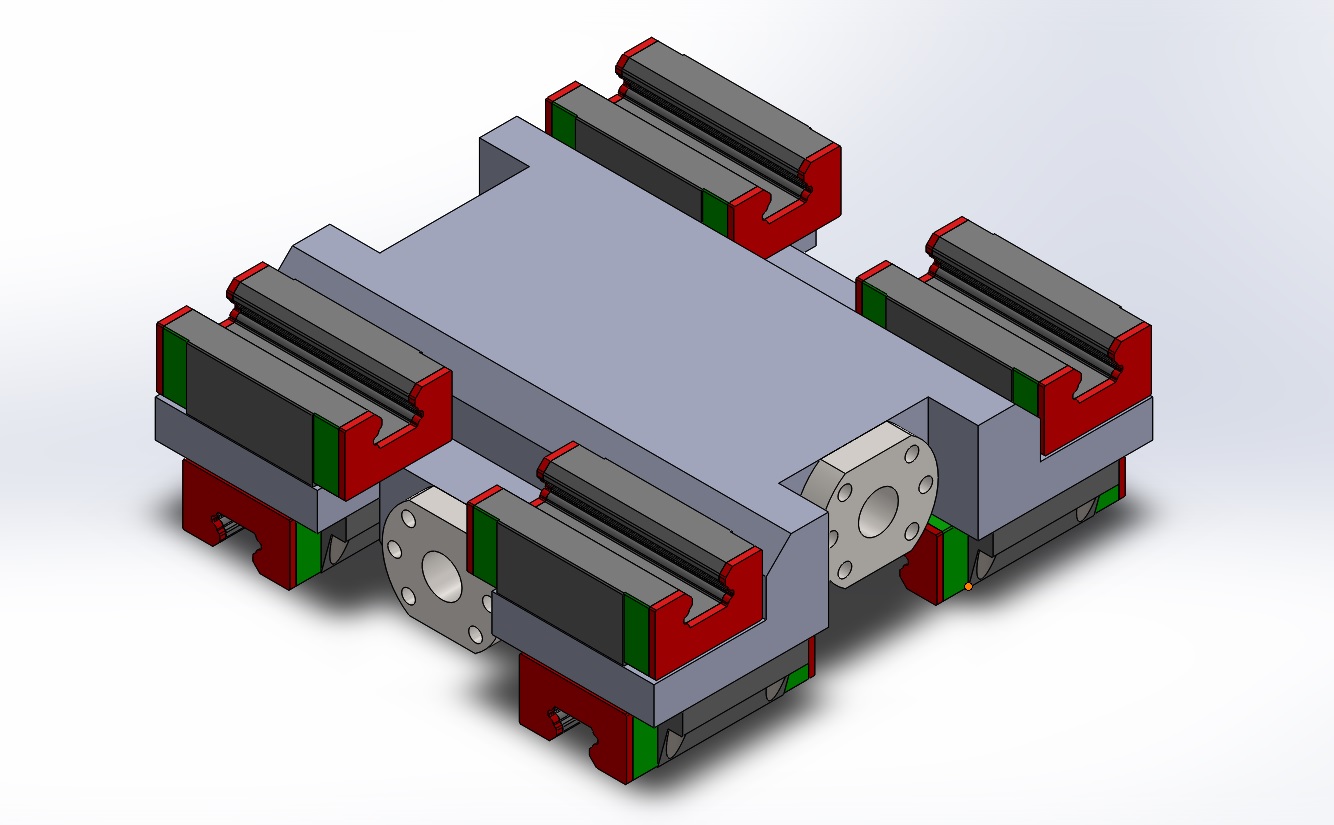
Cała ramka jest z profili 160x80x5 i blachy 10mm, podstawy pod szyny stolika z pręta 40x40. Nogi bramy, znowu 160x80x5, a sama belka X to najprawdopodobniej 200x100 [jedyny element którego nie mam na moim firmowym złomowisku
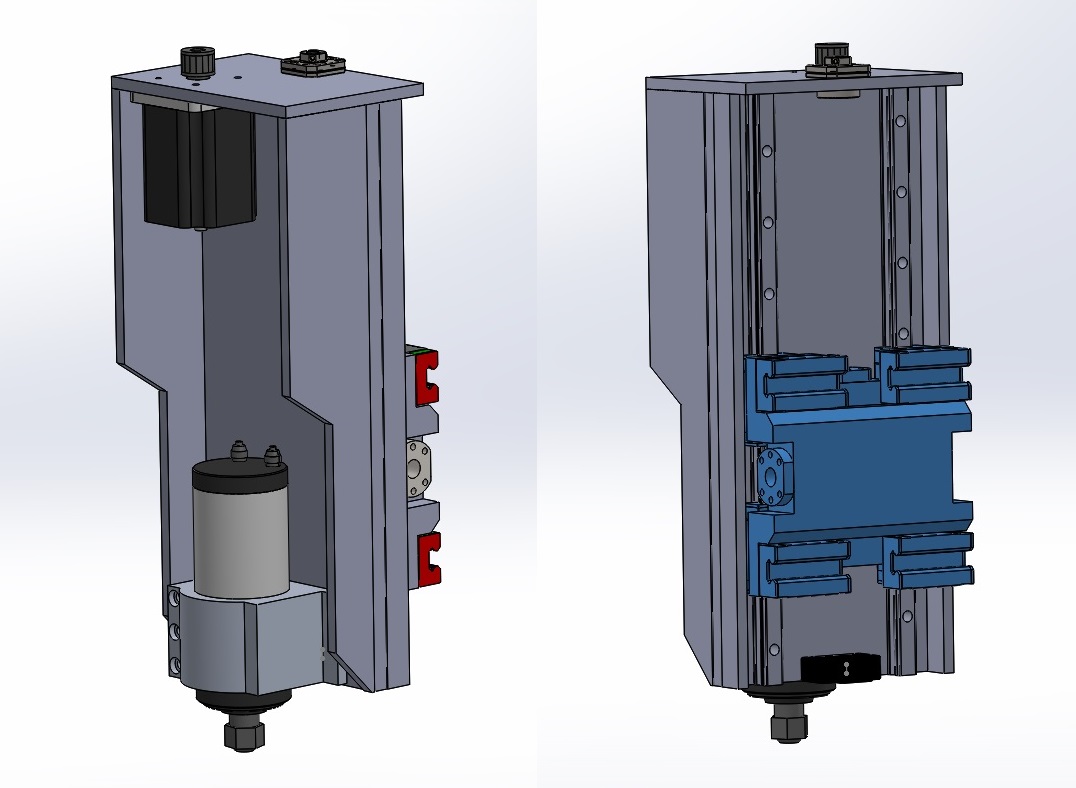
Sama zetka prawdopodobnie mocno zmieni kształt, bo na półce czeka już mokry chińczyk, więc pewnie razem z przeróbką mocowania zmienię też tą trumnę na co innego.
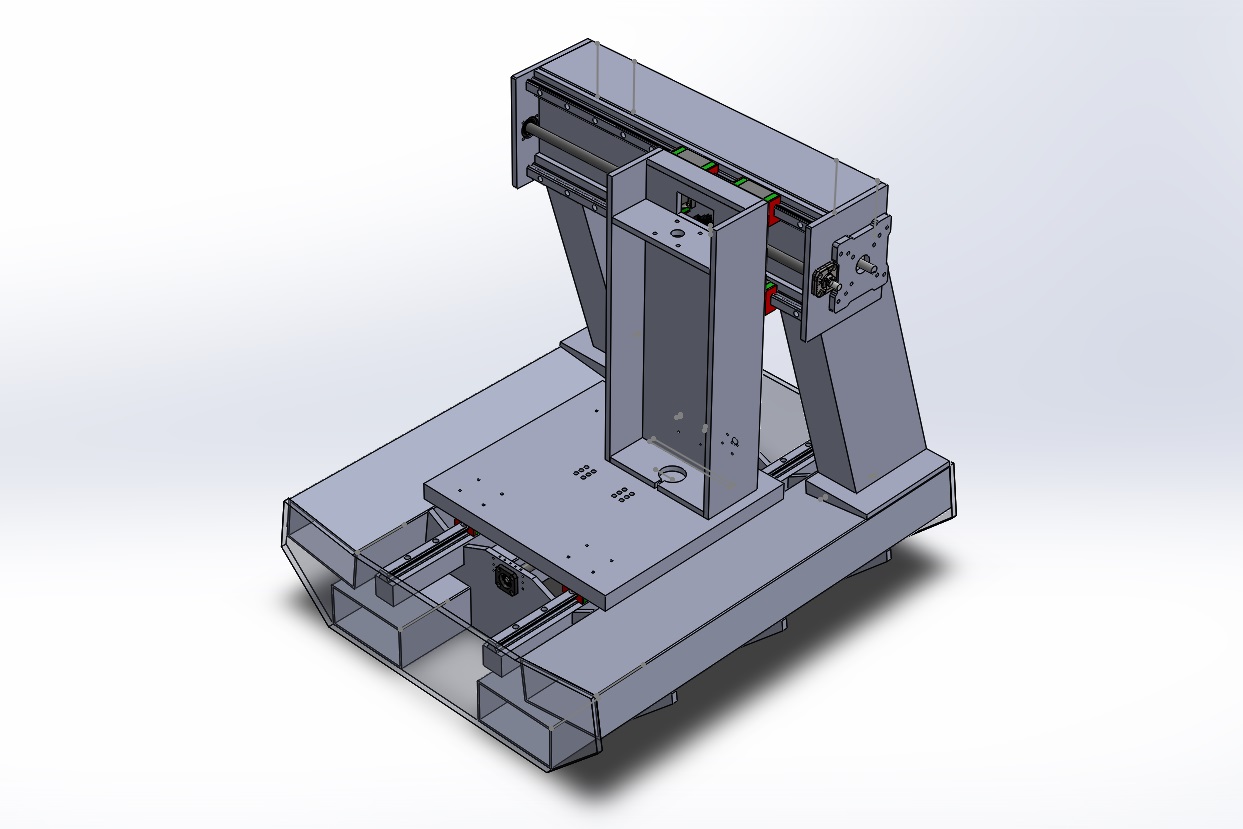
Co do samej konstrukcji to pewnie zaraz pójdzie fala śmiechu że wszystko krzywe. Już tłumacze co mną powodowało.
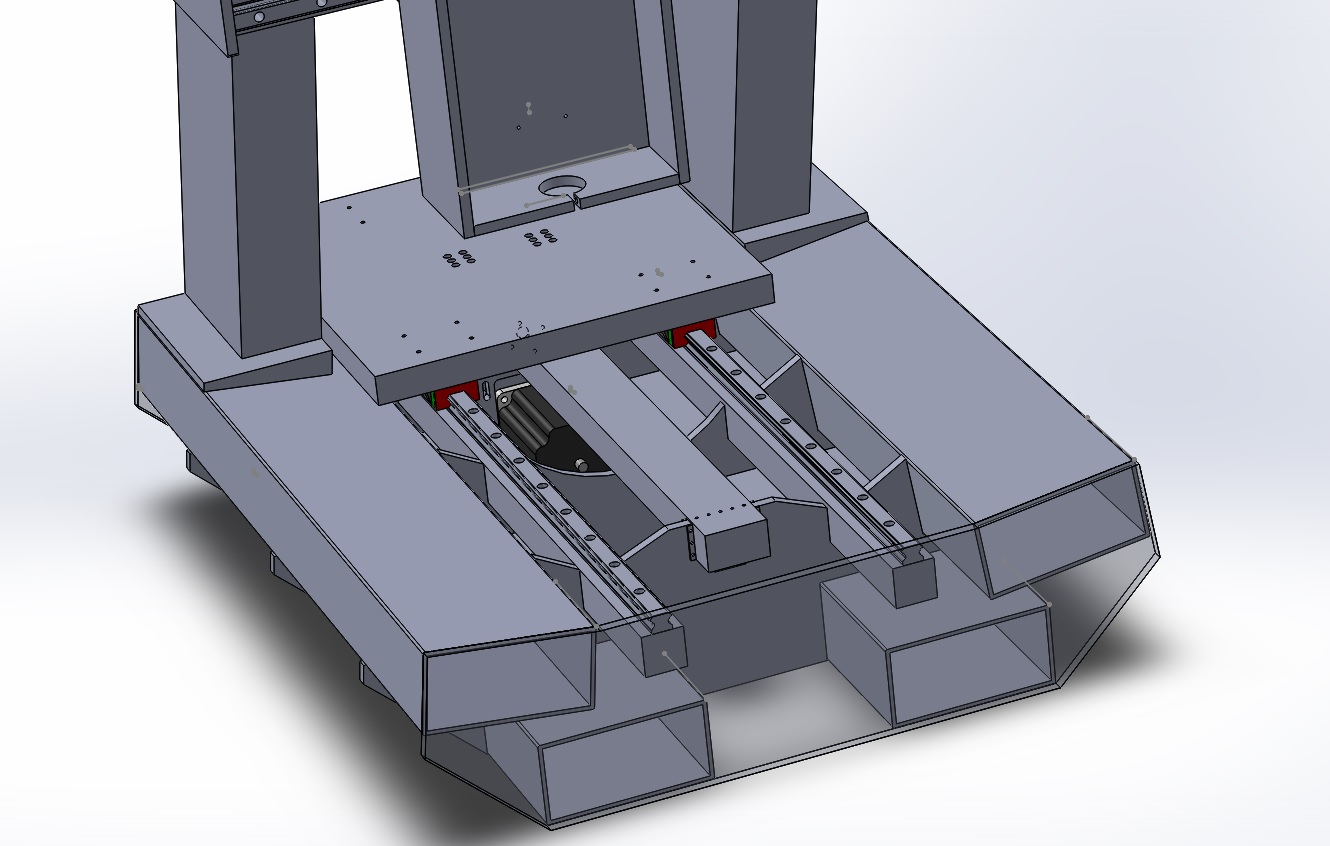
Skos na ramie docelowo miałby ułatwić spływanie wiór i chłodziwa do wnętrza frezarki [jak już maszyna będzie śmigać to przewiduję podstawkę ze zbiornikiem na wióry i chłodziwo].
Skos pod bramą na przyszłość kiedy już dorobię 4 oś powinien umożliwić mi wjazd maszynką głębiej nad materiał.
Prawdopodobnie w takim wypadku sporo zapłacę za wyprowadzenie baz pod bramę, ale szczerze mówiąc innych minusów nie widzę.
Mam kilka pytań:
1. Wycinanie "grodzi" ramy - wystarczy wyciąć na waterjecie, czy może jeśli ma być to dostatecznie dokładnie pospawane to lepiej szukać lasera [albo plazmy?] tak żeby wszystko do siebie jak najściślej przylegało jeszcze przed spawaniem [przy jecie pewnie też się da, ale zawsze jakieś tam jodełkowanie zostanie na powierzchni cięcia]?
Spawać sam nie będę, ale nie chcę też wpuścić osoby która ma to połączyć w maliny.
2. Zastanawiam się nad zalaniem profili betonem albo epoxybetonem, ale nie wiem czy ma to wogóle sens przy tego typu konstrukcji, no i pojawia się drugie pytanie czy zalewać betonem po wyżarzeniu, ale przed planowaniem baz, czy może na sam koniec [beton jednak też ma jakiś tam skurcz, ale nie wiem czy na tyle duży że należy to brać pod uwagę].
Może jednak zalewanie betonem sobie odpuścić?



")

")
")






