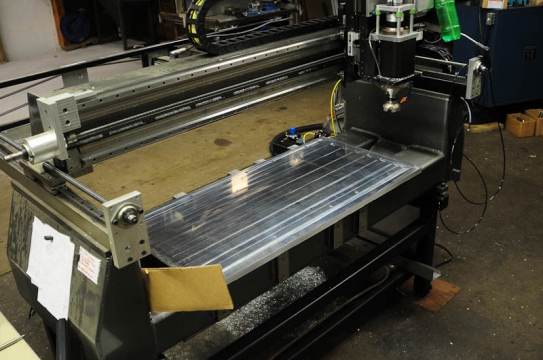
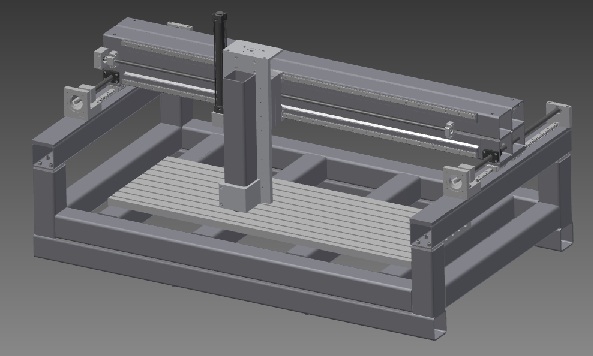
Przechodząc do rzeczy poniżej przedstawiam swoją konstrukcję. Docelowo ma obrabiać głównie aluminium i stal.
W związku z tym zapadła decyzja o budowie maszyny z profili stalowych spawanych, w dalszej kolejności obrabianych cieplnej(wyżarzanie odprężające). Przewidziane są prowadnice liniowe thk na wszystkie osie. Przeniesienie napędu na śrubach tocznych. Do rozbujania maszyny użyte mają być serwonapędy.
Założeniami do budowy było pole robocze 1400x470x300. Przy jednoczesnym zachowaniu możliwości zwiększenia wysokości dopuszczalnej obrabianych przedmiotów (obszar roboczy pozostaje taki sam, ale z możliwością obróbki detali o większej wysokości) bez konieczności dużej ingerencji w konstrukcję maszyny, stąd pomysł na przykręcane belki na których będzie opierać się os Y. W związku z tym opisane wyżej podniesienie może być realizowane przez obrobione nadstawki. Czekam na konstruktywną krytykę




")
")
")