")
Krótki opis projektu:
Pole Pracy: 800x400x200 (Stół Teowy 800x400x20) - można trochę wyjść za stół wymiarem 800 powiedzmy do 850mm.
Budżet: jak u wielu - więcej niż zakładałem (+/- drugie tyle
Przeznaczenie: Frezowanie i cięcie w desce bukowej + sporadyczne roboty w alu.
Termin ukończenia (planowany) : początek grudnia 2013r.
Napędy: Silniki krokowe 8,7Nm + śruby kulowe 20mm/skok 10
Wrzeciono: Mokry Chińczyk 2,2kW
Prowadnice: HIWIN HGR15 + wózki HGW15 ( Były przymiarki do 25mm, ale udało mi się okazyjnie kupić 15mm leżaki magazynowe za śmieszną kasę).
Elementy które mogłem zlecić w alu były wykonane z alu PA 9 plyty walcowanej, ENAW 7075 20mm.
Rama będzie ustawiana na 4 wibroizolatorach wkręcanych w stopy ramy.
Konstrukcja: stalowa wyżarzana ( a raczej odprężana wibracyjnie), frezowana + opcjonalnie piaskowanie
Konstrukcja wykonana z:
- Profil Stalowy 80x120x8 (podstawa) wzmocniony naspawanymi płaskownikami 25mm i spięte z przodu i z tyłu płaskownikiem 25mm
- Profil stalowy 200x100x8 (nogi bramy i belka X) z tak samo naspawanymi płaskownikami 25mm.
- Stopy pod ramą - wspawane z blach 200x200x20
- Elementy uzupełniające palone i frezowane z blach 15mm.
Profile po cięciu frezowane z czoła.
Sterowanie:
- Szafa Rittal
- Komputer PC
- 4-osiowy CSMIO/IP-M Ethernet Motion CNC Controller (step/dir)
- Dotykowy ekran tj. matryca z starego LCD 15" + nakładka dotykowa na USB (niby czyste ale coś mnie kusi do myszki i klawiatury).
WAGA (decelowa) : ok 400 KG
Jeżeli brakuje jakiś informacji proszę o info - UZUPEŁNIĘ!
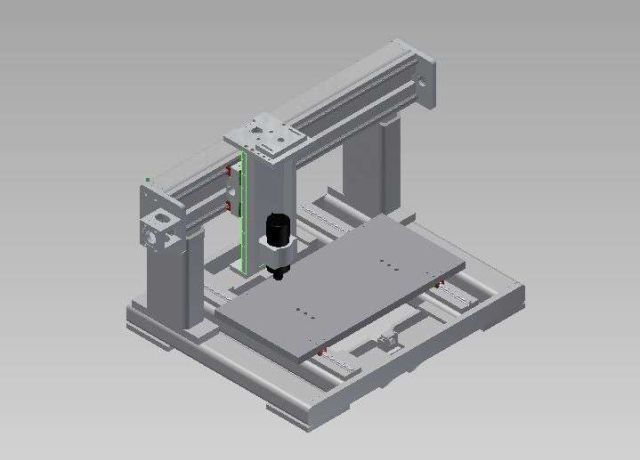
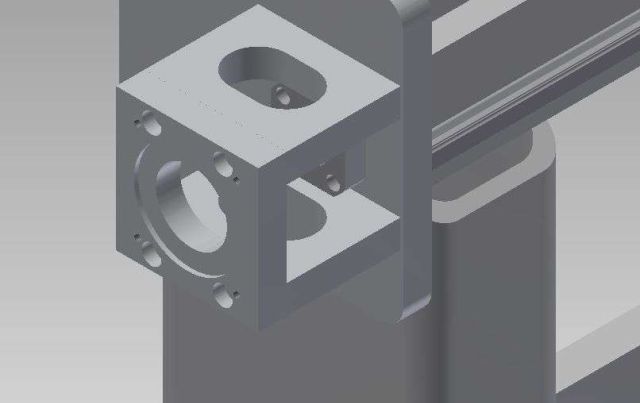
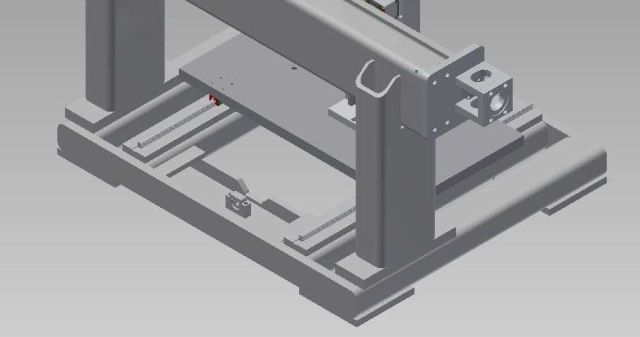
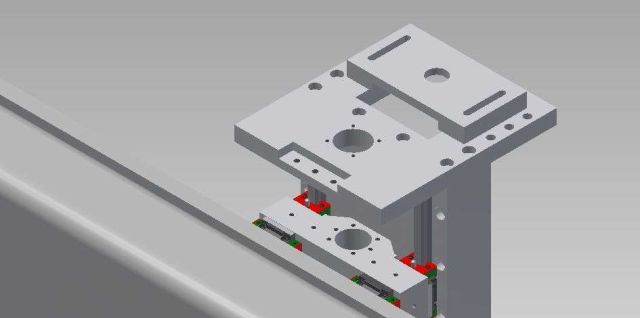
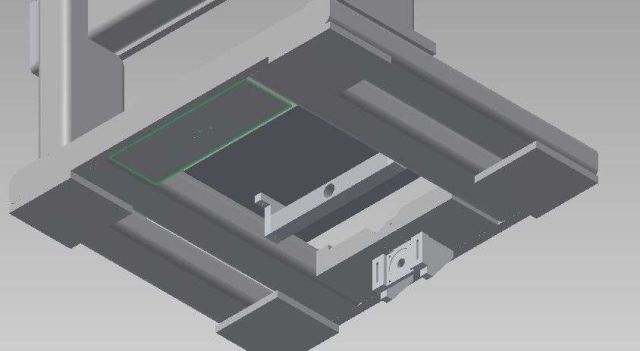
SCREENY 3D (wizualizacja):


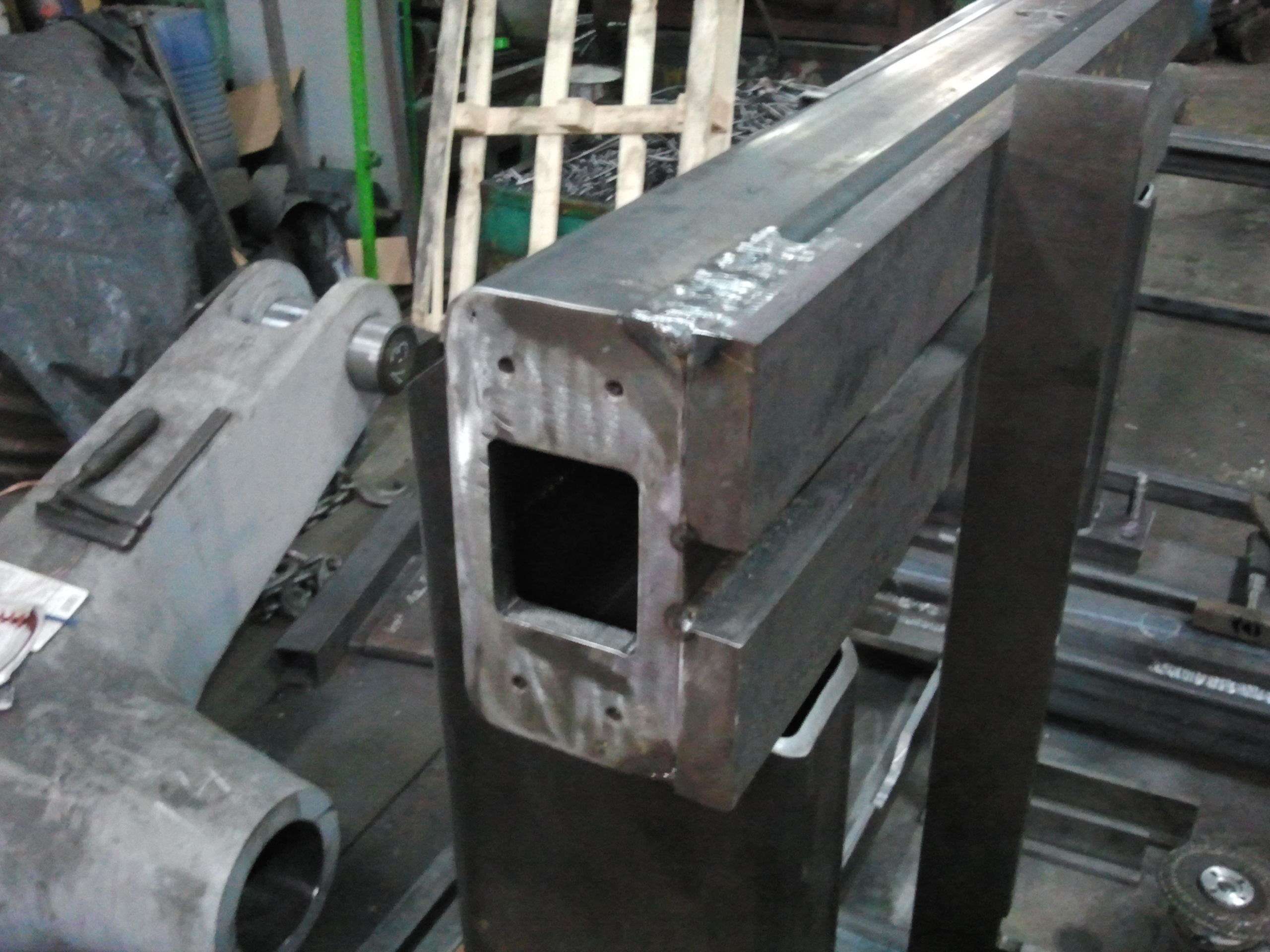
RAMA W CZASIE SPAWANIA:
















[ Dodano: 2013-11-14, 15:57 ]
Jutro rano spotykam się z ludźmi od wibracyjnego odprężania. Jak wrócę to przywiozę garść fotek z prac.
[ Dodano: 2013-11-14, 16:13 ]
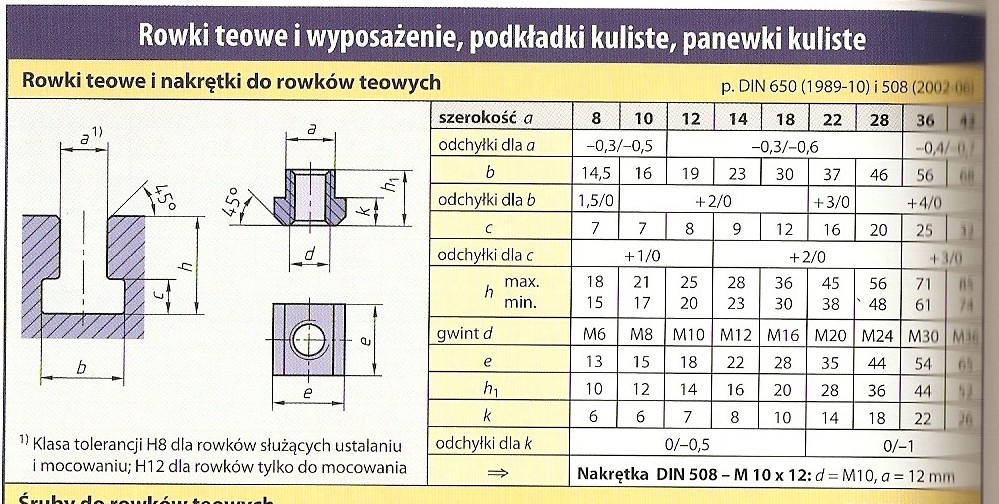
Mam pytanie odnośnie stołu teowego założyłem że będę chciał używać tam nakrętek M12 takiej jak zaznaczyłem na specyfikacji:
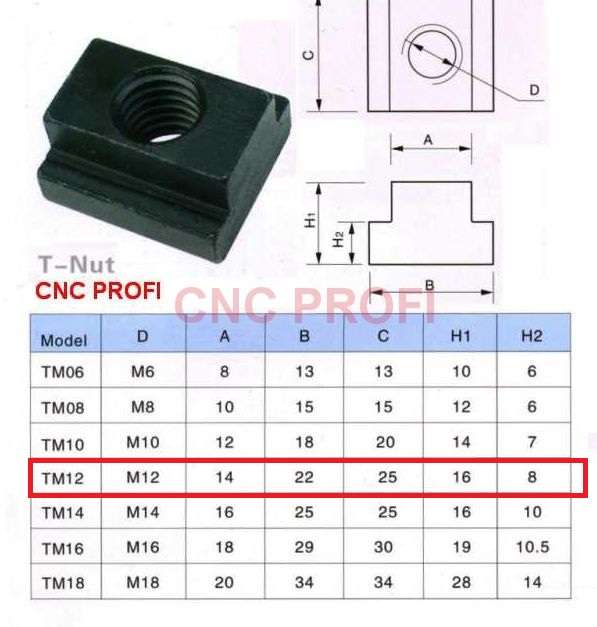
Z wyliczeń normy wychodzi mi że rowki w stole muszą być takie:
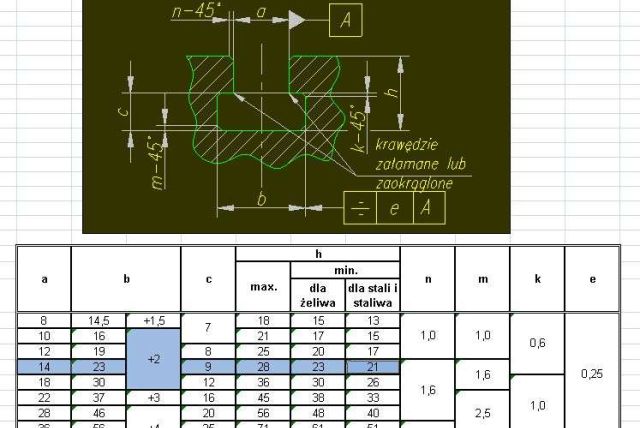
Wynika z tego że na każdym wymiarze jest luz ok 1mm. Czy to jest wystarczający luz żeby wszystko się przesuwało swobodnie, a jednocześnie nie było za luźno. Martwi mnie szerokość B gdzie moja nakrętka ma 22mm a norma zakłada 23mm (czyli już mamy 1mm luzu) + dodatkowe 2mm czy to nie za luźno? To samo się tyczy nakrętki która będzie zapadnięta ok 3mm poniżej poziomu stołu - schowana w rowku. Nie powinna być np. 0,5mm niżej niż poziom stołu? Chyba że ktoś założył te kilka mm na wypadek planowania stołu. PROSZĘ O RADĘ I POMOC.


")