



")
Założenia:
-konstrukcja stalowa
-stała brama – czyli klasyk
-pole robocze ~500x400x200
-do: metali kolorowych, tworzywa, oraz nie ukrywam że liczę na to, że przy wolnoobrotowym wrzecionie nie tylko liznę stal ale dam rade się w nią wgryzać
-silniki krokowe (może kiedyś serwa – w sumie kwestia czasu $$)
-śruby toczne
-prowadnice szynowe
-sterownik LPT, chyba że zostanie mi na sterownik po LAN'ie
-program - na to jeszcze za wcześnie
-wrzeciono: mokry chińczyk, chyba że znajdę coś poniżej 10k rpm
-dokładność <dwie setki
-budżet: tyle ile będzie potrzeba
Szczegóły będę zdradzał w miarę zainteresowania tematem
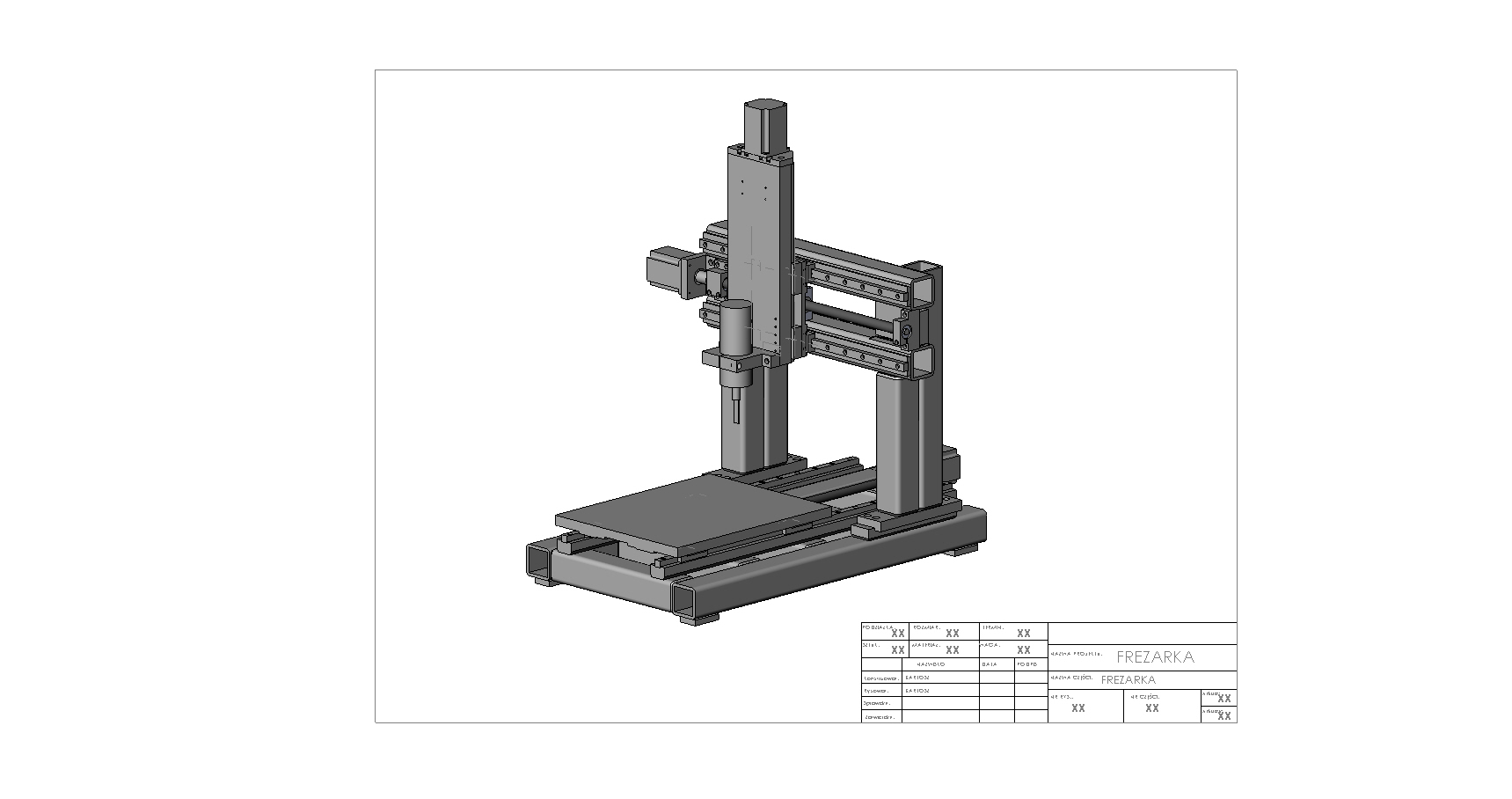
Na zachętę wrzucam projekt w obecnej formie, brakuje elektryki,, styczników krańcowych, hydrauliki, osłony którą się zajmę jak się okaże, że wióry latają po całym garażu i konkretnego stołu, który utrzyma mi jakieś trzysta kilo;) Aha, i brakuję kolorków
No i teraz problemy z którym się zmagam:
Pierwszy( w sumie banalny ): nie mogę nigdzie znaleźć profili zamkniętych 80x80x8. Podobno bardzo popularne do budowy maszyn... Materiał S235 mnie nie interesuje, stawiam na S355, co komplikuje sprawę dostępności, zważywszy, że wolałbym bez szwu. Jeżeli ktoś mógłby mi pomóc to bardzo byłbym wdzięczny.
Drugi: Zastanawiam się się nad skokiem śruby, chciałbym osiągnąć na roboczym z 4m/min. Czy jest to możliwe przy skoku 5mm? Dodam, że silnik zakładam 8,5Nm, przełożenie 1:1 – sprzęgło.
Trzeci: Jaką będę w stanie uzyskać dokładność pozycjonowania jak zastosuje „zwykłe” styczniki krańcowe. Czy lepiej warto zainwestować w Schneidera z dokładnością pozycjonowania 0,01mm? Jak Koledzy rozwiązali ten temat u siebie?
Pozdrawiam Bartek



")
")






