")
Generalnie wszystkie o halu które dotycza rzeczy które Cie interesują. Ja kiedyś miałem lot z przesiadkami 2x11 godzin w samolocie z tabletem w ręku i po tym poradziłem sobie z konfiguracją maszyny. Jeśli Tobie się już udało i masz działający config to ja Ci nie pomogę, natomiast jeśli nie masz to nie zajmuj się pierdołami i stwórz konfig który Ci się wogóle uruchomi bo wg mnie to nie będzie takie prostedragon44 pisze:Którego?DOHC pisze:Przestudiuj manuala
Motion
Advanced HAL Tutorial
HAL Introduction
Basic HAL Tutorial
HAL Component Descriptions
PID
IOCONTROL
?
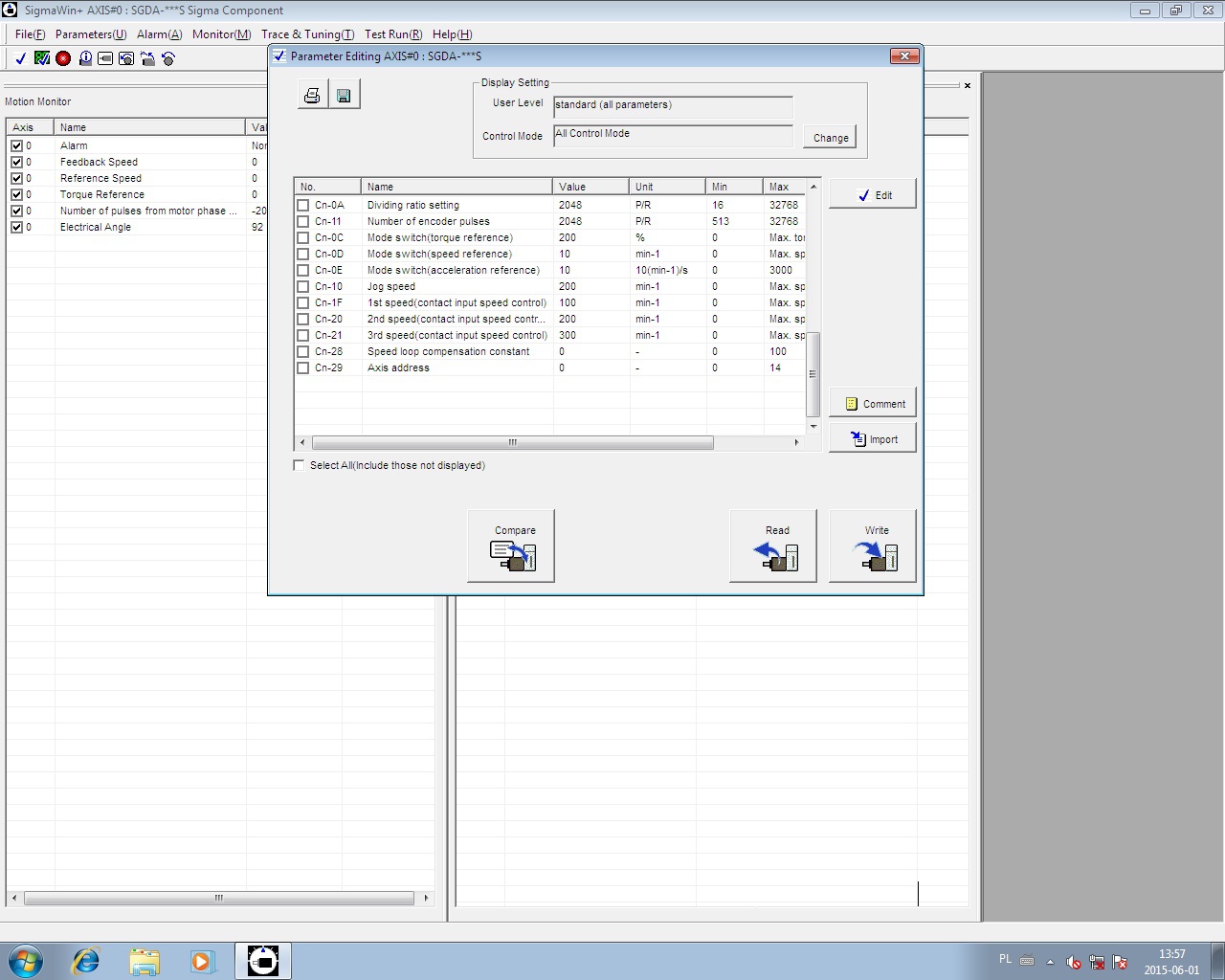
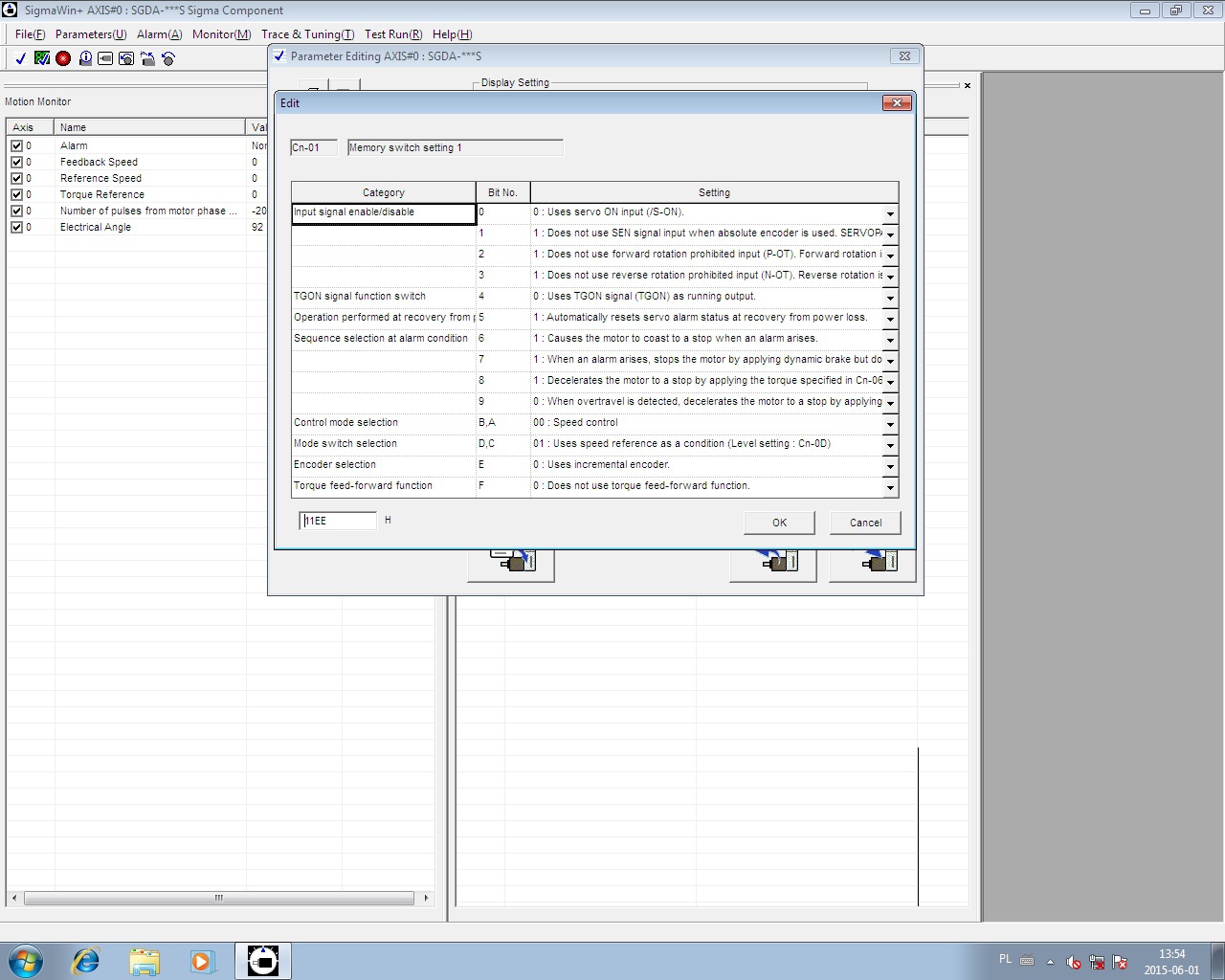
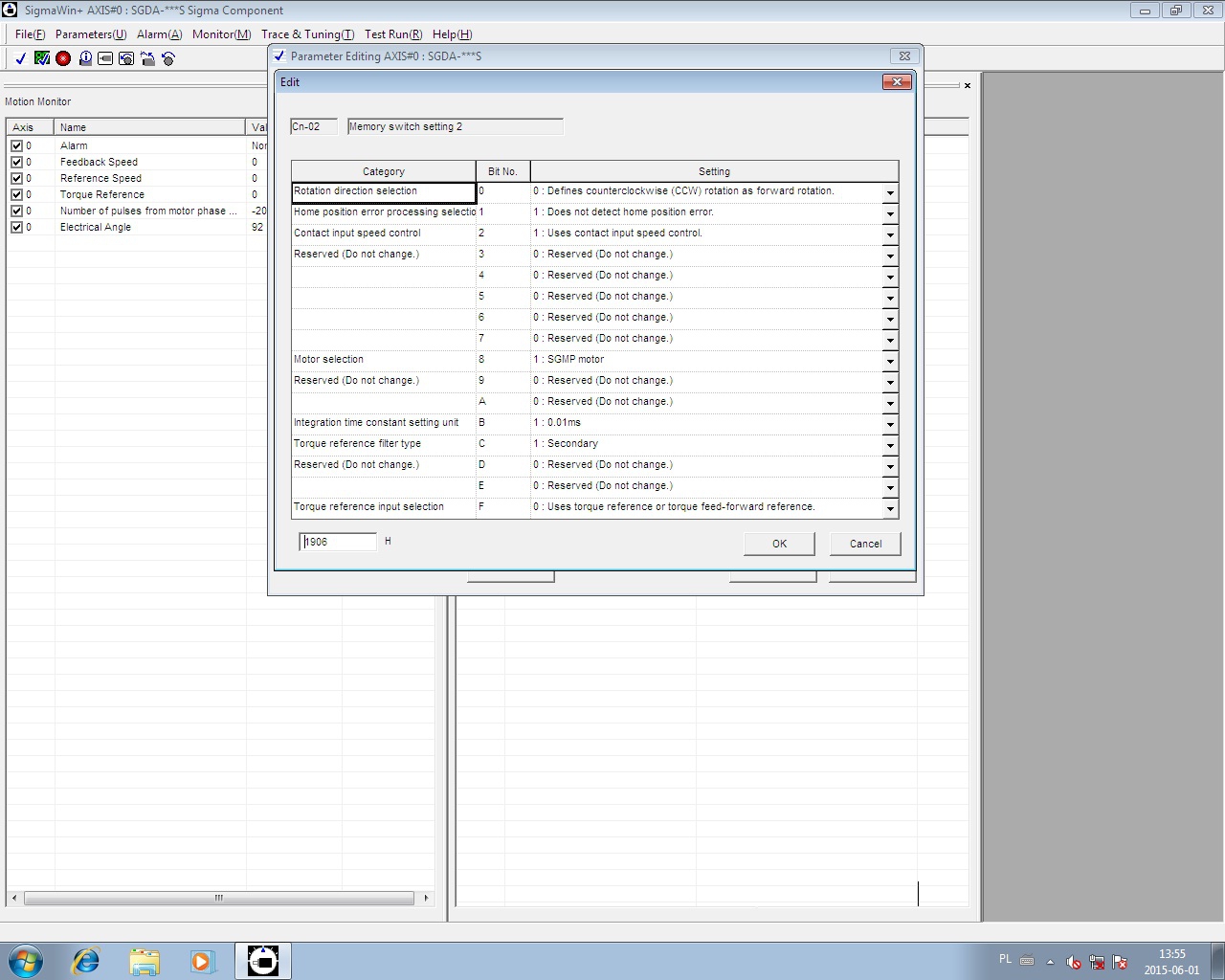
No właśnie problem w tym, że w tym konfiguratorze nie ma do wyboru karty 5i25 i trzeba od podstaw samemu stworzyć plik .hal. Co prawda Kolega micges zamieścił plik hal. Poradzę sobie żeby go dopieści, ale chciałbym go w całości zrozumieć. Poza tym, chcę stworzyć plik ini i również wiedzieć co w nim jest. Teraz siedzę i ogarniam materiały właśnie o ini. Może jutro uda mi się popracować na maszynie, bo teraz siedzę na innym kompie i zbieram teorieDOHC pisze:1) Stwórz config maszyny w tym całym kreatorze, da CI to jakąś bazę i będziesz mógł obserwować reakcje hala na modyfikacje.
[ Dodano: 2015-04-11, 19:16 ]
A co do reszty to właśnie tak zamierzam zrobić, ale nie wiem tylko czy da się uruchomić serwa sterowane analogowo za pomocą steppera.
Pozdrawiam



")