



Zastanawiam się gdzie jest granica w wydajności mojej maszyny. Chciałbym, choć nie wiem czy jest to możliwe robić płytki pod podstawki TQFP44. Odstępy między nóżkami układu mają ok 0,1 mm szerokości. Zmieniałem w eagle pcb-gcode ustawienia i dałem że średnica frezu to 0,1 mm i domyślny odstęp to 0,1 mm i teoretycznie jest możliwe przejście jednorazowe frezu między nóżkami.
Frezarka spawana ze stali z elementami aluminiowymi do PCB
-
bmajkut
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 23
- Posty: 284
- Rejestracja: 02 lis 2012, 18:59
- Lokalizacja: Wrocław
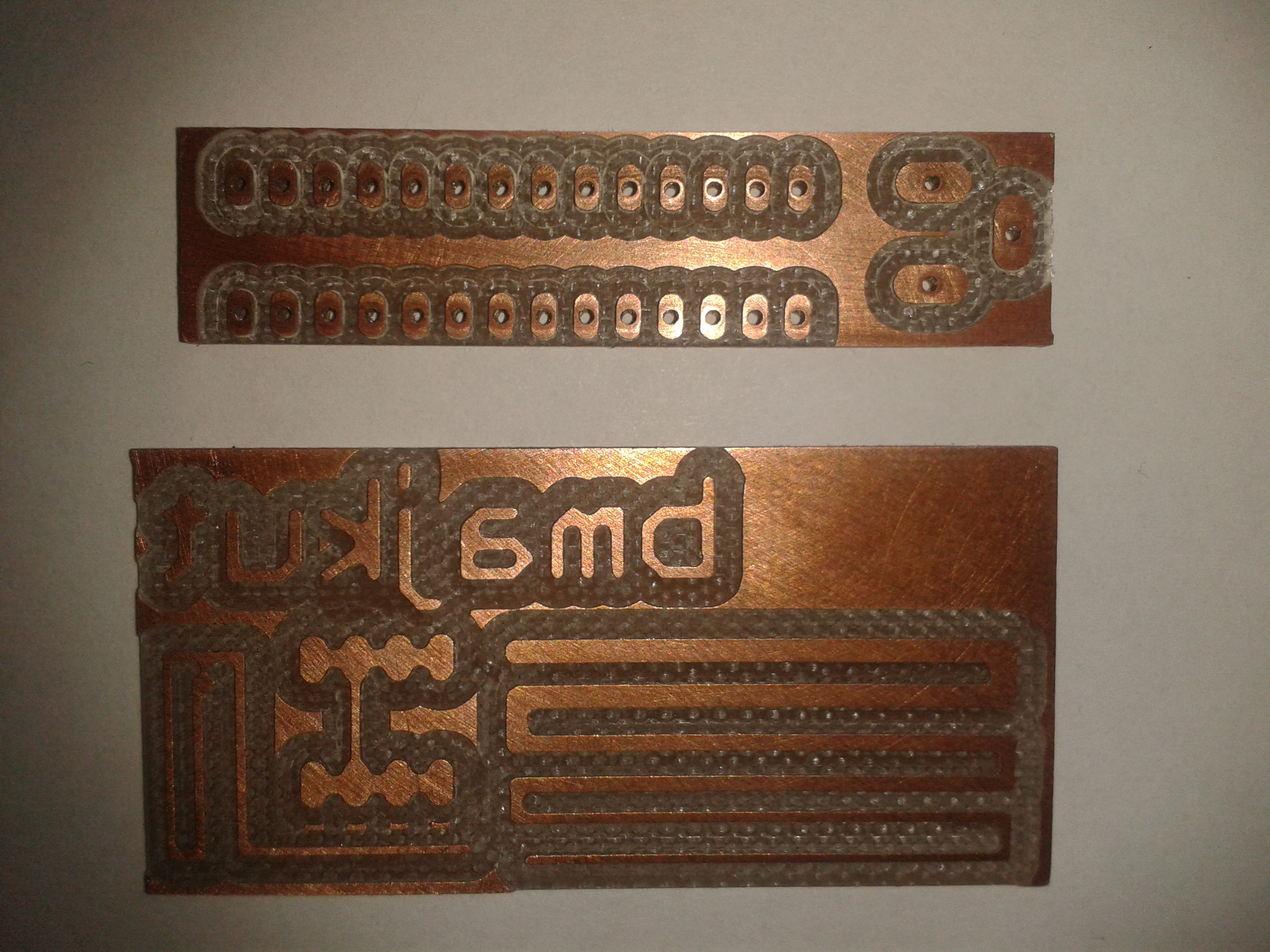
Ja nie mam zamontowanych żadnych krańcówek i maszynę bazuję ręcznie, następnie ustawiam sobie offsety tak jak mi to pasuje w danym momencie tzn. w zależności od tego jaki kawałek laminatu posiadam. Oś Z natomiast zeruję tak że co 0,1mm dojeżdżam w stronę laminatu i sprawdzam "woltomierzem" czy przepłynie prąd pomiędzy frezem a laminatem. To taki mój prowizoryczny miernik długości narzędzia. Póki co wszystko idzie sprawnie i bez problemów. Całe ustawienie maszyny zajmuje mi nie więcej niż 5 minut. Ścieżki dzisiaj robiłem na prędkości 200 mm/min. i teraz to można pracować, o wiele szybciej idzie z robotą tylko że dalej posiadam tylko dwa frezy  więc pola do popisu nie mam za bardzo. Ciekaw jestem jak długo mi one pożyją.
więc pola do popisu nie mam za bardzo. Ciekaw jestem jak długo mi one pożyją.
Zastanawiam się gdzie jest granica w wydajności mojej maszyny. Chciałbym, choć nie wiem czy jest to możliwe robić płytki pod podstawki TQFP44. Odstępy między nóżkami układu mają ok 0,1 mm szerokości. Zmieniałem w eagle pcb-gcode ustawienia i dałem że średnica frezu to 0,1 mm i domyślny odstęp to 0,1 mm i teoretycznie jest możliwe przejście jednorazowe frezu między nóżkami.
Zastanawiam się gdzie jest granica w wydajności mojej maszyny. Chciałbym, choć nie wiem czy jest to możliwe robić płytki pod podstawki TQFP44. Odstępy między nóżkami układu mają ok 0,1 mm szerokości. Zmieniałem w eagle pcb-gcode ustawienia i dałem że średnica frezu to 0,1 mm i domyślny odstęp to 0,1 mm i teoretycznie jest możliwe przejście jednorazowe frezu między nóżkami.
Tagi:


-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 11
- Posty: 7877
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Ja nie pamiętam co ustawiałem, ale w Eagle np. przy rastrze 0,1 cala ustawiam szerokość ścieżki na 0,95 cala, to daje odstęp 0,127 mm.bmajkut pisze:Zmieniałem w eagle pcb-gcode ustawienia i dałem że średnica frezu to 0,1 mm i domyślny odstęp to 0,1 mm i teoretycznie jest możliwe przejście jednorazowe frezu między nóżkami.
Po wyfrezowaniu na płytce są tylko ścieżki i przerwy, nie ma żadnej "miedzi niczyjej".
Szerokość ścieżki możesz ustawić na dowolną wartość.
Kiedy masz aktywne narzędzie do ścieżek, to w okienku wyboru szerokości wybierasz dowolną, klikasz tam myszą, wpisujesz inną wartość i co najważniejsze potwierdzasz klawiszem <Enter>.
Wtedy Eagle zapamiętuje tą wartość na liście aż do zamknięcia programu.
Może można inaczej, ale mi ten sposób wystarcza.
Oczywiście z autoroutera nie korzystam.
Co do różnych "miniaturowych" obudów, to problemem jest zasadniczo znalezienie takiego freza i takiego wrzeciona żeby grawerować bruzdy węższe niż 0,3 mm.
0,3 mm da się uzyskać Dremlem i frezem z Allegro, mniej raczej nie.
Kupiłem kiedyś frez grawerski 20° i połamałem go przy próbie ustawienia zera ...
.
-
bmajkut
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 23
- Posty: 284
- Rejestracja: 02 lis 2012, 18:59
- Lokalizacja: Wrocław
tuxcnc, znalazłem frezy grawerskie na allegro 0,1 mm 10 stopni. Koszt takiego cacka to 29 zł i zastanawiałem się właśnie czy by takiego nie zakupić, bo z taką powierzchnią frezu można by spokojnie robić płytki pod obudowy TQFP48 albo mniejsze. Chciałem go zakupić dopóki nie przeczytałem twojego postu. Muszę popytać ludzi na youtube o to czym frezują płytki, bo niektórzy na maszynkach z mdf robią takie płytki.
-
Zhan
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 224
- Rejestracja: 09 sie 2011, 20:37
- Lokalizacja: Warszawa
Ja takie cienkie frezy ustawiam przy włączonym wrzecionie. Dojeżdżam powoli do laminatu i albo widać jak zaczyna skrobać albo słychać. Jak nie widać to wykonuje mały ruch w osi X lub Y i patrzę czy jest rysa, jak nie to 0,05 w dół i to samo. Frezem 0,1 bałbym się bez obrotów nawet na czujnik najeżdżać. Problem jaki ja mam z "ostrymi" frezami to zadzieranie krawędzi miedzi, jakby materiał nie był obcinany tylko odpychany od freza ale może to kwestia doboru parametrów obróbki.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 7877
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Panowie, do freza 0,1 mm to potrzeba 100 tys. obr/min i prawie zerowe bicie wrzeciona.
Porównując, to przy frezie 0,1 i biciu 0,01 jest tak samo jakby frez 10 bił o milimetr.
Frez grawerski ma jedno ostrze i może się tak zdarzyć, że bijący frez wcale nie będzie materiału skrawał, bo ostrze będzie skierowane do środka a nie na zewnątrz.
Byłem ciekawy czy w ogóle jest szansa użyć freza 20° z Dremlem, ale koszty eksperymentu mnie zniechęciły.
Frezowanie PCB ma taką zaletę że jest wyjątkowo tanią technologią.
Jeśli ktoś frezarkę i tak już ma i nie będzie łamał frezów, to płytki wychodzą w cenie laminatu.
Jak się zacznie łamanie frezów po trzy dyszki, to faktycznie lepiej płytki zamawiać gotowe.
.
Porównując, to przy frezie 0,1 i biciu 0,01 jest tak samo jakby frez 10 bił o milimetr.
Frez grawerski ma jedno ostrze i może się tak zdarzyć, że bijący frez wcale nie będzie materiału skrawał, bo ostrze będzie skierowane do środka a nie na zewnątrz.
Byłem ciekawy czy w ogóle jest szansa użyć freza 20° z Dremlem, ale koszty eksperymentu mnie zniechęciły.
Frezowanie PCB ma taką zaletę że jest wyjątkowo tanią technologią.
Jeśli ktoś frezarkę i tak już ma i nie będzie łamał frezów, to płytki wychodzą w cenie laminatu.
Jak się zacznie łamanie frezów po trzy dyszki, to faktycznie lepiej płytki zamawiać gotowe.
.
-
Zhan
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 224
- Rejestracja: 09 sie 2011, 20:37
- Lokalizacja: Warszawa
Najcieńszy frez jaki używam to właśnie 0,1mm - 30°.bmajkut pisze:Jakim najcieńszym frezem wykonywałeś pcb?
Ojtam, ojtam... ja mam prawie zerowe bicie i 24 tys obr i poza tym drobnym mankamentem w postaci brzydkich konturów (co zresztą widać praktycznie dopiero pod lupą) płytki są ok.tuxcnc pisze:Panowie, do freza 0,1 mm to potrzeba 100 tys. obr/min i prawie zerowe bicie wrzeciona.
Co do zalet tej metody produkcji to dla mnie główną jest czas i komfort, że jak coś spieprzę to nie muszę kilka dni czekać na nową wersję płytki.
-
bmajkut
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 23
- Posty: 284
- Rejestracja: 02 lis 2012, 18:59
- Lokalizacja: Wrocław
Zalety tej metody wytwarzania płytek są ogromne i dlatego postanowiłem zainwestować w swoją maszynę.
U mnie bicie na pewno jest bo maszyna z geometrią ma problemy od samego początku. Frezem 1mm fajne płytki wychodzą, ale ja jednak często potrzebuję wykorzystać układ scalony w obuwie tqfp lub ssop24.
Nie wiem co teraz zrobić czy zamówić ten frez 0,1 mm czy pogodzić się z tym, że nie będę mógł takich płytek robić.
Jeśli korzystacie z pcb-gcode w Eagle to jaki ustawiacie minimalny odstęp między frezem a ścieżką?
U mnie bicie na pewno jest bo maszyna z geometrią ma problemy od samego początku. Frezem 1mm fajne płytki wychodzą, ale ja jednak często potrzebuję wykorzystać układ scalony w obuwie tqfp lub ssop24.
Nie wiem co teraz zrobić czy zamówić ten frez 0,1 mm czy pogodzić się z tym, że nie będę mógł takich płytek robić.
Jeśli korzystacie z pcb-gcode w Eagle to jaki ustawiacie minimalny odstęp między frezem a ścieżką?

-
bmajkut
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 23
- Posty: 284
- Rejestracja: 02 lis 2012, 18:59
- Lokalizacja: Wrocław
A macie jakiś patent na pył z pcb? Po dwóch zrobionych płytkach mam go na prowadnicach i na śrubie. Jakiś mini odkurzacz może?
Chciałbym dzisiaj popróbować sił z mdf lub hdf zależy co dostanę w Obi. Mam Inventora i całkiem dobrze mi się w nim pracuje, chciałbym z niego eksportować projekty do gcode żeby np robić formy w mdf.
Być może jest jakiś program który bardziej się do tego nadaje?
[ Dodano: 2013-06-14, 13:23 ]
Kolejny efekt pracy. Frez dwupiórowy 2mm
Chciałbym dzisiaj popróbować sił z mdf lub hdf zależy co dostanę w Obi. Mam Inventora i całkiem dobrze mi się w nim pracuje, chciałbym z niego eksportować projekty do gcode żeby np robić formy w mdf.
Być może jest jakiś program który bardziej się do tego nadaje?
[ Dodano: 2013-06-14, 13:23 ]
Kolejny efekt pracy. Frez dwupiórowy 2mm






