



251mz pisze:powiedz to mojemu podnosnikowi od autakris79 pisze: Zresztą trapezowe też Ci uciekną...Trapezy uciekną tylko przy wibracjach.
Przebudowa Frezarki 1 FRA


")
-
Mateusz-M
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 341
- Rejestracja: 20 gru 2009, 13:28
- Lokalizacja: lubelskie
Witam.
Kolega frezuje dużo gratów z aluminium, wahacze dla whelieholix itp.
Jeżeli frezarka ma obrabiać aluminium w większości to może by tak śruby ze skokiem 10mm i "milion" obrotów na wrzecionie
U mnie przykładowo mam silniki 6.9nm, śruby 5mm na obrót, i alu idzie z lekko na zagłebieniu 2mm, 5 tys obr/min i 2m/min. Może kolega będzie mial jakiś punkt zaczepienia.
Co do pasków, przy zgrubnej obróbce odchyłki do 0.3mm ale zostawimy 0.1 na wykończnie i przy śrubach o dokładności c5z wymiary do 100mm mieszczą sie w 0,02mm.
Także pasków sie kolega nie boi.
Linuxcnc instalować, backlasch ustawić i pracować
Pozdrawiam.
Kolega frezuje dużo gratów z aluminium, wahacze dla whelieholix itp.
Jeżeli frezarka ma obrabiać aluminium w większości to może by tak śruby ze skokiem 10mm i "milion" obrotów na wrzecionie
U mnie przykładowo mam silniki 6.9nm, śruby 5mm na obrót, i alu idzie z lekko na zagłebieniu 2mm, 5 tys obr/min i 2m/min. Może kolega będzie mial jakiś punkt zaczepienia.
Co do pasków, przy zgrubnej obróbce odchyłki do 0.3mm ale zostawimy 0.1 na wykończnie i przy śrubach o dokładności c5z wymiary do 100mm mieszczą sie w 0,02mm.
Także pasków sie kolega nie boi.
Linuxcnc instalować, backlasch ustawić i pracować
Pozdrawiam.
-
harryD
Autor tematu - Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 24
- Posty: 55
- Rejestracja: 24 lis 2009, 18:16
- Lokalizacja: podkarpacie
Zgadza się. robi się co nieco lecz ta maszynka jest pod konkretnie inna robotę i z innej branży , seryjną. takie rzeczy jak wahacze to hobbystycznie po jednej sztuce.
Jaką średnicą narzędzia jedziesz przy takich parametrach ?
co do pasków - skoro 0.3 mm masz odchyłki to jak zostawisz 0.1 mm na wykończenie to jakim cudem wyda ci detal ?
co do sterowania to jeszcze nie ma decyzji na co padnie.
dzieki wielki jakiś obraz juz zaczyna się klarować
Jaką średnicą narzędzia jedziesz przy takich parametrach ?
co do pasków - skoro 0.3 mm masz odchyłki to jak zostawisz 0.1 mm na wykończenie to jakim cudem wyda ci detal ?
co do sterowania to jeszcze nie ma decyzji na co padnie.
dzieki wielki jakiś obraz juz zaczyna się klarować
-
Mateusz-M
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 341
- Rejestracja: 20 gru 2009, 13:28
- Lokalizacja: lubelskie
Witam.harryD pisze:Zgadza się. robi się co nieco lecz ta maszynka jest pod konkretnie inna robotę i z innej branży , seryjną. takie rzeczy jak wahacze to hobbystycznie po jednej sztuce.
Jaką średnicą narzędzia jedziesz przy takich parametrach ?
co do pasków - skoro 0.3 mm masz odchyłki to jak zostawisz 0.1 mm na wykończenie to jakim cudem wyda ci detal ?
co do sterowania to jeszcze nie ma decyzji na co padnie.
dzieki wielki jakiś obraz juz zaczyna się klarować
To 0.3mm to już taki max który zawsze biorę pod uwagę, nie jest to wina samych pasków, frez też się lubi ugiąć, zazwyczaj wykończenie na dwa/trzy przejścia robię więc detale wychodzą
Przy takich parametrach ostatnio pracowałem frezem 8mm 4p, nie wiem jaki gatunek alu, ale nie zaklejało mi frezu więc pogoniłem z posuwem.
Oczywiście moich parametrów radze się nie trzymać, bo zawsze dobierane na oko i słuch
-
gussto
- Stały bywalec (min. 70)
")
- Posty w temacie: 1
- Posty: 76
- Rejestracja: 29 paź 2011, 20:28
- Lokalizacja: Szczecin
Sorry ze wracam do sruby i nakretki ale jakie naprezenie wstepne kolega wybral?
[ Dodano: 2013-03-09, 23:10 ]
Rexroth pisze ze mozna przeciwnie naprezyc wstepnie dwie pojedyncze nakretki i w ten sposob zwiekszyc sztywnosc i wyeliminowac luzy zwiekszajac dokladnosc pozycjonowania. Mozna ich o to spytac.
[ Dodano: 2013-03-09, 23:10 ]
Rexroth pisze ze mozna przeciwnie naprezyc wstepnie dwie pojedyncze nakretki i w ten sposob zwiekszyc sztywnosc i wyeliminowac luzy zwiekszajac dokladnosc pozycjonowania. Mozna ich o to spytac.
-
harryD
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 24
- Posty: 55
- Rejestracja: 24 lis 2009, 18:16
- Lokalizacja: podkarpacie
moim zdaniem niema co przesadzać z kasowaniem luzu w ten sposób ponieważ:
-zwieksza się tarcie i opór
- znacznie przyspiesza zużywanie się nadmierne sruby i nakretki
- z czesem staje się to hałaśliwe.
to co podaje producent nie jest wyssane z palca. wiadomo że mozna podciągać parametry ale kosztem czegoś zawsze.
konstrukcja prawie gotowa. brakuje mi wymiarów silnika 4kw na wrzeciono
Kamar jak bys mógł podesłać gabaryty silnika plus rozstaw otworów bedę wdzięczny. to taki silnik jakiego ty uzywasz. wiec powinno być to samo.
-zwieksza się tarcie i opór
- znacznie przyspiesza zużywanie się nadmierne sruby i nakretki
- z czesem staje się to hałaśliwe.
to co podaje producent nie jest wyssane z palca. wiadomo że mozna podciągać parametry ale kosztem czegoś zawsze.
konstrukcja prawie gotowa. brakuje mi wymiarów silnika 4kw na wrzeciono
Kamar jak bys mógł podesłać gabaryty silnika plus rozstaw otworów bedę wdzięczny. to taki silnik jakiego ty uzywasz. wiec powinno być to samo.
-
harryD
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 24
- Posty: 55
- Rejestracja: 24 lis 2009, 18:16
- Lokalizacja: podkarpacie
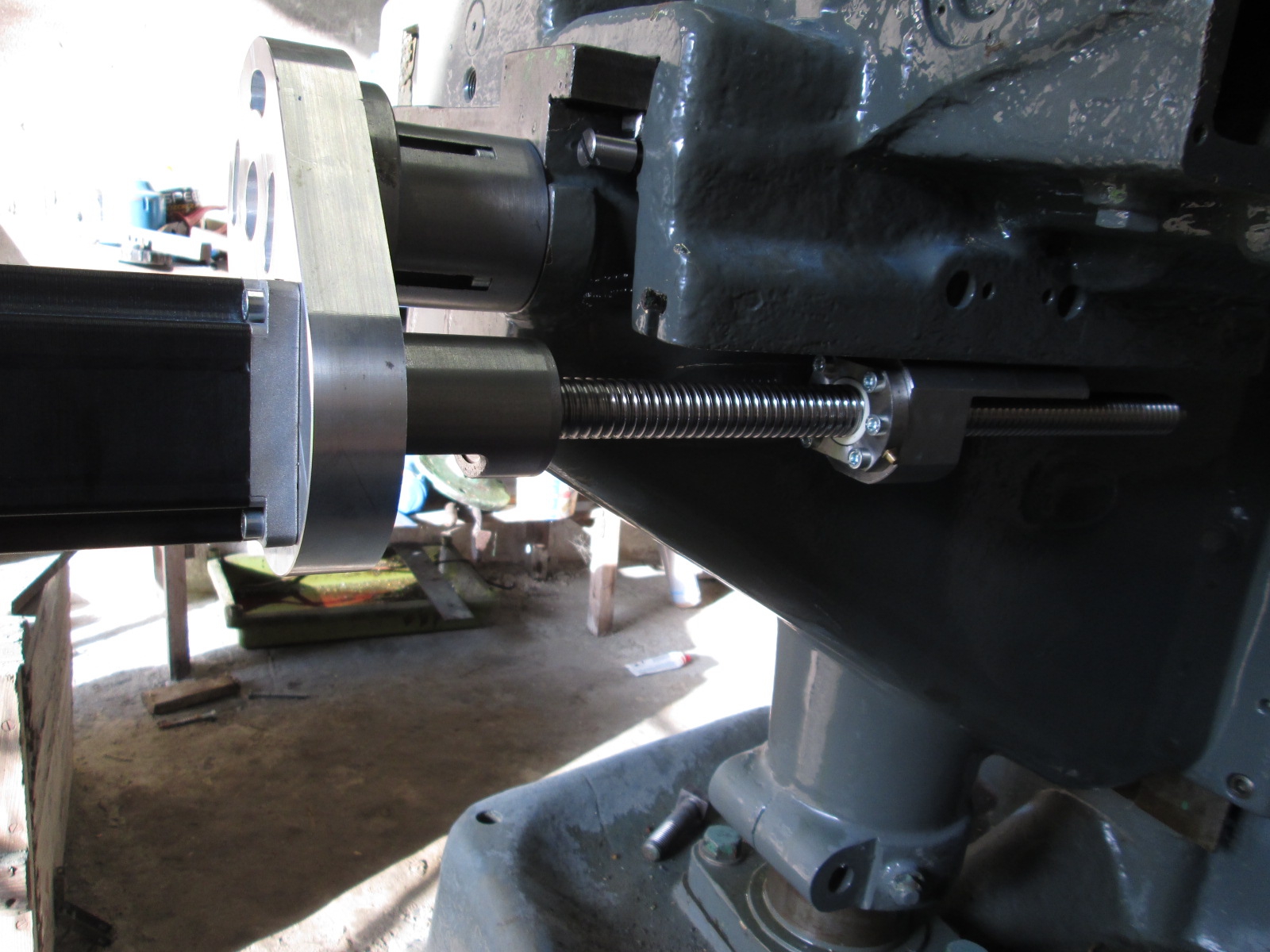
Pora odkopać temat.
Prace wstrzymałem prawie na rok ale parcie dalej jest.
Wstępnie Już zrobione:
- Korpus i stoły pomalowane.
- Szlifowanie stołów X,Y
- Szlifowanie klinów
- Założone śruby 25/5 mm X,Y
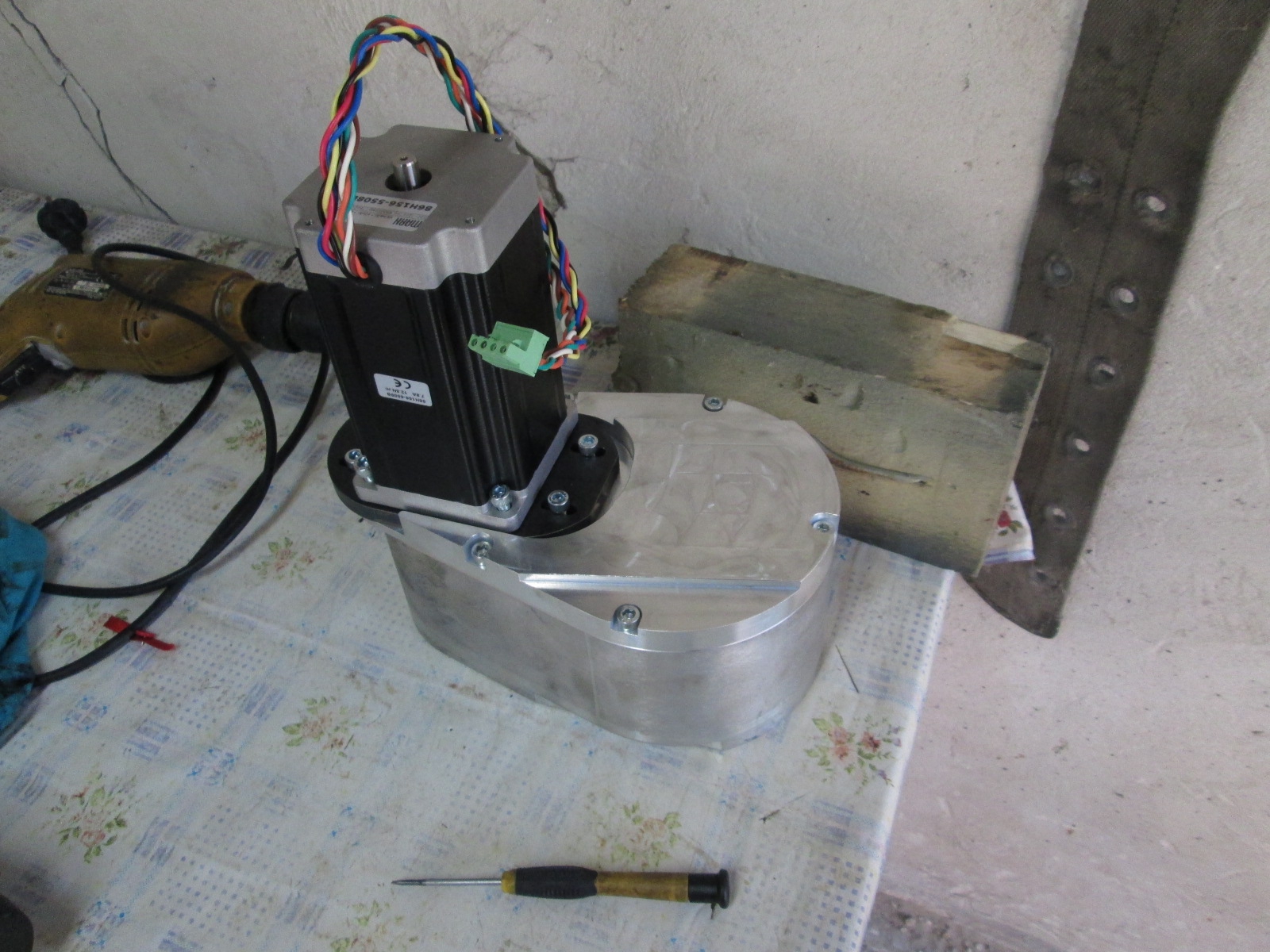
- Przeróbka przekładni kątowej do sterowania Zetką z pinoli 1obr. silnika 1.5mm na pinoli
- Szafka sterownicza w opracowaniu.



Prace wstrzymałem prawie na rok ale parcie dalej jest.
Wstępnie Już zrobione:
- Korpus i stoły pomalowane.
- Szlifowanie stołów X,Y
- Szlifowanie klinów
- Założone śruby 25/5 mm X,Y
- Przeróbka przekładni kątowej do sterowania Zetką z pinoli 1obr. silnika 1.5mm na pinoli
- Szafka sterownicza w opracowaniu.






