



Pierwsza frezarka cnc


-
avatar_mk
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 45
- Posty: 131
- Rejestracja: 20 sty 2011, 20:11
- Lokalizacja: Częstochowa
Witam, jak zwykle w razie potrzeby odgrzebuję swój temat.
Wymiana kompa i zrobienie porządku w machu poprawiła wszytko maszyna działa.
I pojawia się problem. Polega on na tym że jak ustawiam materiał od środka (walec) i po skończonej pracy widzę ze detal jest przesunięty względem środka. Detal wychodzi ok(nie gubi kroku ani nic) a jest przesunięcie. Czy winić za to śruby i ich luz nawrotny?
Wymiana kompa i zrobienie porządku w machu poprawiła wszytko maszyna działa.
I pojawia się problem. Polega on na tym że jak ustawiam materiał od środka (walec) i po skończonej pracy widzę ze detal jest przesunięty względem środka. Detal wychodzi ok(nie gubi kroku ani nic) a jest przesunięcie. Czy winić za to śruby i ich luz nawrotny?
-
Zmierzchun
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 1
- Posty: 35
- Rejestracja: 12 lis 2012, 12:21
- Lokalizacja: InProMech
-
avatar_mk
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 45
- Posty: 131
- Rejestracja: 20 sty 2011, 20:11
- Lokalizacja: Częstochowa
Odgrzebuje swój temat wyjaśniając parę rzeczy, które może się przydadzą na forum.
Przesunięcie było spowodowane tym, że wrzeciono nie było ustawione do kąta.


A gubienie kroku dokładnie zdiagnozowałem - wadliwa taśma od HDD.
Maszyna miała dostać osłony.
Ale nie byłem zadowolony jak to zrobiłem więc nie skończyłem.
Po ustawieniu trzeba było coś pofrezować


Aluminium, miedź nie ma żadnego problemu na mokrym chińczyku, ale przy stali było słabo.
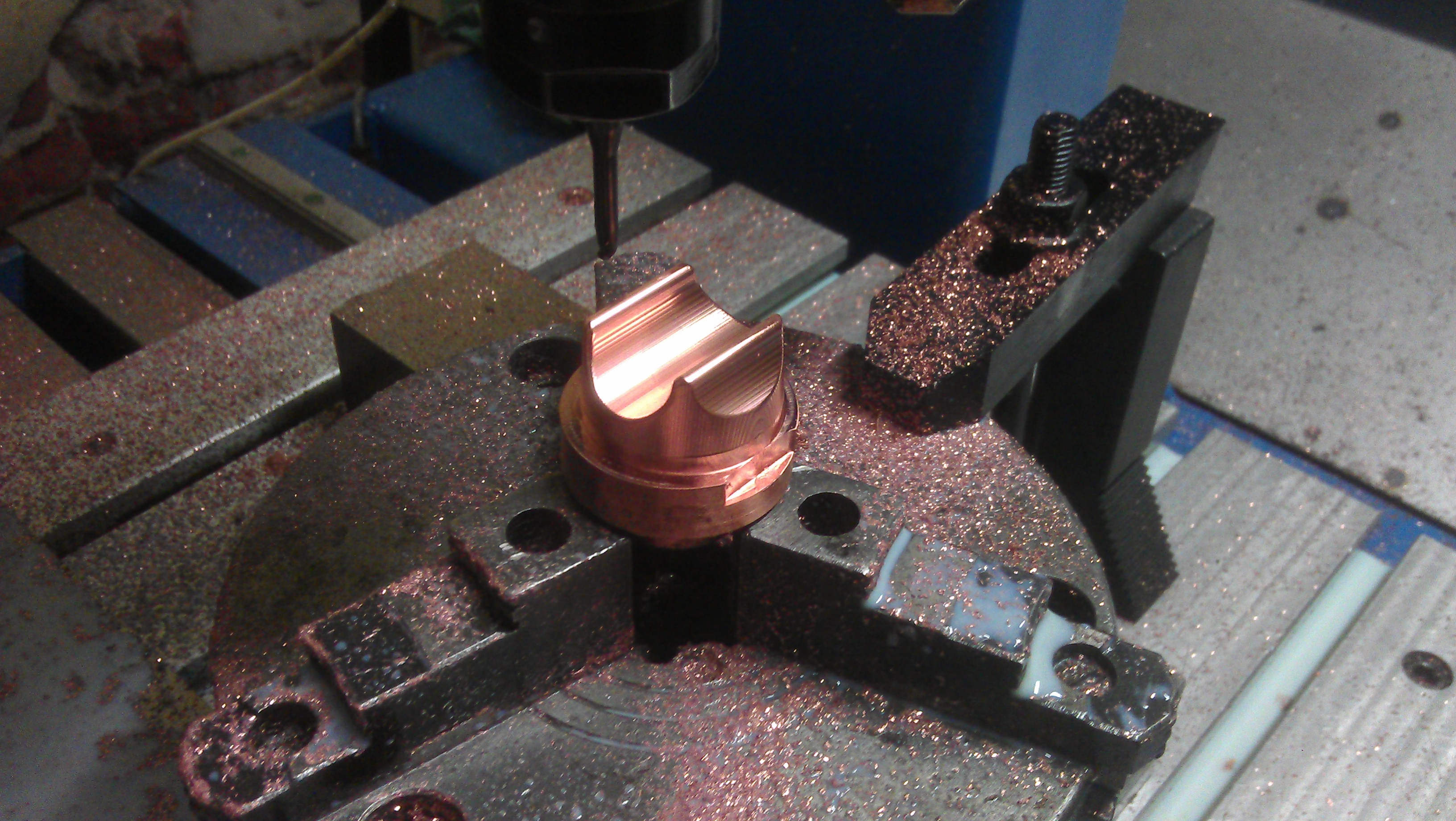
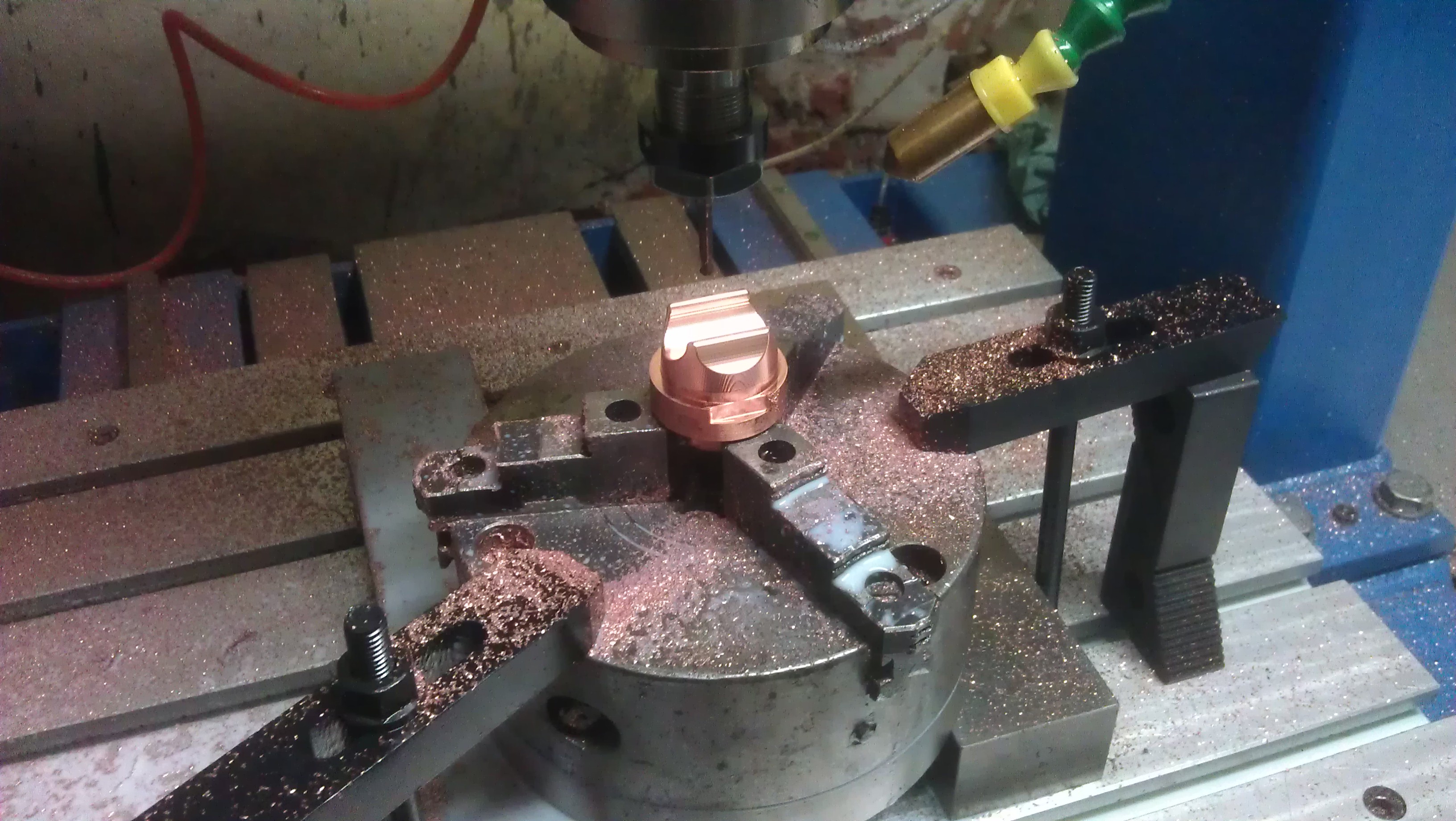
Decyzja robimy wrzeciono z jamnika były takie produkcje na forum więc czemu nie.
Z robienia nie mam niestety żadnych zdjęć.
Ponowne ustawienie i wio. Było lepiej i jest lepiej.

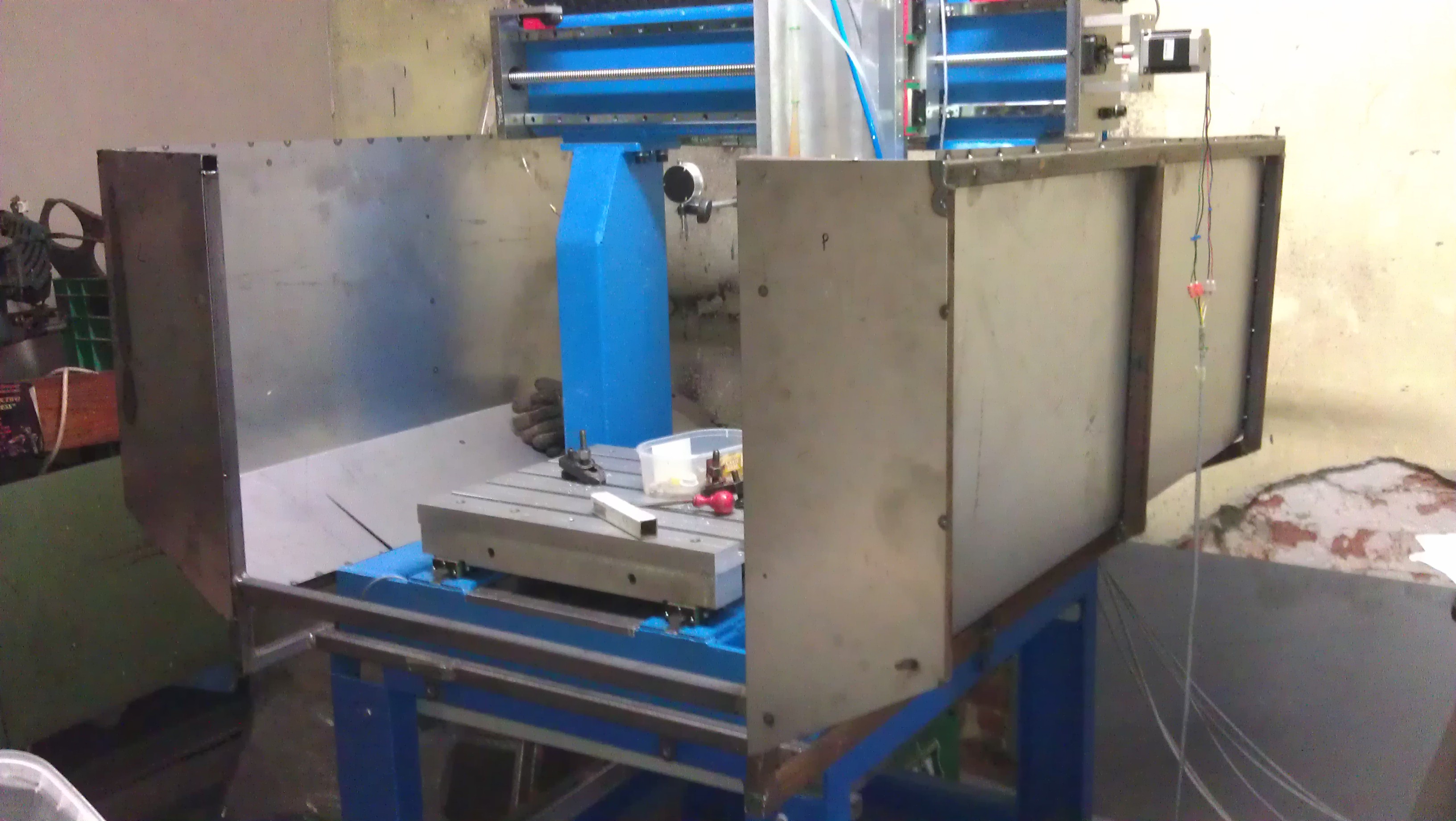
Potem jeszcze postanowiłem obniżyć maszynę. Nogi zostały przerobione: skrócone, dospawana nowa płytka, odprężona, przeszlifowane razem na wysokość i zrobione ponownie otwory bazujące/skręcające na złożonej podstawie. Maszyna dostała też inną wannę i zostało poskładane.

Maszyna dłubie głownie miedź, aluminium, tworzywa.
Planuje jeszcze dorobić wyższe osłony, poprawny system na chłodziwo, osłony na prowadnice, jednak zgarniacze to ciut za mało i jeszcze jakaś drobnica jest do zrobienia.
Przesunięcie było spowodowane tym, że wrzeciono nie było ustawione do kąta.
A gubienie kroku dokładnie zdiagnozowałem - wadliwa taśma od HDD.
Maszyna miała dostać osłony.
Ale nie byłem zadowolony jak to zrobiłem więc nie skończyłem.
Po ustawieniu trzeba było coś pofrezować
Aluminium, miedź nie ma żadnego problemu na mokrym chińczyku, ale przy stali było słabo.
Decyzja robimy wrzeciono z jamnika były takie produkcje na forum więc czemu nie.
Z robienia nie mam niestety żadnych zdjęć.
Ponowne ustawienie i wio. Było lepiej i jest lepiej.
Potem jeszcze postanowiłem obniżyć maszynę. Nogi zostały przerobione: skrócone, dospawana nowa płytka, odprężona, przeszlifowane razem na wysokość i zrobione ponownie otwory bazujące/skręcające na złożonej podstawie. Maszyna dostała też inną wannę i zostało poskładane.
Maszyna dłubie głownie miedź, aluminium, tworzywa.
Planuje jeszcze dorobić wyższe osłony, poprawny system na chłodziwo, osłony na prowadnice, jednak zgarniacze to ciut za mało i jeszcze jakaś drobnica jest do zrobienia.

")

-
avatar_mk
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 45
- Posty: 131
- Rejestracja: 20 sty 2011, 20:11
- Lokalizacja: Częstochowa
Danych liczbowych żadnych. Jak miałem bramę wyżej to przy max -Z ręką jak się opierałem to już dokładnie nie pamiętam ale odginała się chyba nawet od 0.05 do 0.1 albo i więcej. Trochę inaczej bym teraz zrobił płytę osi Z, żeby było lepiej to bloki łożyskujące na końcach prowadnic a u mnie jest jeszcze miejsce między nimi. Czy warto było chyba tak samo wrzeciono z jamnika sporo waży a dwa nauczyłem się trochę obróbki.
Jedyny minus to mi centrownik nie podchodzi jak założę uchwyt tokarski :/.
Miałem chyba 500 zrobiłem na 300 ale 400 w Z było by chyba optymalnie.
Jedyny minus to mi centrownik nie podchodzi jak założę uchwyt tokarski :/.
Miałem chyba 500 zrobiłem na 300 ale 400 w Z było by chyba optymalnie.






