Frezarka 400x310x200 z płyty traserskiej - proszę o uwagi
: 27 cze 2012, 22:30
Długo przegladałem forum i zdecydowałem sie na budowę frezarki. Ze względu na niestabilność wymiarową konstrukcji spawanej wybrałem jako podstawę płytę traserską 500x500 mm. Wychodzi mi z tego rozwiązania pole robocze ok400x310 mm.
Nie mam rysunku koncepcyjnego w 3D (siedzi w głowie ). Natomiast wieszość detali rysuję w ACAD i potem wykonuje. Do dyspozycji mam 2 tokarki (stołowa i TUE 35 po remoncie kapitalnym) oraz starą, ale sztywną i dokladną frezarkę WMW.
Zamieszczam troche fotek, jak uczy życie sam wszystkiego nie wiem, a nawet czasami zaslepiam sie jakimś utartym rozwiazaniem - zatem czekam na jakieś uwagi aby mozna było podyskutować i wyciągnąc budujące wnioski.
Reasumując:
1. Pole robocze 310x400, oś Z ok 200 mm
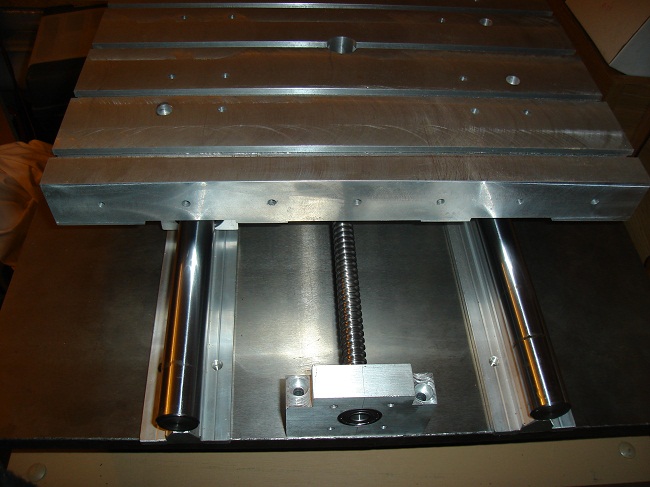
2. Podstawa - płyta traserska 500x500 (ze względu że była wysłużona przeszlifowałem na magnesowce)
3. Prowadnice osi dolnej - wałki podparte na całej dlugości fi 25
4. Stół z AL grubosci ok 38 mm z rowkami teowymi (brak fotki bo jest w obróbce na CNC)
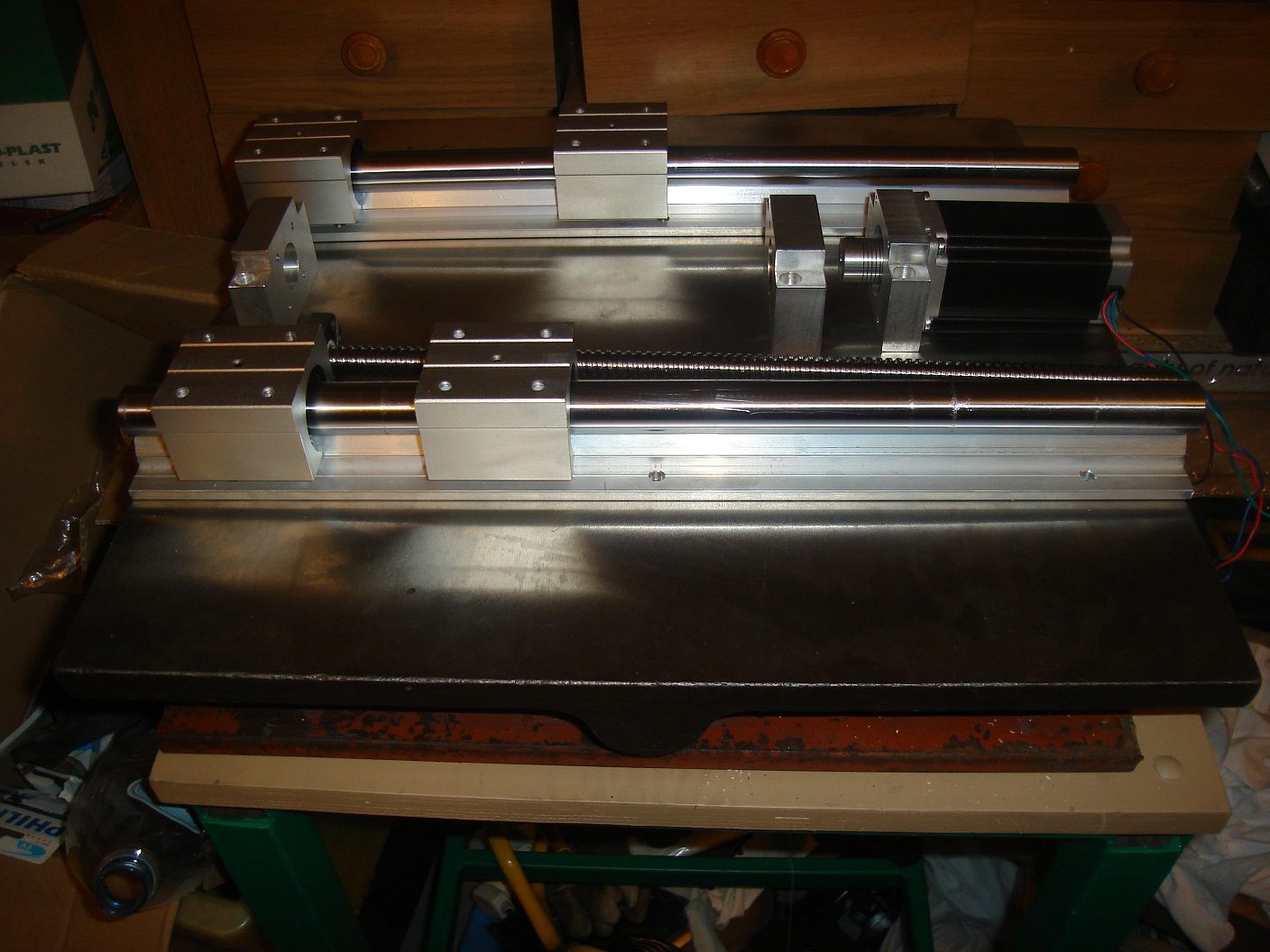
5. Prowadnice osi X i Z na fotce (proszę o jakies uwagi co do tych prowadnic)
6. Wrzeciono Kress 1050W
7. Naped osi silniki 3Nm (zastanawiam sie nad osią Z czy nie dać ok 2Nm
8. Obrabiany materiał - głównie Al lub tworzywa sztuczne, drewno (co do stali to raczej nawiercanie otworów z dokładnym rozstawem.

[ Dodano: 2012-06-27, 22:50 ]
Zamieszczam fotkę prowadnic które będą w osi X i Z. Nabyłem je z demontażu urządzeń medycznych. Są bardzo masywne i oczywiście markowe. Co sadzicie o takich prowadnicach?


Bedę na bieżąco umieszczł fotki z rozwiązań konstrukcyjnych i postępu prac. Zdjęcia które mam umieszczam dodatkowo w galerii. Może nie widać jeszcze koncepcji, ale wraz z postepem prac stanie sie ona wyraźniejsza.
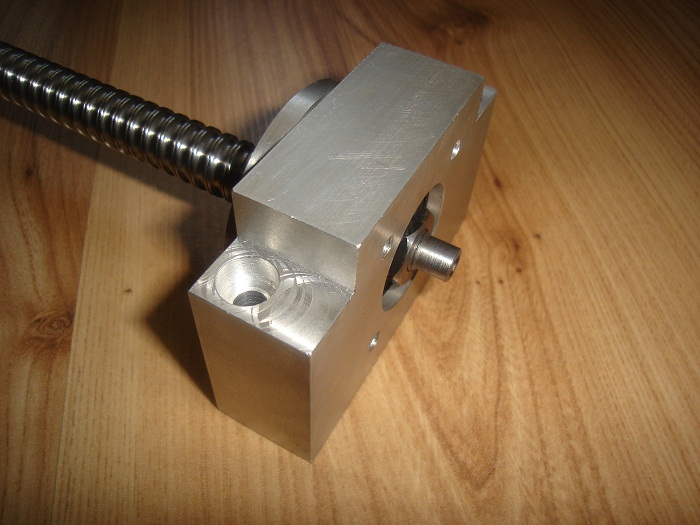
Kolejny krok - wykonanie bloków łozyskowych śruby i zataczanie koncówek.
Naszukałem sie w forum jak zatoczyć końcówki sruby kulowej. W moim przypadku nie obedszło się bez wstępnego zeszlifowania (na szlifierce stołowej) utwardzonej warstwy śruby. Potem to juz było jak po masełku.
Problemem było mocowanie w uchwycie tokarskim, tak aby zachować współosiowość. Mocowałem w miekkich szczękach przez tuleję z ertalonu. Po stronie czynnej bicie max 0,03, ale po stronie czynnej ok 0,11. Najciekawsze jest to, ze po srodku śruby bicie wynosi 0,3 mm !! Wynika z tego, że śruba jest krzywa !!!. Czy ktoś spotkał sie z takim problemem?



Nie mam rysunku koncepcyjnego w 3D (siedzi w głowie ). Natomiast wieszość detali rysuję w ACAD i potem wykonuje. Do dyspozycji mam 2 tokarki (stołowa i TUE 35 po remoncie kapitalnym) oraz starą, ale sztywną i dokladną frezarkę WMW.
Zamieszczam troche fotek, jak uczy życie sam wszystkiego nie wiem, a nawet czasami zaslepiam sie jakimś utartym rozwiazaniem - zatem czekam na jakieś uwagi aby mozna było podyskutować i wyciągnąc budujące wnioski.
Reasumując:
1. Pole robocze 310x400, oś Z ok 200 mm
2. Podstawa - płyta traserska 500x500 (ze względu że była wysłużona przeszlifowałem na magnesowce)
3. Prowadnice osi dolnej - wałki podparte na całej dlugości fi 25
4. Stół z AL grubosci ok 38 mm z rowkami teowymi (brak fotki bo jest w obróbce na CNC)
5. Prowadnice osi X i Z na fotce (proszę o jakies uwagi co do tych prowadnic)
6. Wrzeciono Kress 1050W
7. Naped osi silniki 3Nm (zastanawiam sie nad osią Z czy nie dać ok 2Nm
8. Obrabiany materiał - głównie Al lub tworzywa sztuczne, drewno (co do stali to raczej nawiercanie otworów z dokładnym rozstawem.
[ Dodano: 2012-06-27, 22:50 ]
Zamieszczam fotkę prowadnic które będą w osi X i Z. Nabyłem je z demontażu urządzeń medycznych. Są bardzo masywne i oczywiście markowe. Co sadzicie o takich prowadnicach?
Bedę na bieżąco umieszczł fotki z rozwiązań konstrukcyjnych i postępu prac. Zdjęcia które mam umieszczam dodatkowo w galerii. Może nie widać jeszcze koncepcji, ale wraz z postepem prac stanie sie ona wyraźniejsza.
Kolejny krok - wykonanie bloków łozyskowych śruby i zataczanie koncówek.
Naszukałem sie w forum jak zatoczyć końcówki sruby kulowej. W moim przypadku nie obedszło się bez wstępnego zeszlifowania (na szlifierce stołowej) utwardzonej warstwy śruby. Potem to juz było jak po masełku.
Problemem było mocowanie w uchwycie tokarskim, tak aby zachować współosiowość. Mocowałem w miekkich szczękach przez tuleję z ertalonu. Po stronie czynnej bicie max 0,03, ale po stronie czynnej ok 0,11. Najciekawsze jest to, ze po srodku śruby bicie wynosi 0,3 mm !! Wynika z tego, że śruba jest krzywa !!!. Czy ktoś spotkał sie z takim problemem?