



Khehe, ale się z Wami śmiesznie gada. Ja już się nie odzywam. Jakoś dziwnie się okopujecie na swoich stanowiskach twierdząc, że silniki krokowe są najlepsze. Maszyny CNC z lat 80 widziałem, i wyobraźcie sobie, że żadna z nich nie była na silnikach krokowych. Mam na myśli centra obróbkowe, jakieś Gildemeistry, Chirony i inne Mazaki, a nie garażowe wynalazki. A skoro silniki krokowe przeżywają renesans, to czemu jakoś ich nadal w tego typu obrabiarkach nie widać, tylko jak już, to właśnie w garażowych wynalazkach?
Już bez komentarza pozostawię fakt, że drwicie z faceta, który na budowie i sprzedaży maszyn zjadł zęby i od kilkunastu lat dynamicznie się rozwija. Ja tam jestem pod dużym wrażeniem jego wiedzy i doświadczenia. Tutaj, jak widać, nasza sztandarowa cecha narodowa daje o sobie znać. Ale dobra, koniec tematu. Jeżeli autor wątku będzie miał jakieś pytania do mnie, chętnie podzielę się swoimi doświadczeniami, ale chyba raczej na PW. Koniec offtopowania.
frezarka z ruchomą bramą 2000x1000x180 - prośba o uwagi


-
 bartuss1
bartuss1
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 8458
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
silniki krokowe nie sa najlepsze, ale są dobre, moze w ten sposób.
jesli chodzi o mnie - ja nie drwie z Kimli, ja go wprost nie cierpie, a to że sie dorobił i naumiał to juz odrebna sprawa i mam to w nosie, i wcale nie oznacza to ze musi zachowywać się jak buc - jedyne i słuszne poglądy, zresztą kolega ma chyba podobne i nie potrafi zaakceptować tego co inni robią.
wracając do głownego watku sprawy - autor, ktory zaczyna przygodę z maszyną, powinien spróbować od krokowców na prostym sterowaniu, jak maszyna ozyje bedzie miał wiecej radochy niz po spaleniu pierwszego serwa.
jesli chodzi o mnie - ja nie drwie z Kimli, ja go wprost nie cierpie, a to że sie dorobił i naumiał to juz odrebna sprawa i mam to w nosie, i wcale nie oznacza to ze musi zachowywać się jak buc - jedyne i słuszne poglądy, zresztą kolega ma chyba podobne i nie potrafi zaakceptować tego co inni robią.
wracając do głownego watku sprawy - autor, ktory zaczyna przygodę z maszyną, powinien spróbować od krokowców na prostym sterowaniu, jak maszyna ozyje bedzie miał wiecej radochy niz po spaleniu pierwszego serwa.
https://www.etsy.com/pl/shop/soltysdesign
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 12
- Posty: 16241
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Nikt się nie okopuje i nie twierdzi ze krokowiec jest lepszy od serwa. Jest jednak w wielu wypadkach wystarczający a sporo tańszy. A forum jest raczej dla chcących zacząć przygodę z CNC a nie potencjalnych kupców 5-co osiowego monstrum za 0.5 mil.€. I takim staramy się pomóc. Żadnego offtopu tu nie widzę. Przedstawiamy ofertę wyboru . Ale żeby dobrze wybrać (coś lub kogoś  ) nie wystarczy zgrabnie napisany post ( lub ulotka ). Dobrze jest poznać dokonania.
) nie wystarczy zgrabnie napisany post ( lub ulotka ). Dobrze jest poznać dokonania.
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
 Majosa
Majosa
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 12
- Posty: 24
- Rejestracja: 27 paź 2005, 18:22
- Lokalizacja: Radom
- Kontakt:
Troszkę nie bardzo wiem, do kogo była skierowana powyższa wypowiedź...
Jeżeli ja zostałem do tablicy wezwany, to po raz kolejny wyjaśnię.
Doświadczenie z silnikami krokowymi mam może niewielkie, bo wyposażyłem w nie raptem jeną swoją maszynę. Nie przeczę, że do pewnych zastosowań w obrabiarkach być może się one się nadają, wiem z całą pewnością, że nadają się do zastosowań w innych dziedzinach automatyki, ale też faktem jest, że w mojej implementacji po prostu się nie sprawdziły. Być może za mało chciałem się naumieć w kwestii ich konfiguracji, doboru odpowiedniego sterownika itd. Po prostu olałem temat i założyłem serwa i wszystkie moje problemy się skończyły. I od tamtego czasu już do silników krokowych nie wracałem, bo szkoda mi czasu i nerwów na zestawienie czegoś, co rusza mi od strzału, gdy zastosuję serwa. Może rozwiązanie droższe, ale według mnie (podkreślam) pewniejsze i mniej problematyczne. Jeżeli ktoś czuje się mocny w krokowcach i doszedł do dobrych rezultatów, to super.
Problemy miałem w maszynie, która zmajstrowałem na swoje potrzeby, narwałem włosów z głowy, bo zdarzało się, że maszyna robiła nienaprawialne buble. A taką mam specyfikę produkcji, że gotowe elementy są wysoko przetworzone, czyli w cenie wykonania, materiał stanowi niewielki procent wartości. Tak dla przykładu, konkretnego z maszyny, o której piszę, wsadzam materiał kupiony za 200 zł a gotowy element po obrobieniu sprzedaję za 2000. Wiecie o co chodzi. Nie, że wkładam surowy odlew za 5 zł, wykonuje parę prostych operacji i sprzedaję gotowy element za 6 (jak to ma miejsce np. w masówce dla automotive). I wystarczyło, że maszyna dwa razy walnęła babola gdzieś na końcu procesu i towar o wartości jednego serwonapędu poszedł na złom. A babole waliła. Gubiła kroki (bo gdzieś nagle wzrosły opory), czasami nie potrafiła utrzymać osi Z na swoim miejscu (mimo, że jej masa była kompensowana), były problemy z powtarzalnym home'owaniem itd. Wszystkie te dolegliwości znikły po przezbrojeniu wynalazku na serwa. Pojawiły się co prawda inne drobne problemy, ale w ogólnym rozrachunku maszyna stała się dużo bardziej przewidywalna.
I jak sobie pomyślałem, że takie problemy z napędami krokowymi mógłby mieć jakiś klient na drugim końcu Polski, dla którego zbuduję maszynę i jak miałbym jeździć tam na serwis, to sobie zupełnie odpuściłem. Stosuję sprawdzone, w pełni zintegrowane układy automatyki renomowanej firmy i nie zaprzątam sobie głowy sprawami sprzętowymi, bo wiem, że mi wszystko zagra. Jako przykład podam ostatni zakończony projekt wielowrzecionowego automatu frezerskiego, którego 3 egzemplarze od roku pracują 24/7 na 4 zmiany, piątek, świątek, niedziela i trzepią dziesiątki tysięcy sztuk na miesiąc (dla automotive właśnie). Jako ciekawostkę podam fakt, że miałem sytuację, że przepełniał się któryś z rejestrów w serwowzmacniaczu i maszyna traciła dokładność. Po restarcie urządzenia wszytko wracało do normy. Okazało się, że maszyna przez 3 (słownie TRZY) miesiące pracowała NON STOP, bez wyłączania. Tam w niej akurat dałoby się zastosować silniki krokowe, ale jak na etapie uzgadniania specyfikacji rzuciłem hasło krokowców (jako jedną z alternatyw), to zostałem przez klienta wyśmiany. Po prostu nikt nie zaryzykuje w niepewnego rozwiązania w maszynie która MUSI być niezawodna, żeby nie wiem co. Bo każda godzina przestoju, to jest duża strata, a jak awaria nastąpi gdzieś na nocnej zmianie, kiedy nie ma w firmie nikogo od utrzymania ruchu, to pracownik pakuje się i idzie do domu, a maszyna stoi do rana.
Oczywiście w sytuacji kolegi mariuszk wszystkie moje wywody tracą rację bytu i tu przyznaję Wam wszystkim rację. Jeżeli ma to być maszynka do zabawy, do nauki, do jakichś mało wysilających ją zadań, to jasne, silniki krokowe będą działały. Na początku zrozumiałem, że kolega chce zbudować maszynę, która będzie intensywnie pracować i opierając się na własnych, jak widać, niekoniecznie słusznych przemyśleniach i doświadczeniach zacząłem lobbować serwa. A przy okazji dowiedziałem się kilku ciekawych rzeczy, za co przy okazji dziękuję.
Tak więc może nie kruszmy kopii, każdy ma swoją rację i każda racja jest po części właściwa. Wszystko zależy od podejścia i realnych potrzeb.
Jeżeli ja zostałem do tablicy wezwany, to po raz kolejny wyjaśnię.
Doświadczenie z silnikami krokowymi mam może niewielkie, bo wyposażyłem w nie raptem jeną swoją maszynę. Nie przeczę, że do pewnych zastosowań w obrabiarkach być może się one się nadają, wiem z całą pewnością, że nadają się do zastosowań w innych dziedzinach automatyki, ale też faktem jest, że w mojej implementacji po prostu się nie sprawdziły. Być może za mało chciałem się naumieć w kwestii ich konfiguracji, doboru odpowiedniego sterownika itd. Po prostu olałem temat i założyłem serwa i wszystkie moje problemy się skończyły. I od tamtego czasu już do silników krokowych nie wracałem, bo szkoda mi czasu i nerwów na zestawienie czegoś, co rusza mi od strzału, gdy zastosuję serwa. Może rozwiązanie droższe, ale według mnie (podkreślam) pewniejsze i mniej problematyczne. Jeżeli ktoś czuje się mocny w krokowcach i doszedł do dobrych rezultatów, to super.
Problemy miałem w maszynie, która zmajstrowałem na swoje potrzeby, narwałem włosów z głowy, bo zdarzało się, że maszyna robiła nienaprawialne buble. A taką mam specyfikę produkcji, że gotowe elementy są wysoko przetworzone, czyli w cenie wykonania, materiał stanowi niewielki procent wartości. Tak dla przykładu, konkretnego z maszyny, o której piszę, wsadzam materiał kupiony za 200 zł a gotowy element po obrobieniu sprzedaję za 2000. Wiecie o co chodzi. Nie, że wkładam surowy odlew za 5 zł, wykonuje parę prostych operacji i sprzedaję gotowy element za 6 (jak to ma miejsce np. w masówce dla automotive). I wystarczyło, że maszyna dwa razy walnęła babola gdzieś na końcu procesu i towar o wartości jednego serwonapędu poszedł na złom. A babole waliła. Gubiła kroki (bo gdzieś nagle wzrosły opory), czasami nie potrafiła utrzymać osi Z na swoim miejscu (mimo, że jej masa była kompensowana), były problemy z powtarzalnym home'owaniem itd. Wszystkie te dolegliwości znikły po przezbrojeniu wynalazku na serwa. Pojawiły się co prawda inne drobne problemy, ale w ogólnym rozrachunku maszyna stała się dużo bardziej przewidywalna.
I jak sobie pomyślałem, że takie problemy z napędami krokowymi mógłby mieć jakiś klient na drugim końcu Polski, dla którego zbuduję maszynę i jak miałbym jeździć tam na serwis, to sobie zupełnie odpuściłem. Stosuję sprawdzone, w pełni zintegrowane układy automatyki renomowanej firmy i nie zaprzątam sobie głowy sprawami sprzętowymi, bo wiem, że mi wszystko zagra. Jako przykład podam ostatni zakończony projekt wielowrzecionowego automatu frezerskiego, którego 3 egzemplarze od roku pracują 24/7 na 4 zmiany, piątek, świątek, niedziela i trzepią dziesiątki tysięcy sztuk na miesiąc (dla automotive właśnie). Jako ciekawostkę podam fakt, że miałem sytuację, że przepełniał się któryś z rejestrów w serwowzmacniaczu i maszyna traciła dokładność. Po restarcie urządzenia wszytko wracało do normy. Okazało się, że maszyna przez 3 (słownie TRZY) miesiące pracowała NON STOP, bez wyłączania. Tam w niej akurat dałoby się zastosować silniki krokowe, ale jak na etapie uzgadniania specyfikacji rzuciłem hasło krokowców (jako jedną z alternatyw), to zostałem przez klienta wyśmiany. Po prostu nikt nie zaryzykuje w niepewnego rozwiązania w maszynie która MUSI być niezawodna, żeby nie wiem co. Bo każda godzina przestoju, to jest duża strata, a jak awaria nastąpi gdzieś na nocnej zmianie, kiedy nie ma w firmie nikogo od utrzymania ruchu, to pracownik pakuje się i idzie do domu, a maszyna stoi do rana.
Oczywiście w sytuacji kolegi mariuszk wszystkie moje wywody tracą rację bytu i tu przyznaję Wam wszystkim rację. Jeżeli ma to być maszynka do zabawy, do nauki, do jakichś mało wysilających ją zadań, to jasne, silniki krokowe będą działały. Na początku zrozumiałem, że kolega chce zbudować maszynę, która będzie intensywnie pracować i opierając się na własnych, jak widać, niekoniecznie słusznych przemyśleniach i doświadczeniach zacząłem lobbować serwa. A przy okazji dowiedziałem się kilku ciekawych rzeczy, za co przy okazji dziękuję.
Tak więc może nie kruszmy kopii, każdy ma swoją rację i każda racja jest po części właściwa. Wszystko zależy od podejścia i realnych potrzeb.
-
mariuszk
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 8
- Posty: 20
- Rejestracja: 05 maja 2010, 08:56
- Lokalizacja: Kraków
Panowie, wracając do tematu - zaprojektowałem przekładnię 1:4, poniżej efekty
(dodam, że przekładnia oparta jest o koła zębate M1 60 i 15 zębów, koło stykowe M1 20 zębów, Przekładnia jest w obudowie z aluminium, osadzona na osiach, które są z kolei na łożyskach z każdej strony, całość przymocowana ceownikiem stalowym do reszty bramy)
widok ogólny:
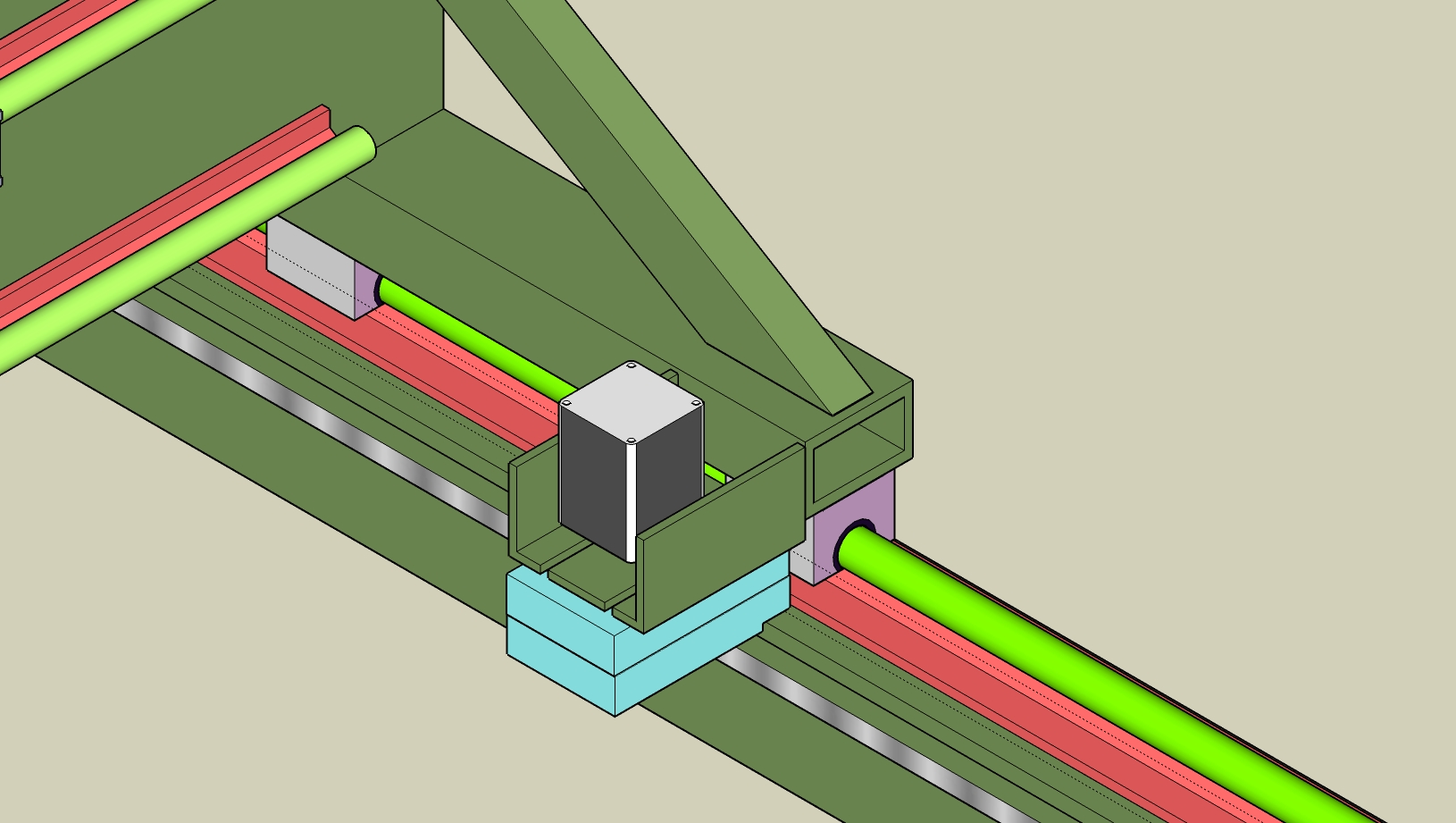
widok bez wspornika i górnej pokrywy obudowy przekładni
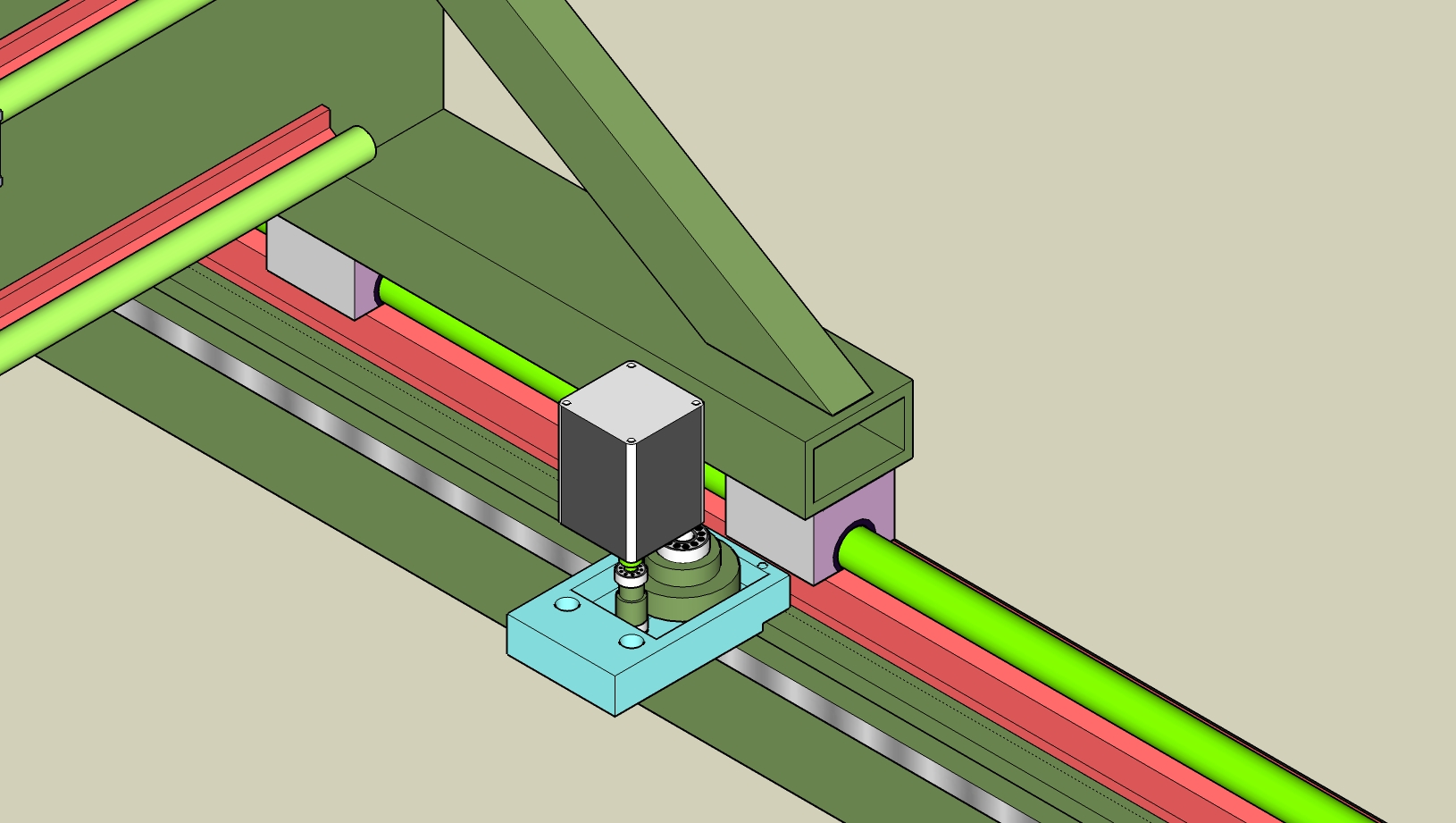
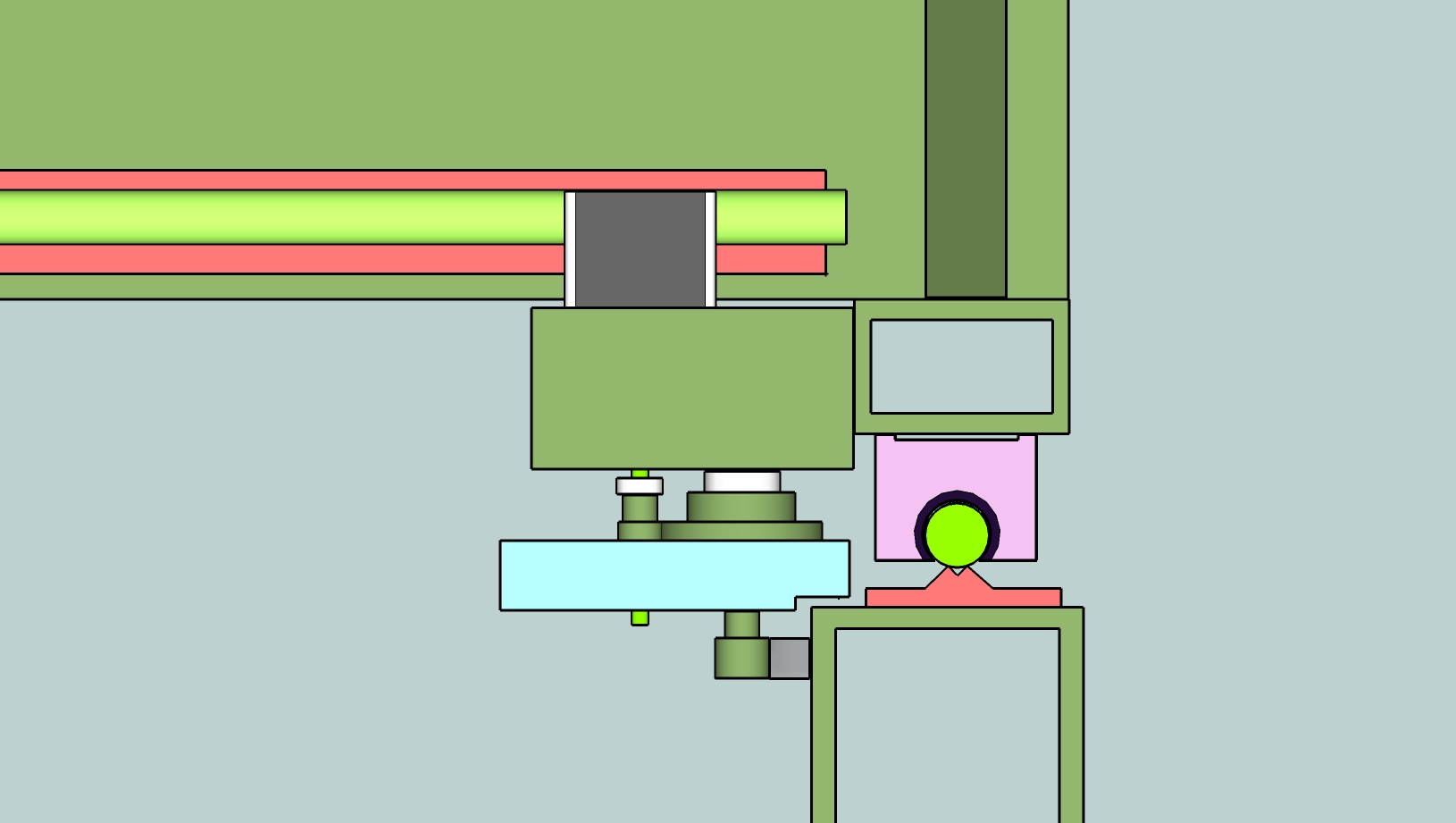
jak wyżej, z przodu
(dodam, że przekładnia oparta jest o koła zębate M1 60 i 15 zębów, koło stykowe M1 20 zębów, Przekładnia jest w obudowie z aluminium, osadzona na osiach, które są z kolei na łożyskach z każdej strony, całość przymocowana ceownikiem stalowym do reszty bramy)
widok ogólny:
widok bez wspornika i górnej pokrywy obudowy przekładni
jak wyżej, z przodu
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 12
- Posty: 16241
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
To by nie było o czym dyskutować i by było jeszcze nudniej
A poważnie to ta główna wada krokowców zaoszczędziła mi dziś parę złotych i sporo roboty.
Zgosił pracownik że mu zaterkotał silnik na jednej z maszyn. Po dłuższym szukaniu znależliśmy przyczynę. Spory wiór się dostał między zgarniacz a łoże i rypał prowadnicę. Gdyby to było serwo i pojeżdził do końca szychty, byłoby szlifowanie jak nic.
[ Dodano: 2011-10-05, 13:56 ]
A poważnie to ta główna wada krokowców zaoszczędziła mi dziś parę złotych i sporo roboty.
Zgosił pracownik że mu zaterkotał silnik na jednej z maszyn. Po dłuższym szukaniu znależliśmy przyczynę. Spory wiór się dostał między zgarniacz a łoże i rypał prowadnicę. Gdyby to było serwo i pojeżdził do końca szychty, byłoby szlifowanie jak nic.
[ Dodano: 2011-10-05, 13:56 ]
mariuszk pisze:Panowie, wracając do tematu - zaprojektowałem przekładnię 1:4, poniżej efekty(quote]
Nie bardzo rozumiem po co zwalniasz z silnika ?
Ostatnio zmieniony 05 paź 2011, 13:57 przez kamar, łącznie zmieniany 1 raz.
-
Majosa
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 12
- Posty: 24
- Rejestracja: 27 paź 2005, 18:22
- Lokalizacja: Radom
- Kontakt:
W takim przypadku, jeżeli nie użyjesz precyzyjnych bezluzowych zębatek, pojawi się problem luzów na przekładni. Ale takie przekładnie bezluzowe, to drogi gips. Natomiast Tobie bym polecił przekładnię oparta na pasie zębatym. Na silnik jedno kółko, na wałek koła napędzającego drugie kółko, pasek HTD i masz przekładnię bezluzową po taniości (co nie oznaczą, że to złe rozwiązanie, wręcz przeciwnie, jest ono powszechnie stosowane przez wszystkich).
EDIT:
EDIT 2:
Aaa... Jeszcze jedna rzecz mi się tu rzuciła w oczy. Otóż listwy zębate są zazwyczaj montowane nie spodem tylko bokiem. Można co prawda kupić zębniki bez otworów i wywiercić je samemu w dowolny sposób, ale wiercenie ich od góry na wskroś osłabi zęby. A jeżeli listwa będzie miała hartowane uzębienie, to dodatkowy problem. Można od spodu nieprzelotowe otwory gwintowane, ale jak dla mnie to te listwy mają ciut za mało mięsa, żeby tak je mocować. Poza tym w Twoim przypadku nie przykręcisz ich od spodu przez profil.
Najprościej będzie położyć je bokiem na profilu (odsadzić jakimś dystansem) i dać koło napędowe w innej płaszczyźnie (prostopadle do tego, co jest teraz).
EDIT:
Pewnie żeby zyskać na momenciekamar pisze:Nie bardzo rozumiem po co zwalniasz z silnika ?
EDIT 2:
Aaa... Jeszcze jedna rzecz mi się tu rzuciła w oczy. Otóż listwy zębate są zazwyczaj montowane nie spodem tylko bokiem. Można co prawda kupić zębniki bez otworów i wywiercić je samemu w dowolny sposób, ale wiercenie ich od góry na wskroś osłabi zęby. A jeżeli listwa będzie miała hartowane uzębienie, to dodatkowy problem. Można od spodu nieprzelotowe otwory gwintowane, ale jak dla mnie to te listwy mają ciut za mało mięsa, żeby tak je mocować. Poza tym w Twoim przypadku nie przykręcisz ich od spodu przez profil.
Najprościej będzie położyć je bokiem na profilu (odsadzić jakimś dystansem) i dać koło napędowe w innej płaszczyźnie (prostopadle do tego, co jest teraz).






