Czlowiek z ideą jest uważany za wariata - aż do czasu gdy jego idea zwycieży. (Potem uznaje się go za bohatera i za pioniera danej dyscypliny.)
Pomogłem... to nacisnij POMÓGŁ :]
Oczywiście punkcik leci na konto , stronka znana i coś właśnie takiego będę chciał zrobić może ktoś jeszcze podzieli się uwagami ?
Czlowiek z ideą jest uważany za wariata - aż do czasu gdy jego idea zwycieży. (Potem uznaje się go za bohatera i za pioniera danej dyscypliny.)
Pomogłem... to nacisnij POMÓGŁ :]
Nie wiem jak to jest w profesjonalnych maszynkach ale takie centralne smarowanie ma jedną wadę.
Z doświadczenia wiem ,że smar (zwłaszcza gęsty) wybiera zawsze najkrótszą drogę, a kiedy wyloty smarowniczek są niewidoczne to ustawienie zaworkami dawki na poszczególne punkty smarowania jest szczególnie problematyczne.
Normalnie to nie powinien być rozgałęźnik, tylko malutke pompki - dozowniki. Podają określoną ilość smaru i zamykają się do momentu spadku ciśnienia świeżego smaru. Vogel takie np. robi.
Witam,
Po dłuższej przerwie w końcu udało się znaleźć chwilę czasu aby zając się modernizacją BFy bo maszyna odleżała praktycznie nie używana chyba z 4 roki od zakupu .
Zostały wymienione śruby na kulowe o średnicy 25 - miłe zaskoczenie bo okazało się, że od strony napędowej były już założone podwójne łożyska skośne ( odpadł problem wykonania bloków łożyskujących).
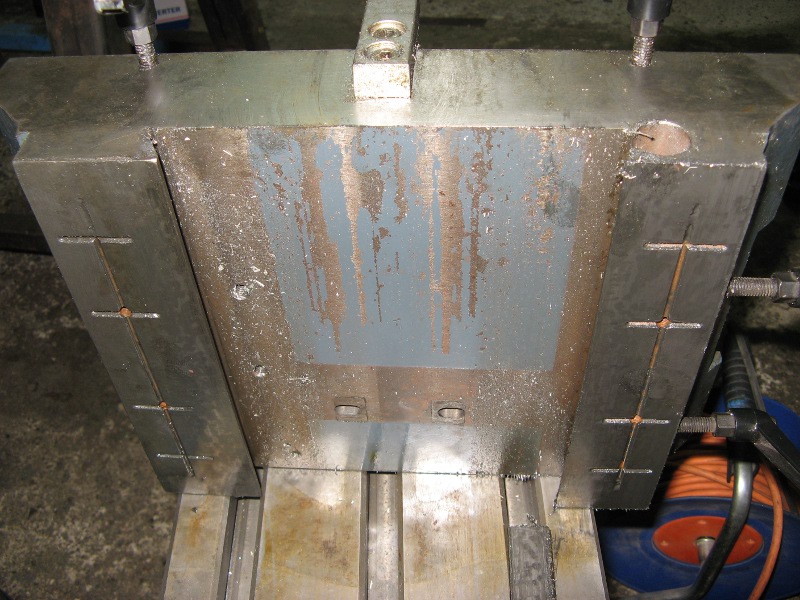
Centralne smarowanie - okazało się też , że maszyna jest już fabrycznie przygotowana .
Po rozebraniu kanały rozprowadzające w których było jak na Saharze .
Sprawa napędu -
Po raz kolejny podszedłem do silnika 12 Nm od kolegi markompa ( pozostałość niewykorzystana ) i niestety po raz kolejny rozczarowanie ten silnik może max wyciągnąć 5 obr/sek co sprawiało że maszyn to istny wół . Maksymalnie stabilne posuwy jakie uzyskałem w osiach X/Y to 600 mm/min a w osi Z = 400 mm/min.
Cóż , po paru godzinach pracy i zgubionych krokach oraz dłuższej rozmowie z kolegą Markompem decyzja tylko jedna wymiana na serwa AC400W .
Maszyna otrzymuje przełożenie 1:3 + serwa AC400W .
Efekt jest taki że przy tym przełożeniu maszyna spokojnie śmiga 6000mm/min.
A komfort pracy wrócił do normy .
Film w załączeniu ...
Podczas interpolacji kołowej
Oraz podczas pracy / frez fi 16 zagłębienie 1 mm a prędkość 1m/min
Dalej..
Silnik napędzający wrzeciennik czyli BLDC 2,2 kW - został wymieniony na 1,5 kW indukcyjny który spisuję się świetnie a kontrola obrotów z falownika sprawuję się wyśmienicie .
Pozostało tylko dobrać i zamontować pompkę do smarowania by tego nie robić ręcznie jak to ma miejsce teraz.
Reasumując cała maszyna jest bardzo dobrym pacjentem do modernizacji bez większych przeróbek , oczywiście wadą jest jej cena podczas zakupu .
Czlowiek z ideą jest uważany za wariata - aż do czasu gdy jego idea zwycieży. (Potem uznaje się go za bohatera i za pioniera danej dyscypliny.)
Pomogłem... to nacisnij POMÓGŁ :]
Po raz kolejny podszedłem do silnika 12 Nm od kolegi markompa ( pozostałość niewykorzystana ) i niestety po raz kolejny rozczarowanie ten silnik może max wyciągnąć 5 obr/sek co sprawiało że maszyn to istny wół . Maksymalnie stabilne posuwy jakie uzyskałem w osiach X/Y to 600 mm/min a w osi Z = 400 mm/min.
Coś dziwne, u mnie te same silniki ,od tego samego kolegi na dużej frezarce 3000mm/min bez problemu
Na 8Nm chodzi tak :
kamar pisze:Coś dziwne, u mnie te same silniki ,od tego samego kolegi na dużej frezarce 3000mm/min bez problemu
Na 8Nm chodzi tak : http://www.youtube.com/wa...DzxWjb4sNaPcJG-
No tak tylko silnik 8 Nm ma się ni jak do 12 Nm
Z moich obserwacji to silnik 12 Nm wyciąga stabilnie 5 obrotów na sekundę co przy przełożeniu 1:1 , śrubie o skoku 5 mm daje nam max. posuwy rzędu 1500 mm/min.
O wile lepiej wypada już silnik 8,5 Nm , ale pomijając fakt który lepszy to najważniejsze by podczas pracy nie pogubił się ..
Dziś przepracowała całe 8 godzin ...
Czlowiek z ideą jest uważany za wariata - aż do czasu gdy jego idea zwycieży. (Potem uznaje się go za bohatera i za pioniera danej dyscypliny.)
Pomogłem... to nacisnij POMÓGŁ :]





")



")

")