Dzięki Panowie, na Y nakrętki były oddzielnie, zanim założyłem to napakowałem tam zwykłego polskiego smaru, bodaj ŁT-43 z litem, podobnie w wózki od wałków. Do dziś jeżdżą i śruby wilgotne. A na X była już założona nakrętka z chińskim smarem - stwardniał i na pełnej prędkości kulki potrafią zagrzechotać - czas najwyższy coś z tym zrobić. Gaspar, śruba to nie zwrotnica w PF126p żeby co chwila smarować

Jak już wszedłem na stronę Kimli to zobaczyłem frezy do plexi DownCut - jak taki frez wyrzuca wióry jak ma odwrotną linię śrubową ?
[ Dodano: 2014-05-17, 22:15 ]
Dziś po raz kolejny linux doprowadzał mnie do białej gorączki - dwie godziny nie mogłem ustawić maszyny

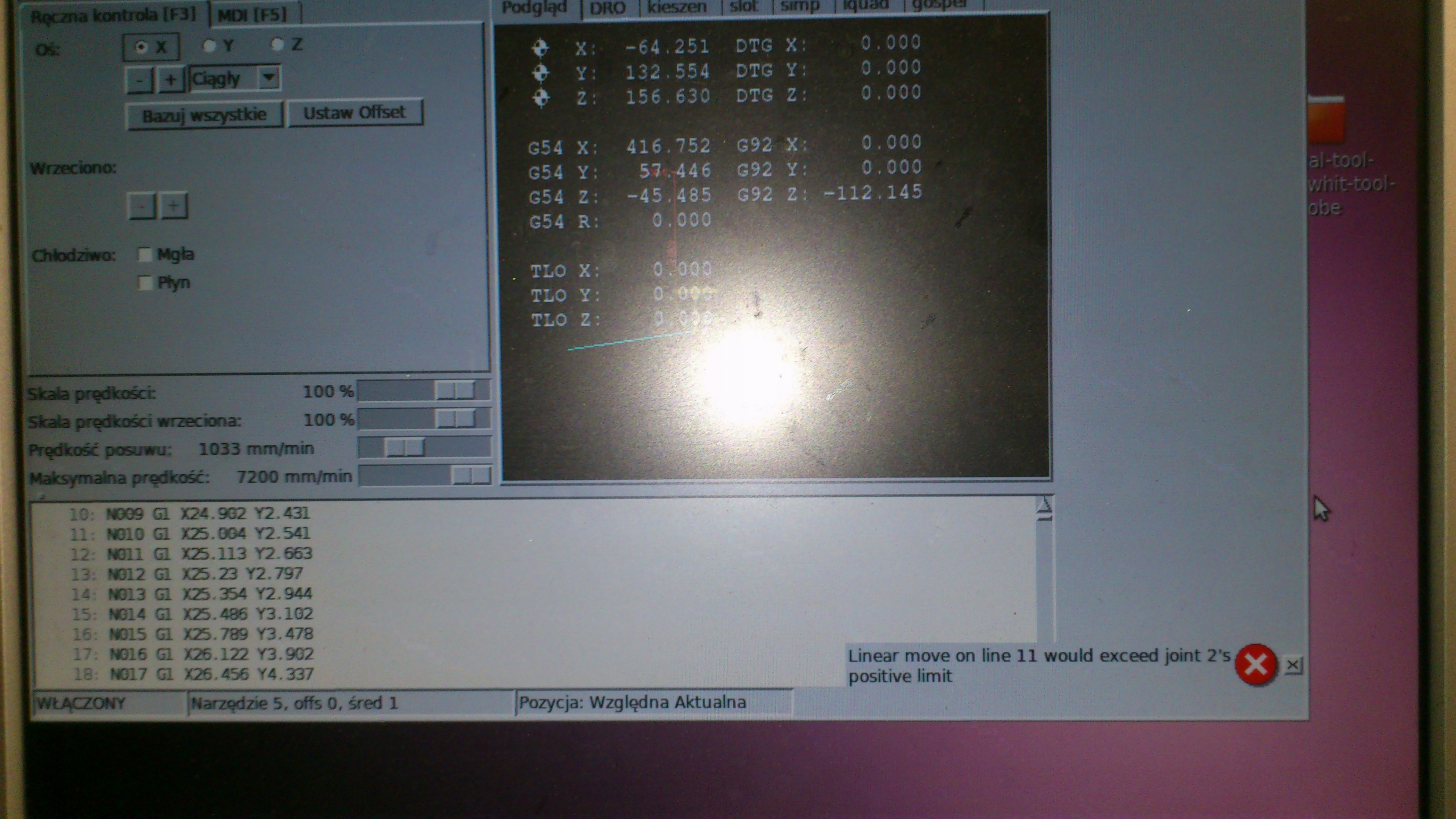
. Fakt że wersja 2.6.0-pre_cośtamcośtam, ale stabilnej 2.6 chyba wciąż jeszcze nie ma ? Wczoraj było ok, na noc zawsze zostawiam maszynę 2-3cm od baz, ale ofsety przecież zostają, wystarczy zbazować i ok. I czasem mam tak jak dziś: na tym samym kodzie wywala że Z poza zakresem. Czasami tak pójdzie. Jeśli nie pójdzie to muszę zerować G54 i G92 i od nowa bazować. Ale dziś to było za mało

. Najpierw wywalił limit Z - a limit Z mam -250mm:
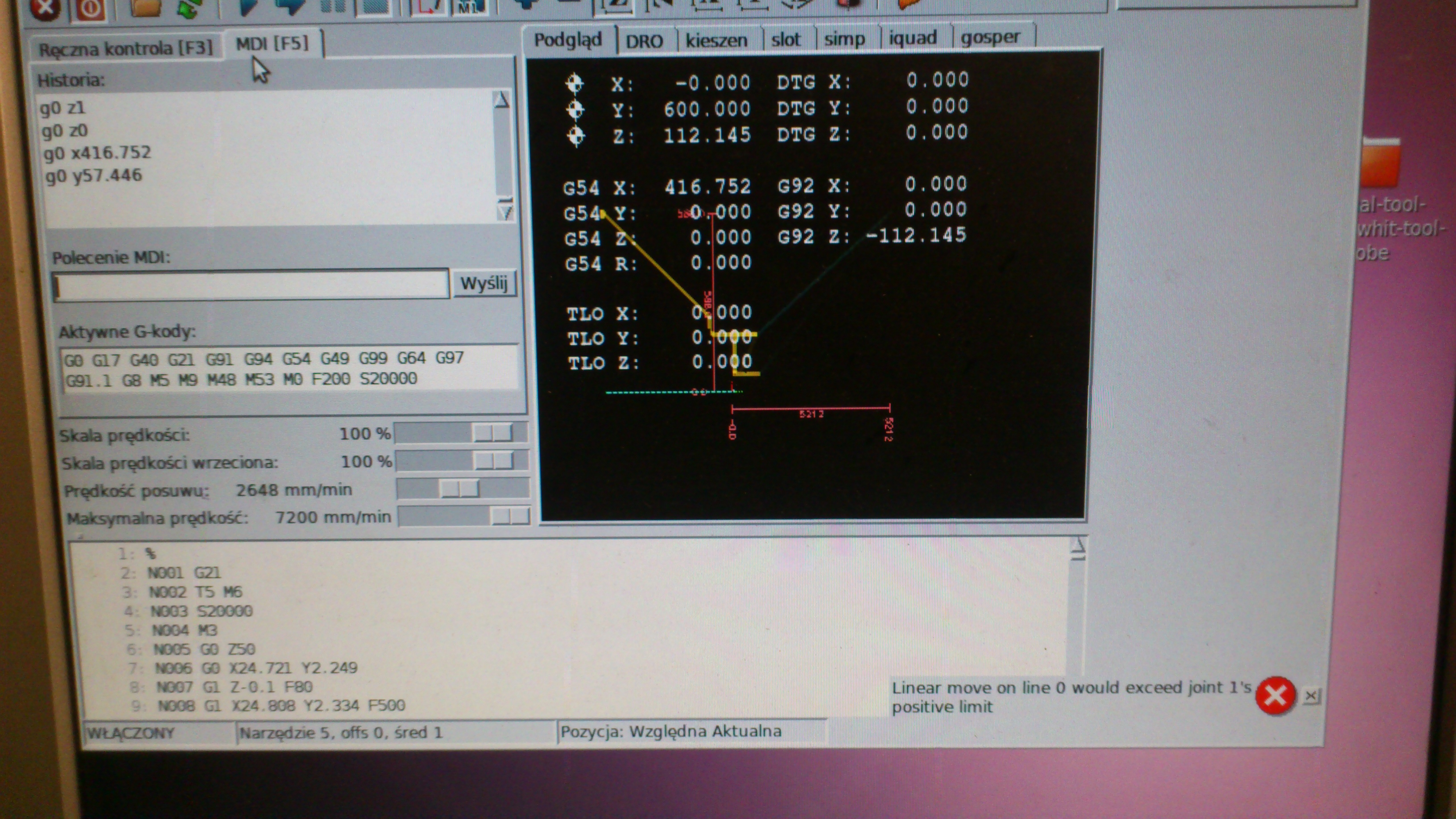
po kolejnych próbach wywalił limit Y:
a że tego było mało, to pojechał na pomiar, stanął na czujniku i wywalił coś takiego:
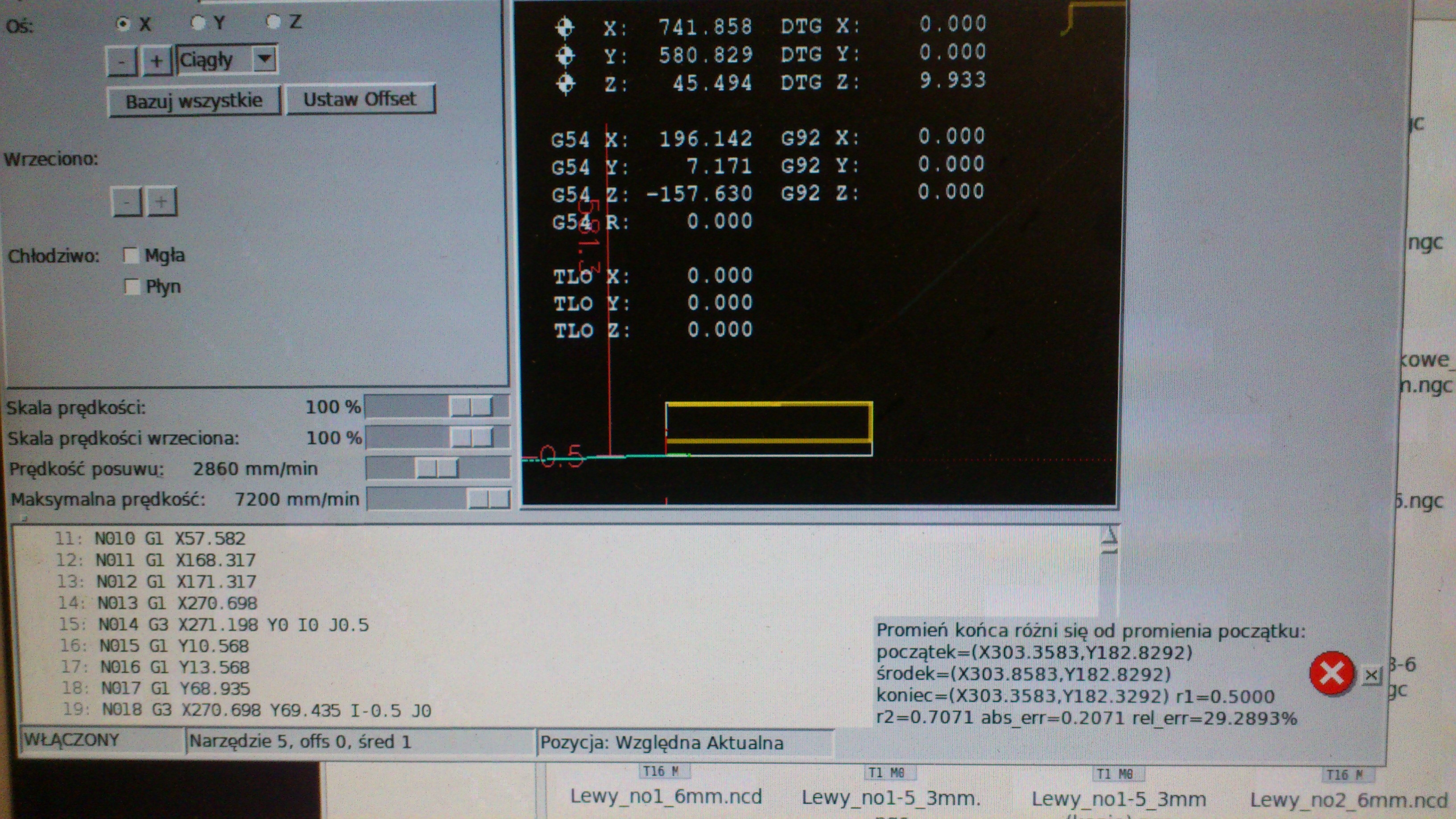
ręce opadają
. Jak już ruszyło, to musiałem przerwać w pewnym momencie program żeby opuścić kilka linii, próbowałem uruchomić od wskazanej linii i jak zwykle się wyłożył. Tym razem wywalił jakiś błąd G53... Przyzwyczaiłem się do linuxa, ale czasami mam go dosyć





")


")






