O co chodzi dlaczego tak działa sterowanie!!!!!!
: 26 mar 2011, 00:45
Witam
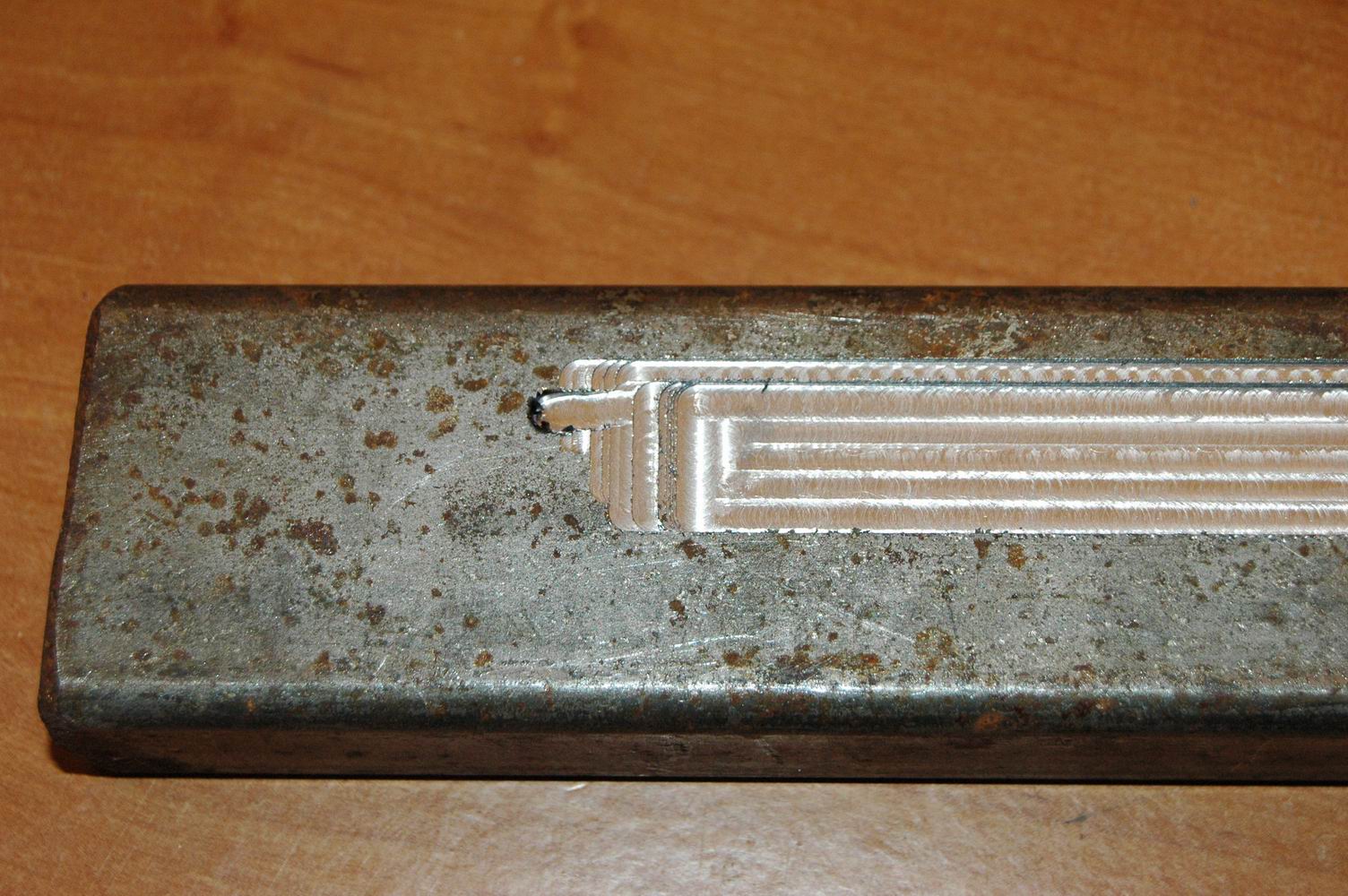
robię pierwsze próby swojego sprzętu i mam problem polegający na tym , że przy próbach frezowania kieszeni ( prostego kwadratu ) po każdym zagłębianiu się w materiał położenie osi X zmienia się i to tylko w jedna stronę a pozostałe osie są ok i skutkiem tego są schodki w jednej części ( z prawej strony - zdjęcie jest do góry nogami ) natomiast z lewej frez przesuwa się za daleko i wskutek tego frezuje przez całą grubosc materiału . czy ktoś ma pomysł co z tym zrobić? dodam ze sprawdzałem program i nie jest to winą współrzędnych czyli G kodu bo dla każdego przejścia współrzędne są takie same - zmienia się tylko zagłębianie czyli Z
dodam że używam programu Mach a sterowniki są UHU może to coś pomoże
robię pierwsze próby swojego sprzętu i mam problem polegający na tym , że przy próbach frezowania kieszeni ( prostego kwadratu ) po każdym zagłębianiu się w materiał położenie osi X zmienia się i to tylko w jedna stronę a pozostałe osie są ok i skutkiem tego są schodki w jednej części ( z prawej strony - zdjęcie jest do góry nogami ) natomiast z lewej frez przesuwa się za daleko i wskutek tego frezuje przez całą grubosc materiału . czy ktoś ma pomysł co z tym zrobić? dodam ze sprawdzałem program i nie jest to winą współrzędnych czyli G kodu bo dla każdego przejścia współrzędne są takie same - zmienia się tylko zagłębianie czyli Z
dodam że używam programu Mach a sterowniki są UHU może to coś pomoże