



Konstrukcja bardziej przypomina klasyczny układ ręcznej frezarki (może dlatego te korbki
Maszynka 3
-
jack.model
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 4
- Rejestracja: 01 maja 2011, 20:18
- Lokalizacja: Gliwice
Witam,
Konstrukcja bardziej przypomina klasyczny układ ręcznej frezarki (może dlatego te korbki ). Sam zastanawiam się nad swoja maszyną i to rozwiązanie "zabiło mi ćwieka" czy czasem go nie wykorzystać. Moja maszyna ze względu na zastosowanie głównie modelarskie musi obrabiać typową deseczkę balsową 1000x100 i sklejkę 1000x500 i obawiam się, że takie rozwiązanie stołu - dość duży przesuw może powodować duże obciążenia przy maksymalnych wysunięciach (może nawet przeważyć podstawę ). Co myślicie o takiej konstrukcji w przypadku zakresu X/Y 1000/500? Może jednak pozostać przy konstrukcji bramowej? (zwłaszcza, że ploter termiczny, który już "popełniłem" ma podobną konstrukcję).
). Sam zastanawiam się nad swoja maszyną i to rozwiązanie "zabiło mi ćwieka" czy czasem go nie wykorzystać. Moja maszyna ze względu na zastosowanie głównie modelarskie musi obrabiać typową deseczkę balsową 1000x100 i sklejkę 1000x500 i obawiam się, że takie rozwiązanie stołu - dość duży przesuw może powodować duże obciążenia przy maksymalnych wysunięciach (może nawet przeważyć podstawę ). Co myślicie o takiej konstrukcji w przypadku zakresu X/Y 1000/500? Może jednak pozostać przy konstrukcji bramowej? (zwłaszcza, że ploter termiczny, który już "popełniłem" ma podobną konstrukcję).
Konstrukcja bardziej przypomina klasyczny układ ręcznej frezarki (może dlatego te korbki
Tagi:


-
 Rayford
Rayford
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 19
- Posty: 846
- Rejestracja: 03 paź 2006, 20:45
- Lokalizacja: Gołdap
...Witam.
Po wielu miesiącach przerwy... znalazłem trochę czasu na dokończenie projektu. Frezarka ożyła i działa wszystko prawidłowo tylko nie wiem czemu gdy frezuje po łuku maszyna łuk dzieli na małe odcinki i nie ma płynności w frezowaniu... kiedyś coś takiego miałem ale już nie pamiętam co trzeba zrobić, coś w machu trzeba było odznaczyć czy zaznaczyć ale nie wiem co, może ktoś wie?
Po wielu miesiącach przerwy... znalazłem trochę czasu na dokończenie projektu. Frezarka ożyła i działa wszystko prawidłowo tylko nie wiem czemu gdy frezuje po łuku maszyna łuk dzieli na małe odcinki i nie ma płynności w frezowaniu... kiedyś coś takiego miałem ale już nie pamiętam co trzeba zrobić, coś w machu trzeba było odznaczyć czy zaznaczyć ale nie wiem co, może ktoś wie?
Moja pierwsza maszynka http://www.cnc.info.pl/topics60/3765.htm
Maszynka 2 http://www.cnc.info.pl/topics57/maszynka-2-vt16531.htm
Maszynka 3 http://www.cnc.info.pl/topics60/maszynka-3-vt23848.htm
www.moje-modele-rc.pl
Maszynka 2 http://www.cnc.info.pl/topics57/maszynka-2-vt16531.htm
Maszynka 3 http://www.cnc.info.pl/topics60/maszynka-3-vt23848.htm
www.moje-modele-rc.pl
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
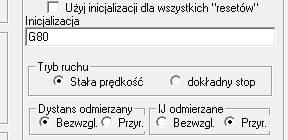
Sprawdź czy nie masz w Machu zaznaczone w ustawieniach Exact stop. (zmień na constant velocity)
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
Rayford
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 19
- Posty: 846
- Rejestracja: 03 paź 2006, 20:45
- Lokalizacja: Gołdap
No właśnie jest zaznaczone na stałą prędkość i nic, wciąż łamie łuk... 
Moja pierwsza maszynka http://www.cnc.info.pl/topics60/3765.htm
Maszynka 2 http://www.cnc.info.pl/topics57/maszynka-2-vt16531.htm
Maszynka 3 http://www.cnc.info.pl/topics60/maszynka-3-vt23848.htm
www.moje-modele-rc.pl
Maszynka 2 http://www.cnc.info.pl/topics57/maszynka-2-vt16531.htm
Maszynka 3 http://www.cnc.info.pl/topics60/maszynka-3-vt23848.htm
www.moje-modele-rc.pl
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Czym generujesz g-coda? Miałem kiedyś takie same problemy przy dxf`ie : Archiwum forum
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
kak
- ELITA FORUM (min. 1000)
- Posty w temacie: 1
- Posty: 1227
- Rejestracja: 21 sie 2008, 17:46
- Lokalizacja: Dania
W prawym dolnym rogu tez sa ustawienia CV.
W angielskiej wersji to sie nazywa Stop CV on angles > Spróbuj tam wartosci pozmieniac. Nie opanowalem tego do konca, ale chodzi chyba o to ile stopni ma przejechac zanim sie zatrzyma. Mi tez kólka sie wycinaja w czterech czesciach z malutka przerwą. Z tego co widze to 1/4 koła to jest jedna linia Gkodu.
W angielskiej wersji to sie nazywa Stop CV on angles > Spróbuj tam wartosci pozmieniac. Nie opanowalem tego do konca, ale chodzi chyba o to ile stopni ma przejechac zanim sie zatrzyma. Mi tez kólka sie wycinaja w czterech czesciach z malutka przerwą. Z tego co widze to 1/4 koła to jest jedna linia Gkodu.
-
Rayford
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 19
- Posty: 846
- Rejestracja: 03 paź 2006, 20:45
- Lokalizacja: Gołdap
Sprawdzę...kak pisze:W prawym dolnym rogu tez sa ustawienia CV.
W angielskiej wersji to sie nazywa Stop CV on angles > Spróbuj tam wartosci pozmieniac. Nie opanowalem tego do konca, ale chodzi chyba o to ile stopni ma przejechac zanim sie zatrzyma. Mi tez kólka sie wycinaja w czterech czesciach z malutka przerwą. Z tego co widze to 1/4 koła to jest jedna linia Gkodu.
W mastercamie, zawsze tak robiłem i było dobrze a teraz kicha...gaspar pisze:Czym generujesz g-coda? Miałem kiedyś takie same problemy przy dxf`ie : Archiwum forum
Wrzucam testowy kod do przetestowania, wrzućcie na swoja maszynkę i zobaczcie czy poprawnie wycina się koło...
Mam stare Kody gdzie działały na innej maszynce a teraz na nowej nie...
Kod: Zaznacz cały
(PROGRAM NAME - TEST ŚCIEŻKI OKRĘGU )
(DATE=DD-MM-YY - 15-12-09 TIME=HH:MM - 20:53 )
N100 G21
N102 G0 G17 G40 G49 G80 G90
( 20. FLAT ENDMILL TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 2. )
N104 T1 M6
N106 G0 G90 G54 X-30. Y-2. A0. S3500 M3
N108 G43 H1 Z10.
N110 G1 Z0. F500.
N112 X-28. F1000.
N114 G3 X-26. Y0. R2.
N116 G1 X-25.901 Y2.266 Z-.035
N118 X-25.605 Y4.515 Z-.069
N120 X-25.114 Y6.729 Z-.104
N122 X-24.432 Y8.893 Z-.139
N124 X-23.564 Y10.988 Z-.174
N126 X-22.517 Y13. Z-.208
N128 X-21.298 Y14.913 Z-.243
N130 X-19.917 Y16.712 Z-.278
N132 X-18.385 Y18.385 Z-.313
N134 X-16.712 Y19.917 Z-.347
N136 X-14.913 Y21.298 Z-.382
N138 X-13. Y22.517 Z-.417
N140 X-10.988 Y23.564 Z-.451
N142 X-8.893 Y24.432 Z-.486
N144 X-6.729 Y25.114 Z-.521
N146 X-4.515 Y25.605 Z-.556
N148 X-2.266 Y25.901 Z-.59
N150 X0. Y26. Z-.625
N152 X2.266 Y25.901 Z-.66
N154 X4.515 Y25.605 Z-.694
N156 X6.729 Y25.114 Z-.729
N158 X8.893 Y24.432 Z-.764
N160 X10.988 Y23.564 Z-.799
N162 X13. Y22.517 Z-.833
N164 X14.913 Y21.298 Z-.868
N166 X16.712 Y19.917 Z-.903
N168 X18.385 Y18.385 Z-.938
N170 X19.917 Y16.712 Z-.972
N172 X21.298 Y14.913 Z-1.007
N174 X22.517 Y13. Z-1.042
N176 X23.564 Y10.988 Z-1.076
N178 X24.432 Y8.893 Z-1.111
N180 X25.114 Y6.729 Z-1.146
N182 X25.605 Y4.515 Z-1.181
N184 X25.901 Y2.266 Z-1.215
N186 X26. Y0. Z-1.25
N188 X25.901 Y-2.266 Z-1.285
N190 X25.605 Y-4.515 Z-1.319
N192 X25.114 Y-6.729 Z-1.354
N194 X24.432 Y-8.893 Z-1.389
N196 X23.564 Y-10.988 Z-1.424
N198 X22.517 Y-13. Z-1.458
N200 X21.298 Y-14.913 Z-1.493
N202 X19.917 Y-16.712 Z-1.528
N204 X18.385 Y-18.385 Z-1.563
N206 X16.712 Y-19.917 Z-1.597
N208 X14.913 Y-21.298 Z-1.632
N210 X13. Y-22.517 Z-1.667
N212 X10.988 Y-23.564 Z-1.701
N214 X8.893 Y-24.432 Z-1.736
N216 X6.729 Y-25.114 Z-1.771
N218 X4.515 Y-25.605 Z-1.806
N220 X2.266 Y-25.901 Z-1.84
N222 X0. Y-26. Z-1.875
N224 X-2.266 Y-25.901 Z-1.91
N226 X-4.515 Y-25.605 Z-1.944
N228 X-6.729 Y-25.114 Z-1.979
N230 X-8.893 Y-24.432 Z-2.014
N232 X-10.988 Y-23.564 Z-2.049
N234 X-13. Y-22.517 Z-2.083
N236 X-14.913 Y-21.298 Z-2.118
N238 X-16.712 Y-19.917 Z-2.153
N240 X-18.385 Y-18.385 Z-2.188
N242 X-19.917 Y-16.712 Z-2.222
N244 X-21.298 Y-14.913 Z-2.257
N246 X-22.517 Y-13. Z-2.292
N248 X-23.564 Y-10.988 Z-2.326
N250 X-24.432 Y-8.893 Z-2.361
N252 X-25.114 Y-6.729 Z-2.396
N254 X-25.605 Y-4.515 Z-2.431
N256 X-25.901 Y-2.266 Z-2.465
N258 X-26. Y0. Z-2.5
N260 X-25.901 Y2.266 Z-2.535
N262 X-25.605 Y4.515 Z-2.569
N264 X-25.114 Y6.729 Z-2.604
N266 X-24.432 Y8.893 Z-2.639
N268 X-23.564 Y10.988 Z-2.674
N270 X-22.517 Y13. Z-2.708
N272 X-21.298 Y14.913 Z-2.743
N274 X-19.917 Y16.712 Z-2.778
N276 X-18.385 Y18.385 Z-2.813
N278 X-16.712 Y19.917 Z-2.847
N280 X-14.913 Y21.298 Z-2.882
N282 X-13. Y22.517 Z-2.917
N284 X-10.988 Y23.564 Z-2.951
N286 X-8.893 Y24.432 Z-2.986
N288 X-6.729 Y25.114 Z-3.021
N290 X-4.515 Y25.605 Z-3.056
N292 X-2.266 Y25.901 Z-3.09
N294 X0. Y26. Z-3.125
N296 X2.266 Y25.901 Z-3.16
N298 X4.515 Y25.605 Z-3.194
N300 X6.729 Y25.114 Z-3.229
N302 X8.893 Y24.432 Z-3.264
N304 X10.988 Y23.564 Z-3.299
N306 X13. Y22.517 Z-3.333
N308 X14.913 Y21.298 Z-3.368
N310 X16.712 Y19.917 Z-3.403
N312 X18.385 Y18.385 Z-3.438
N314 X19.917 Y16.712 Z-3.472
N316 X21.298 Y14.913 Z-3.507
N318 X22.517 Y13. Z-3.542
N320 X23.564 Y10.988 Z-3.576
N322 X24.432 Y8.893 Z-3.611
N324 X25.114 Y6.729 Z-3.646
N326 X25.605 Y4.515 Z-3.681
N328 X25.901 Y2.266 Z-3.715
N330 X26. Y0. Z-3.75
N332 X25.901 Y-2.266 Z-3.785
N334 X25.605 Y-4.515 Z-3.819
N336 X25.114 Y-6.729 Z-3.854
N338 X24.432 Y-8.893 Z-3.889
N340 X23.564 Y-10.988 Z-3.924
N342 X22.517 Y-13. Z-3.958
N344 X21.298 Y-14.913 Z-3.993
N346 X19.917 Y-16.712 Z-4.028
N348 X18.385 Y-18.385 Z-4.063
N350 X16.712 Y-19.917 Z-4.097
N352 X14.913 Y-21.298 Z-4.132
N354 X13. Y-22.517 Z-4.167
N356 X10.988 Y-23.564 Z-4.201
N358 X8.893 Y-24.432 Z-4.236
N360 X6.729 Y-25.114 Z-4.271
N362 X4.515 Y-25.605 Z-4.306
N364 X2.266 Y-25.901 Z-4.34
N366 X0. Y-26. Z-4.375
N368 X-2.266 Y-25.901 Z-4.41
N370 X-4.515 Y-25.605 Z-4.444
N372 X-6.729 Y-25.114 Z-4.479
N374 X-8.893 Y-24.432 Z-4.514
N376 X-10.988 Y-23.564 Z-4.549
N378 X-13. Y-22.517 Z-4.583
N380 X-14.913 Y-21.298 Z-4.618
N382 X-16.712 Y-19.917 Z-4.653
N384 X-18.385 Y-18.385 Z-4.688
N386 X-19.917 Y-16.712 Z-4.722
N388 X-21.298 Y-14.913 Z-4.757
N390 X-22.517 Y-13. Z-4.792
N392 X-23.564 Y-10.988 Z-4.826
N394 X-24.432 Y-8.893 Z-4.861
N396 X-25.114 Y-6.729 Z-4.896
N398 X-25.605 Y-4.515 Z-4.931
N400 X-25.901 Y-2.266 Z-4.965
N402 X-26. Y0. Z-5.
N404 G2 X26. R26.
N406 X-26. R26.
N408 G1 Z10.
N410 M5
N412 G91 G0 G28 Z0.
N414 G28 X0. Y0. A0.
N416 M30Moja pierwsza maszynka http://www.cnc.info.pl/topics60/3765.htm
Maszynka 2 http://www.cnc.info.pl/topics57/maszynka-2-vt16531.htm
Maszynka 3 http://www.cnc.info.pl/topics60/maszynka-3-vt23848.htm
www.moje-modele-rc.pl
Maszynka 2 http://www.cnc.info.pl/topics57/maszynka-2-vt16531.htm
Maszynka 3 http://www.cnc.info.pl/topics60/maszynka-3-vt23848.htm
www.moje-modele-rc.pl
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Sprawdziłem ten program. Jest poprawny. U mnie maszyna wykonuje go na pełnej prędkości. Masz coś z machem...
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
degustator
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 1
- Posty: 64
- Rejestracja: 25 lut 2008, 19:46
- Lokalizacja: Warszawa
-
Rayford
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 19
- Posty: 846
- Rejestracja: 03 paź 2006, 20:45
- Lokalizacja: Gołdap
...Właśnie komputer przeznaczony jest tylko do tego celu i jest czyściutki i nic na nim nie jest zainstalowane oprócz macha3...Raczej z komputerem. Pewnie mocno "zaśmiecony". Włącz menedżer zadań podczas pracy Macha i zobacz użycie procesora.
Moja pierwsza maszynka http://www.cnc.info.pl/topics60/3765.htm
Maszynka 2 http://www.cnc.info.pl/topics57/maszynka-2-vt16531.htm
Maszynka 3 http://www.cnc.info.pl/topics60/maszynka-3-vt23848.htm
www.moje-modele-rc.pl
Maszynka 2 http://www.cnc.info.pl/topics57/maszynka-2-vt16531.htm
Maszynka 3 http://www.cnc.info.pl/topics60/maszynka-3-vt23848.htm
www.moje-modele-rc.pl






