Prowadnice liniowe zastosowałem ze względu na to, iż są "kompatybilne" z profilami aluminiowymi.
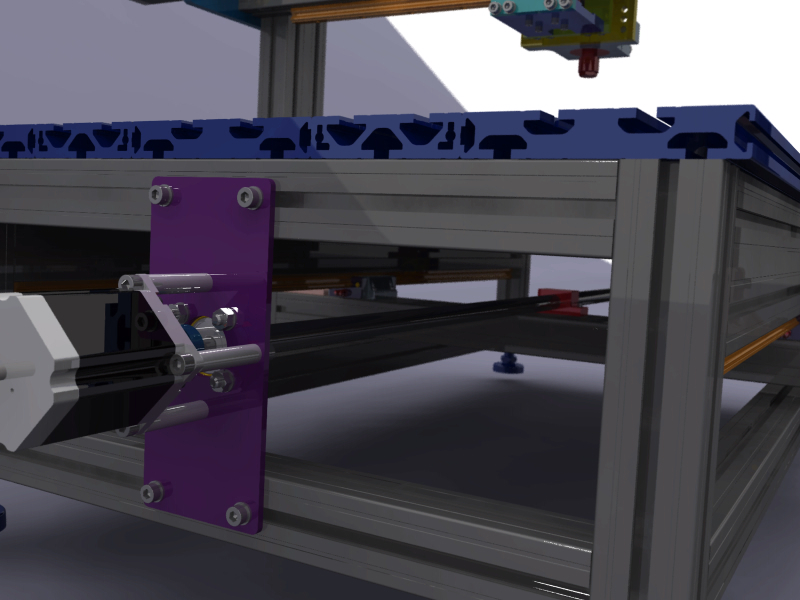
Wiem, że te płaskie podpory nie są wystarczająco sztywne wzdłuż osi Y, zastanawiam się nad tym jak zwiększyć ich sztywność (przykręcane żeberka?). Żadnej analizy MES nie było i raczej nie będzie, ponieważ nie mam o tym zielonego pojęcia.
Co do sposobu napędu, prezentuję poniżej pewną analizę wykonaną za pomocą programu opisanego w
tym wątku.
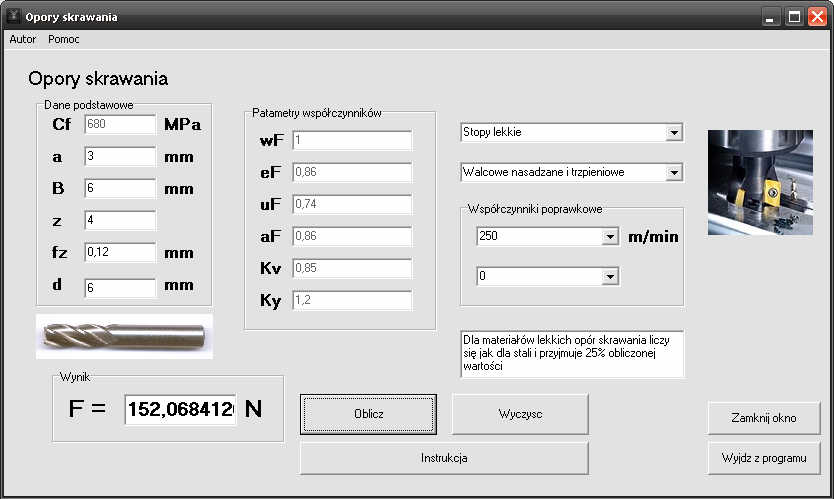
Obliczenia oporów skrawania cienkiej blachy stalowej
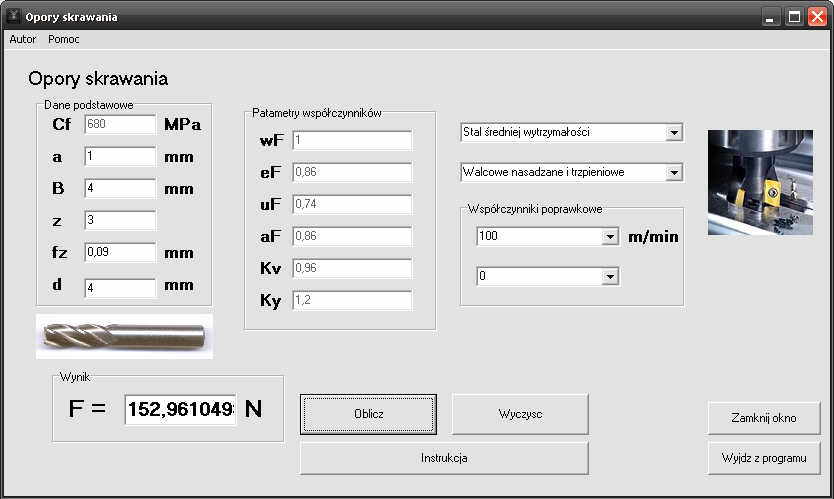
Obliczenia oporów skrawania aluminium
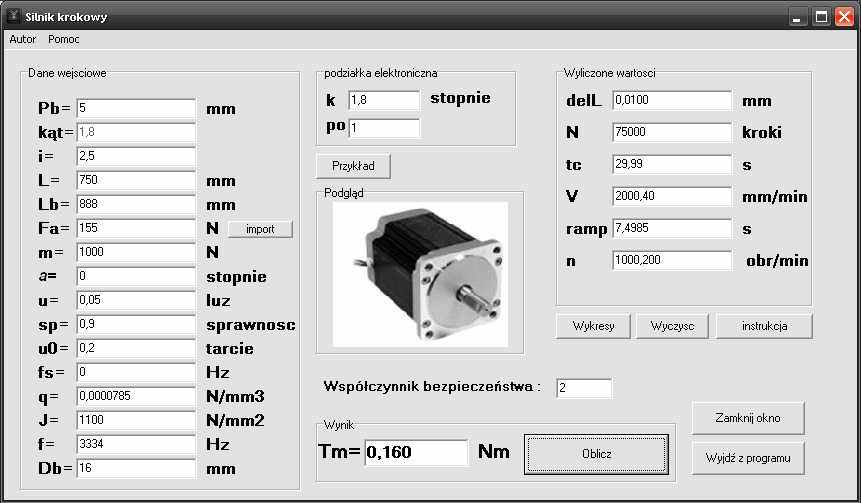
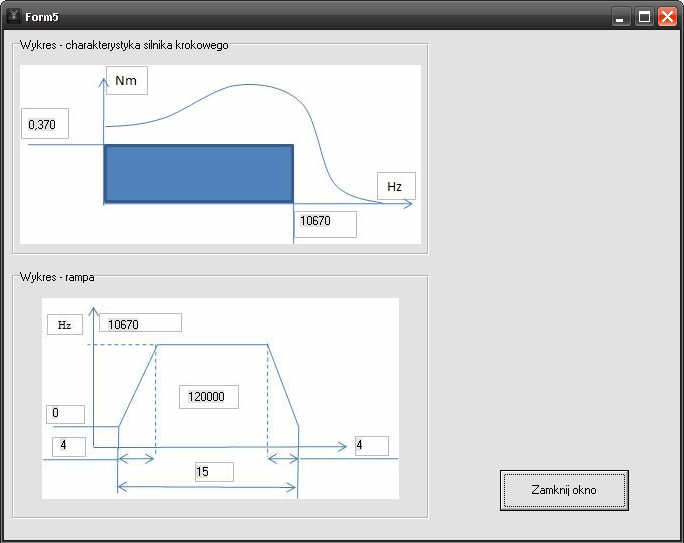
Obliczenia silnika. Podział kroków 1/4
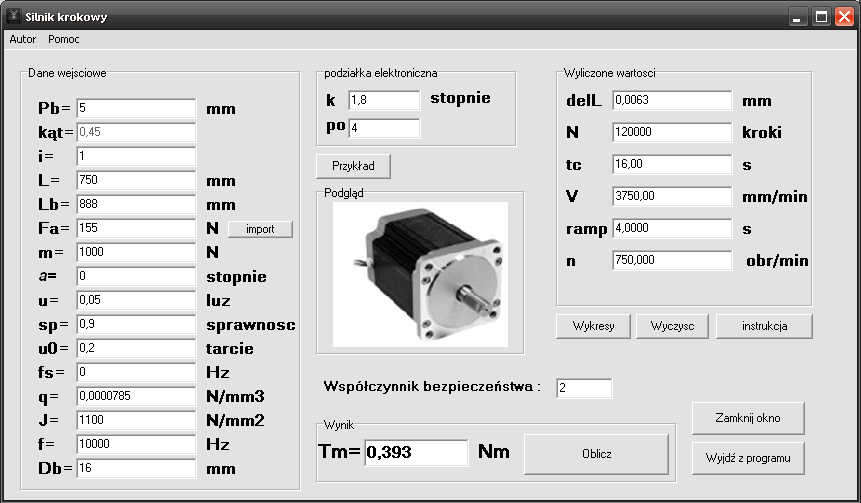
Wykres. Podział kroków 1/4
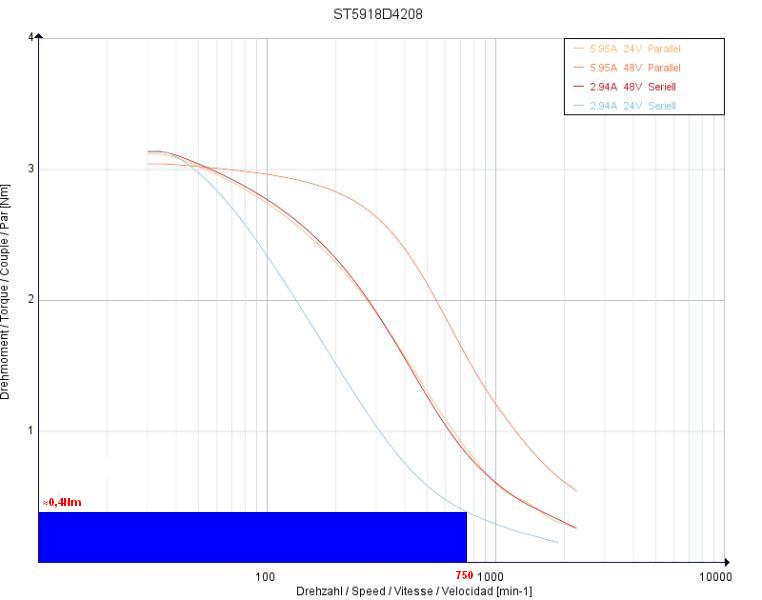
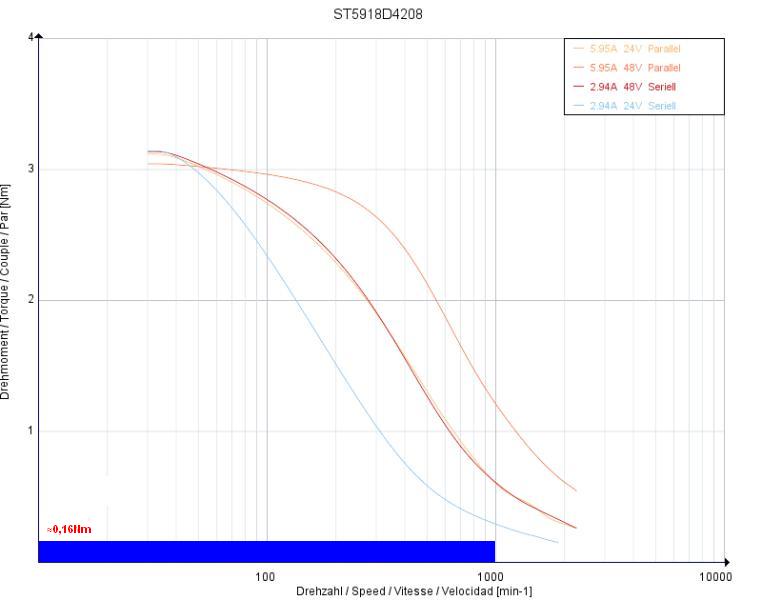
Porównanie obliczeń z wykresem charakterystyk silnika
ST5918D4208. 750 obr/min odpowiada 10000Hz.
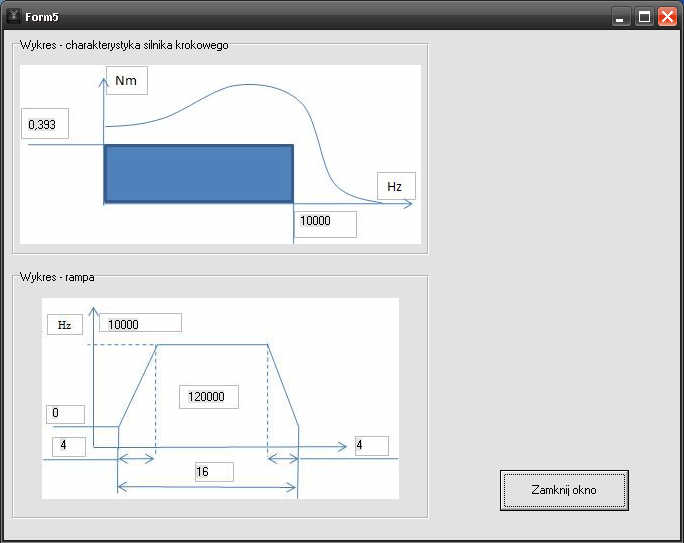
Obliczenia silnika. Przekładnia pasowa i=2,5
Wykres. Przekładnia pasowa i=2,5
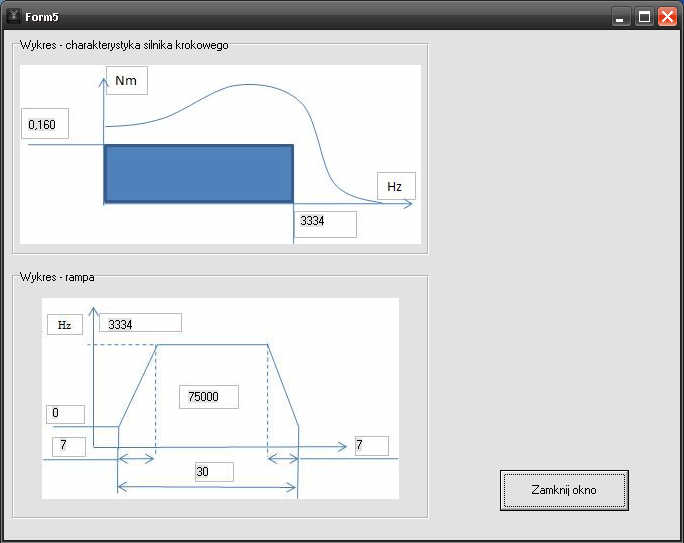
Porównanie obliczeń z wykresem charakterystyk silnika
ST5918D4208. 1000obr/min odpowiada 3334Hz.
Konkluzja:
W przypadku podziału kroku obliczone parametry silnika akurat się mieszczą pod wykresem jego charakterystyk; ponieważ przyjąłem współczynnik bezpieczeństwa 2, więc sądzę, że wytypowany silnik będzie odpowiedni.
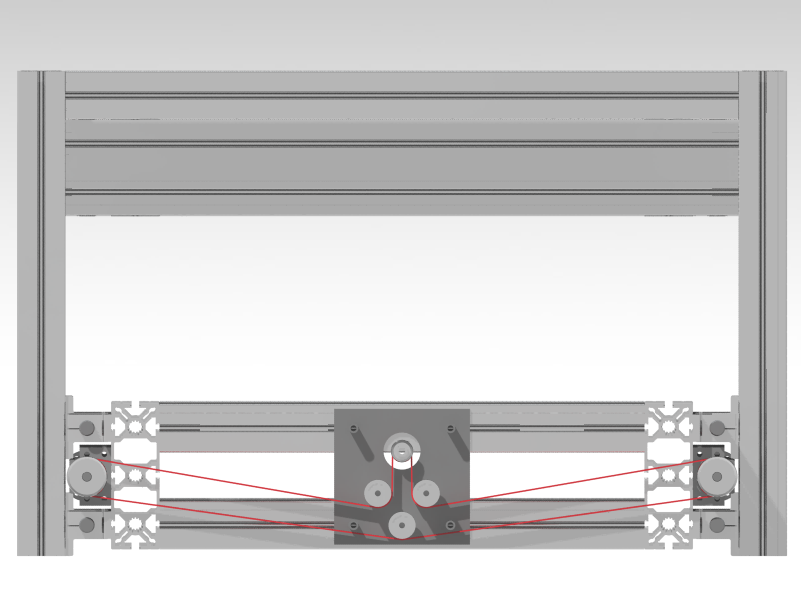
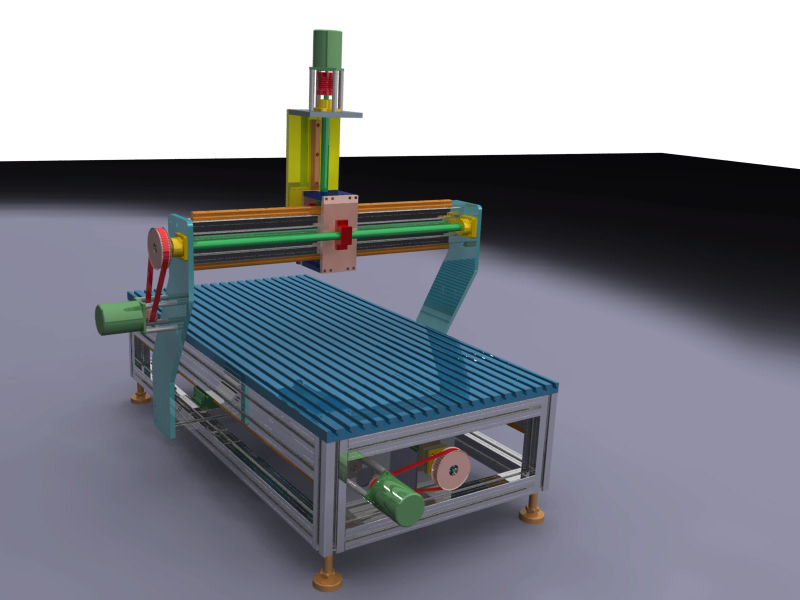
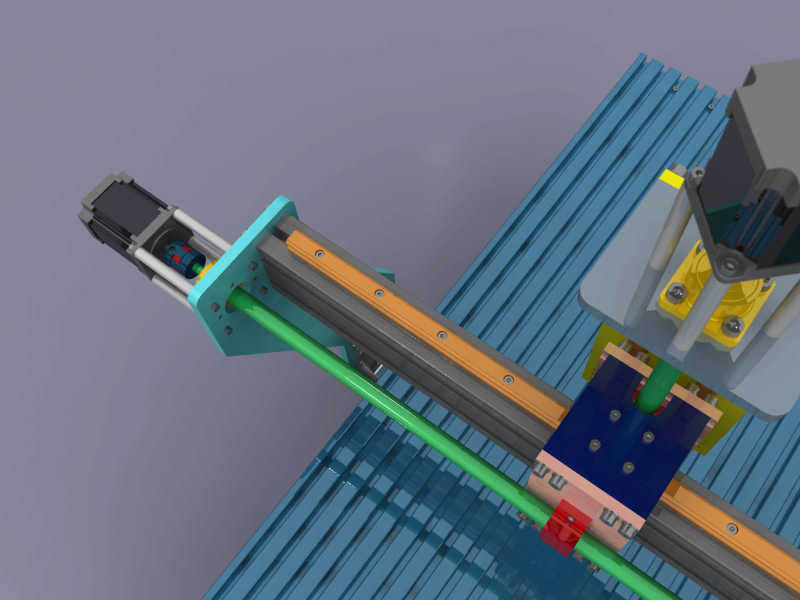
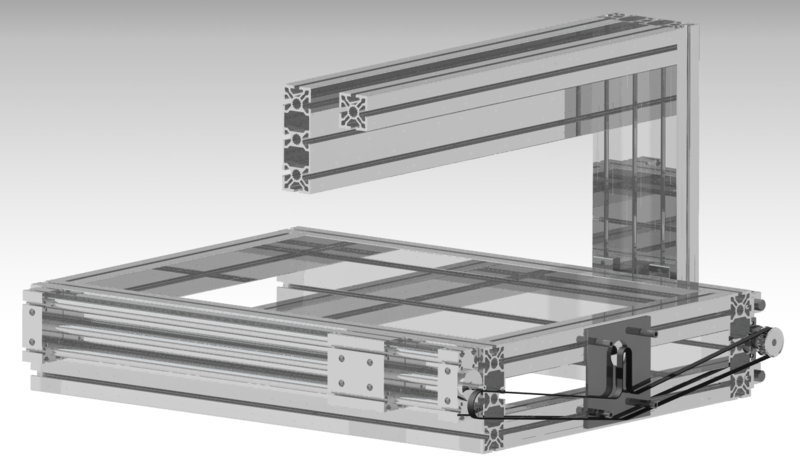
W przypadku zastosowania przekładnio pasowej o przełożeniu 2,5 (rozwiązanie widoczne
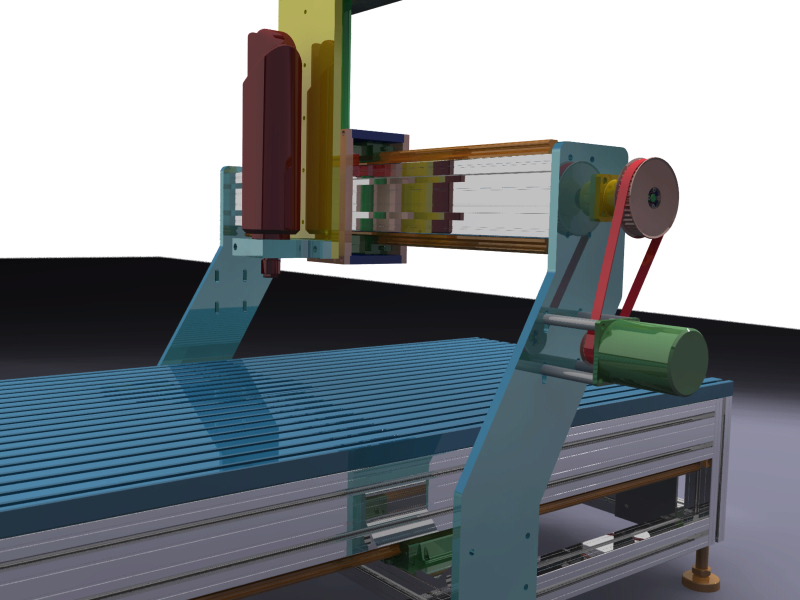
) obliczone parametry silnika z łatwością się mieszczą pod wykresem jego charakterystyk, możliwe byłoby nawet nieznaczne zwiększenie prędkości obrotowej silnika.
Patrząc na ten problem w taki sposób gładko dochodzę do wniosku, że w obydwu przypadkach zastosowałbym ten sam silnik. Od pomysłu z przekładnią pasową odszedłem ponieważ:
1) Przekładnia zwiększa ilość potrzebnych komponentów (dla każdej osi: pas, 2 koła, 2 tuleje rozprężne) i komplikuje nieco konstrukcję
2) Zastosowanie przekładni pasowej powoduje zmniejszenie prędkości liniowej V i wydłużenie czasu tc potrzebnego do wykonania przesunięcia L.
Nie wykluczam jednak powrotu do koncepcji przekładni pasowej
Teraz pytania do doświadczonych:
Czy moje rozumowanie jest poprawne?
Jaki jest spadek momentu silnika w przypadku zastosowania podziału kroków?
Ponieważ wszystko co związane z elektryką/elektroniką to dla mnie czarna magia, to czy mógłby ktoś przyjrzeć się temu wytypowanemu przeze mnie silnikowi
ST5918D4208, ocenić go i doradzić jak trzeba będzie go podłączać (konfiguracja, napięcia itp.) oraz powiedzieć mi jakiego sterownika będę do niego potrzebował?
[ Dodano: 2009-09-19, 18:09 ]
Po kilku godzinach poszukiwań wreszcie dokopałem się jakichś informacji
Microstepping: Myths and Realities.
[ Dodano: 2009-09-19, 20:18 ]
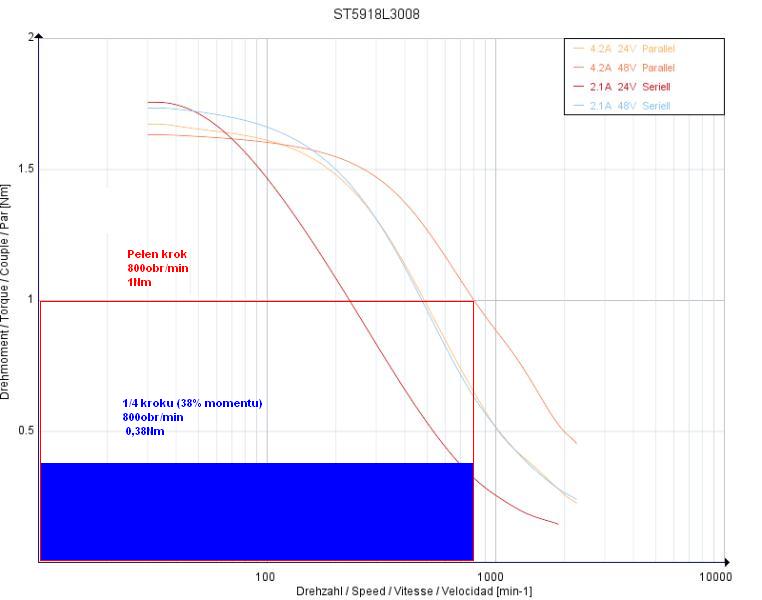
Myślę, że znalazłem rozwiązanie swojego problemu z silnikami. Użyję silników Nanotec ST5918L3008, które charakteryzują się dobrą zależnością momentu do obrotów, dodatkowo zastosuję podział kroku na 4 i mimo dysponowania jedynie 38% momentu, silniki (chyba) będą odpowiednie.
Obliczenia

Wykres
Charakterystyki silnika
 [ Dodano: 2009-10-04, 21:04 ]
[ Dodano: 2009-10-04, 21:04 ]
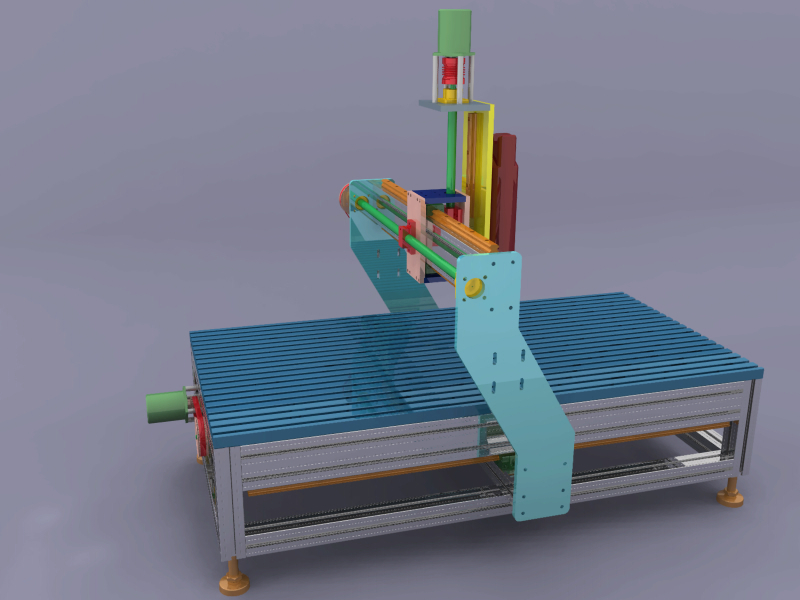
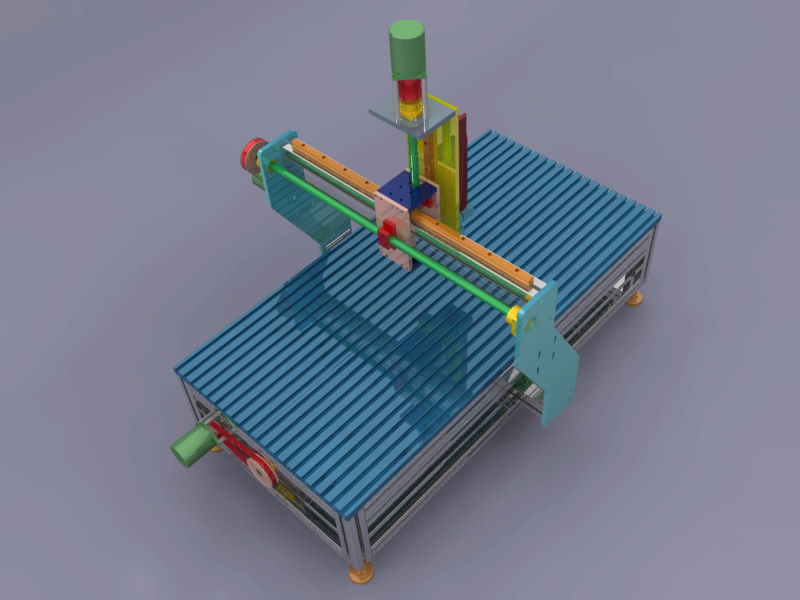
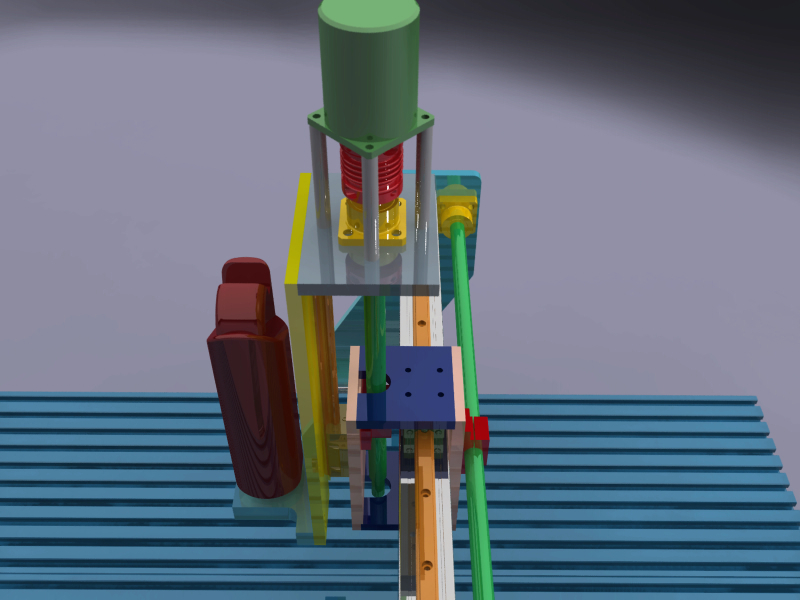
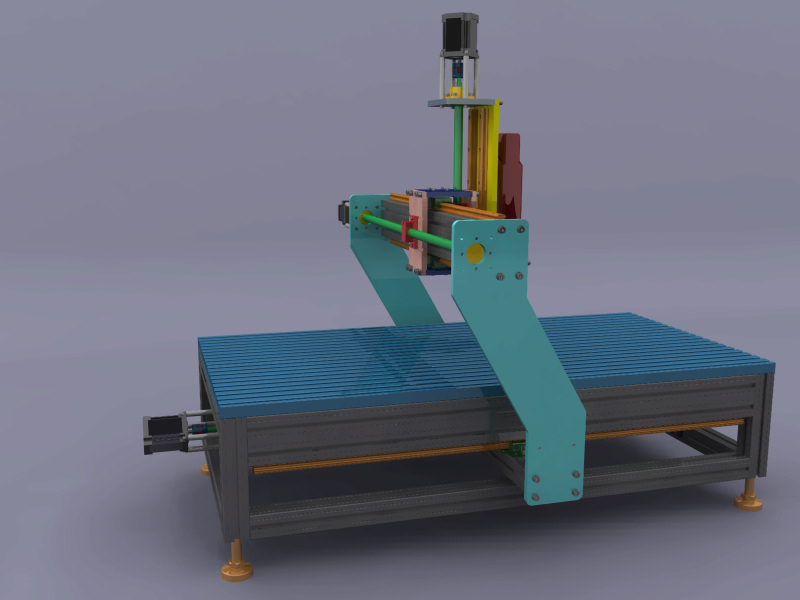
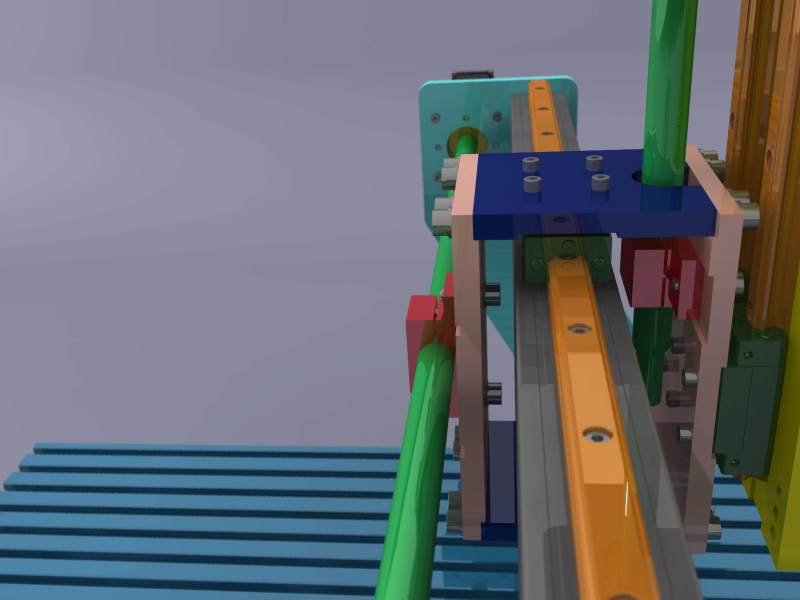
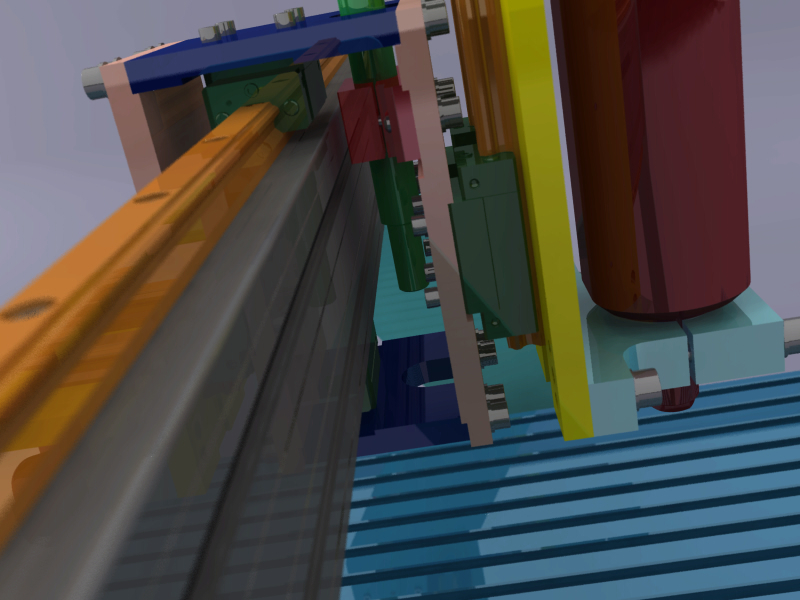
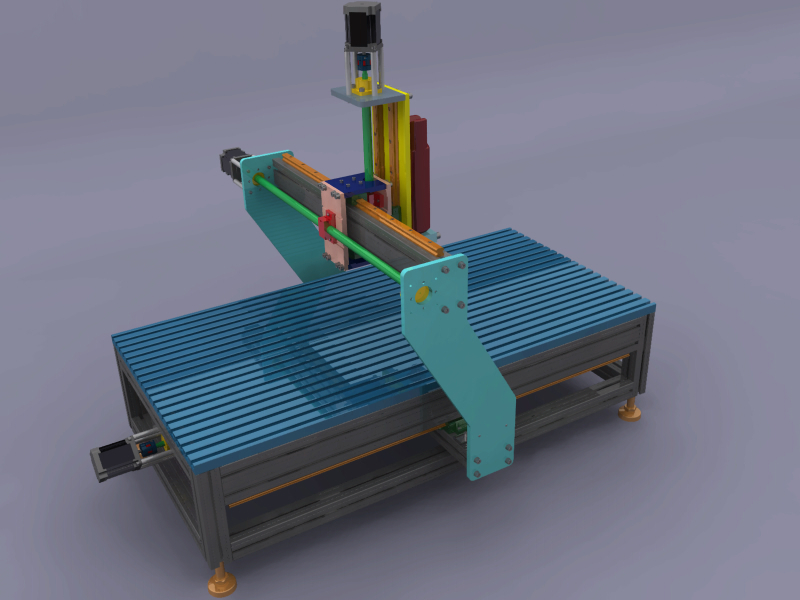
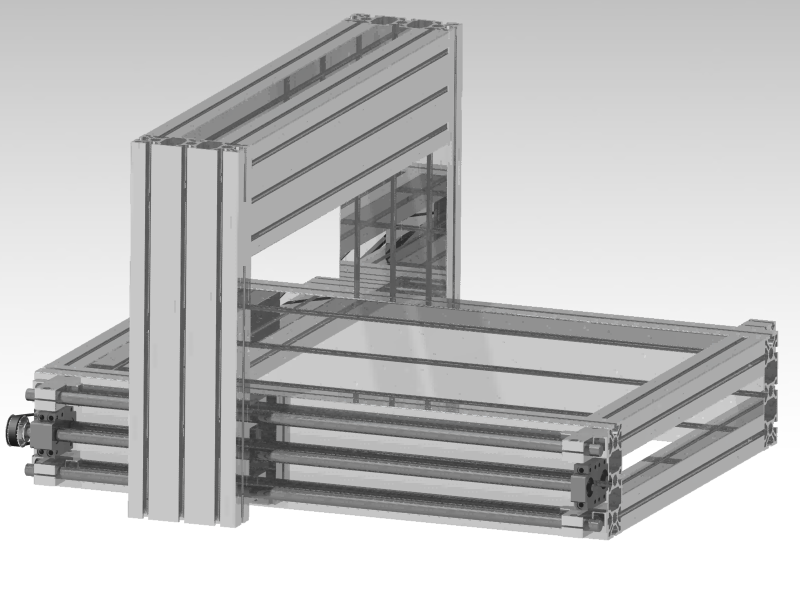
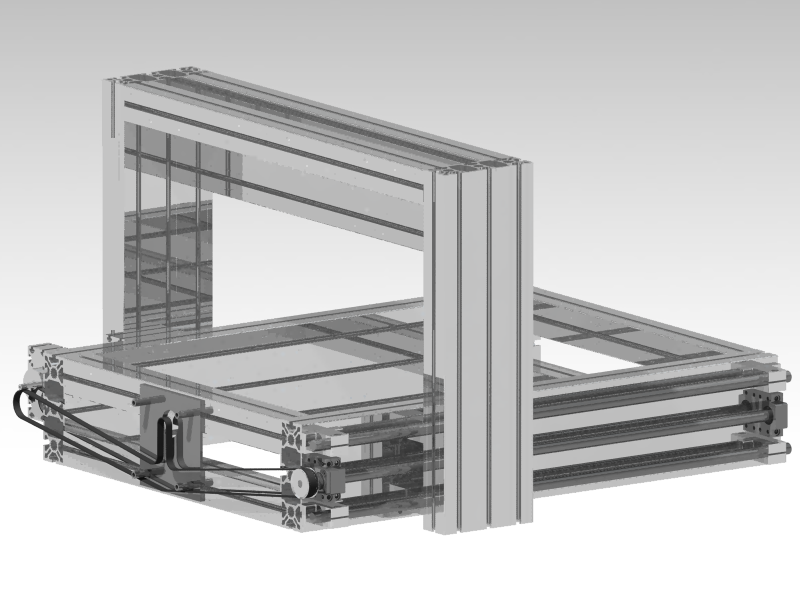
Zamieszczam aktualne obrazki
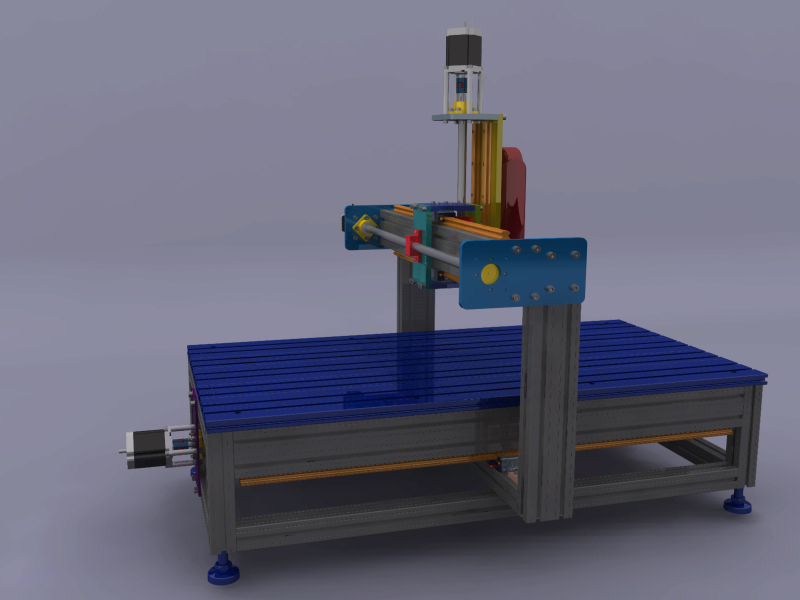
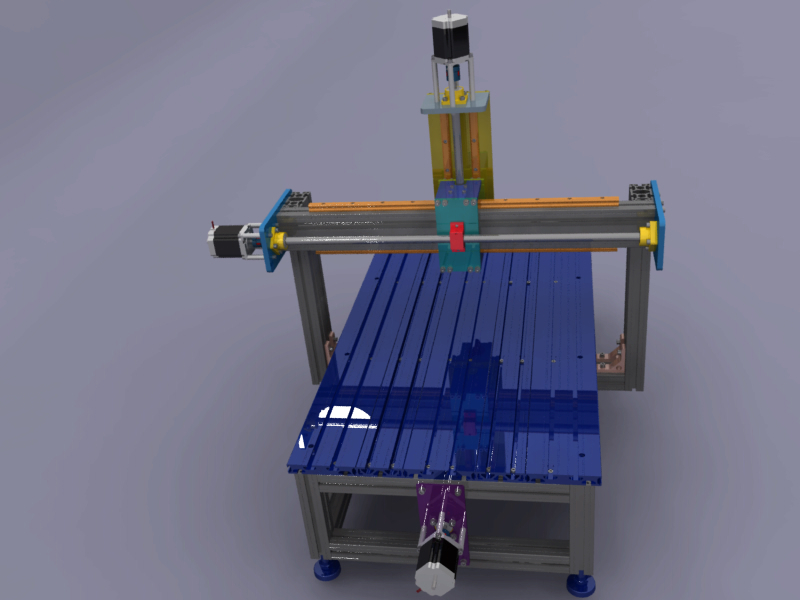
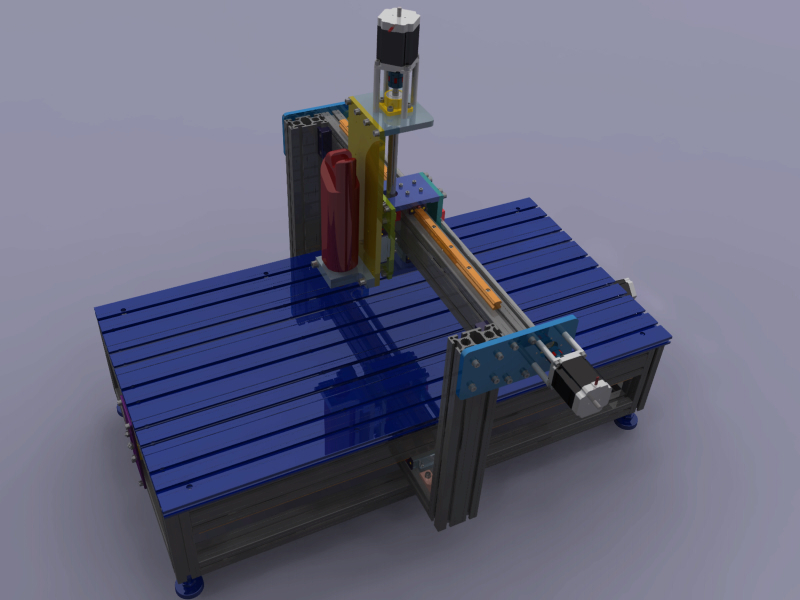
Co myślicie o takiej konstrukcji bramy?
Aktualnie jestem w trakcie zamiany komponentów firmy Isel na tańsze komponenty innych firm. Spójrzcie tylko na poniższy kosztorys, Isel wręcz przeraża swoimi cenami.
OFFRE COMMERCIALE (Isel France)
3 x Nakrętka zabezpieczająca
8902570011 Accessoires 9,00 €
Ecrou avec frein filet pour réglage en pression vis à bille M 10 x 0.75 DIN 981 zingué
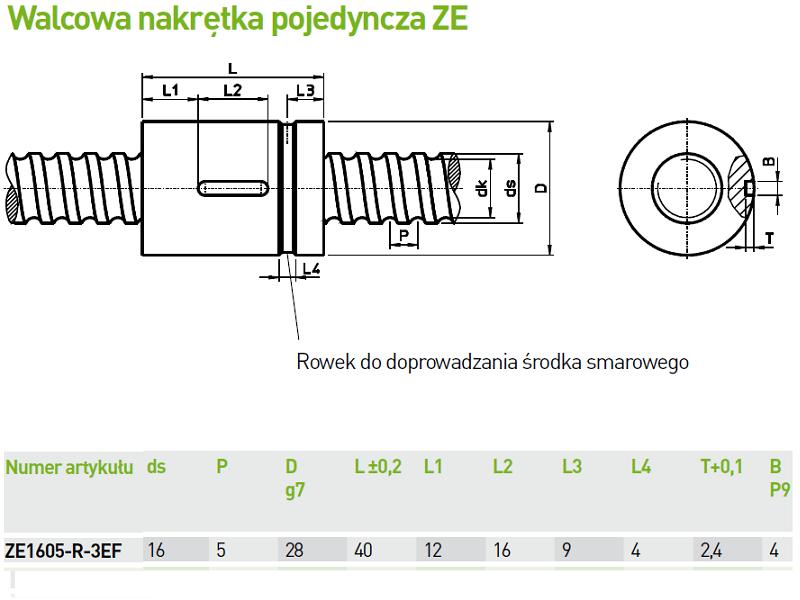
3 x Śruba z gwintem tocznym, obrobiona z obu stron
2111345096 Vis à bille 291,00 €
Vis à bille 16 x 5 mm L 968 mm usinage des deux cotés sans écrou
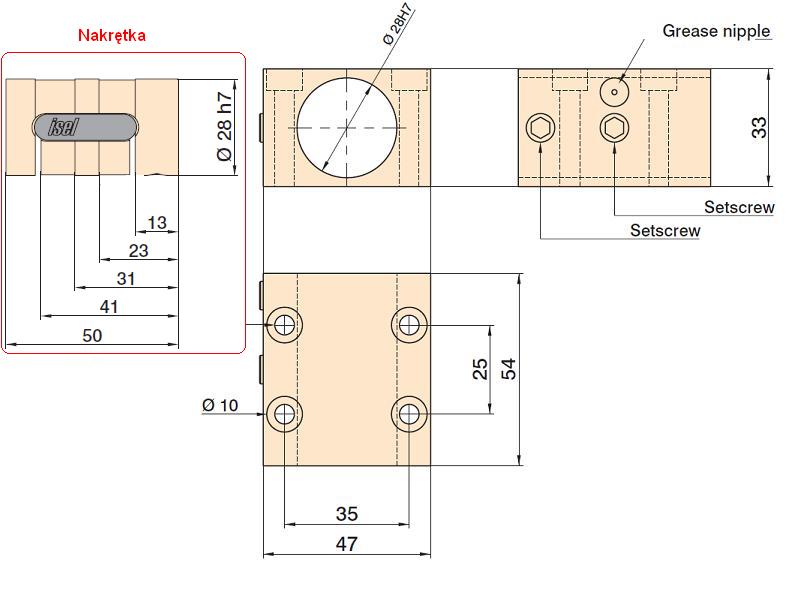
3 x Nakrętka do śruby z gwintem tocznym
2130011000 Accessoire mécanique 195,00 €
Ecrou pour Vis à bille 16 x 5 Type 025 L62mm, l 25mm, H25mm (remplace art N° 6130010003)
3 x Blok łożyskowy, strona czynna
2165040001 Accessoires 243,00 €
Roulement pour vis à bille coté entrainement pour arbre de 10 mm dimensions 45 x 45 x 23 mm
3 x Blok łożyskowy, strona bierna
2165040002 Accessoires 88,00 €
Roulement pour vis à bille pour arbre de 12 mm dimensions 45 x 45 x 29 mm
3 x Silnik krokowy
470580 Motorisations 351,00 € (!!!)
Moteur pas à pas 2 phases MS 200 HT Hybrid 1.8°, 200 Ncm
3 x Sprzęgło
2180029999 Accouplement 144,00 € (!!!)
Accouplement comme Art.218002 0635 avec alésages specials (confirmez les diametres !!!) lors de la commande
Dia1: 6.35 mm Dia2: 10 mm
2 x Profile z rowkami teowymi
2010181000 Profilés Aluminium 416,00 € (!!!)
Profilé à rainure en T fraisé sur les 2 faces Ra 25 250 x 20 mm L = 1000 mm
Brut à payer 1 737 €
Net à payer 2 155,19 €
ISEL France - 4 rue des côtes d'orval
BP 41- 78550 HOUDAN
tel : 01 30 46 12 01 - fax: 01 30 59 69 32
email :
[email protected] - web :
www.isel.fr
Kanya i Hiwin mają ceny o wiele bardziej przystępne. Poniżej kosztorys profili aluminiowych Kanya i prowadnic Hiwin otrzymany z firmy Tabal w Lublinie.
Profile 40x80
C01-3 – 3,14m x 128,34zł/m = 402,99zł
Profile 40x40
C01-1 – 6,06m x 62,30zł = 377,54zł
Nóżki
B44-50 - 4szt x 24,50zł/szt = 98,00zł
Kątowniki
C30-02 – 2szt x 9,37zł/szt = 18,74zł
Złączki uniwersalne
C20-90 – 25szt x 8,97zł/szt = 224,25zł
Profile na pokrycie stołu
C08-3 – 145zł/m
Płytki gwintowane M4
A32-40 – 56szt x 0,90zł/szt = 50,40zł
Płytki gwintowane M6
A32-60 – 15szt x 1,20zł/szt = 18,00zł
Obróbka – cięcie profili 2,00zł/elementu
Wiercenie pod złączkę – 2,66zł/szt
Wiercenie przelotowe przez profil 2,66zł/szt
Cięcie kątowe profili – 2,66zł/szt
Gwintowanie M16 – 3,00zł/szt





")


")

")

")