




")
Jak blatu użyłem płyty MDF - mam nadzieję że tylko tymczasowo, na Ebayu pojawiają się ładne płyty T-rowkowe, czasami schodzą po rozsądnych cenach. Mam nadzieję że uda mi się taką wylicytowąć. Oczywiście - jak tylko za założyłem blat trzeba było zrobić test
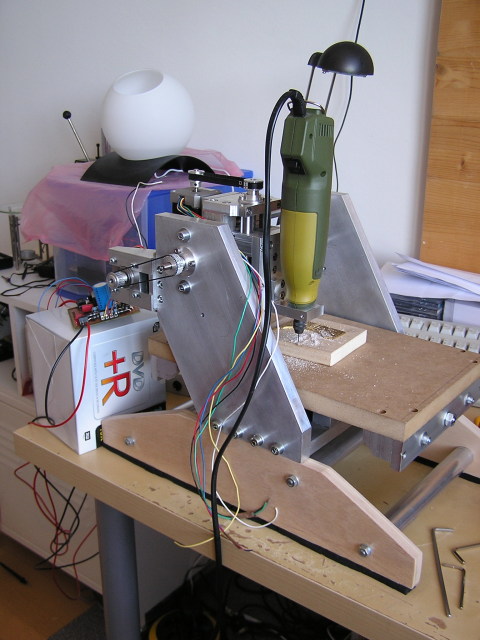
Na razie bez łączności z komputerem (jeszcze nie zrobiłem płytki interfacu) z generatorem impulsów, tylko jedna oś. Drewno (miękka sklejka) idzie bez problemu, podobnie laminat szklano-epoksydowy (trzeba będzie się z nim zaprzyjaźnić
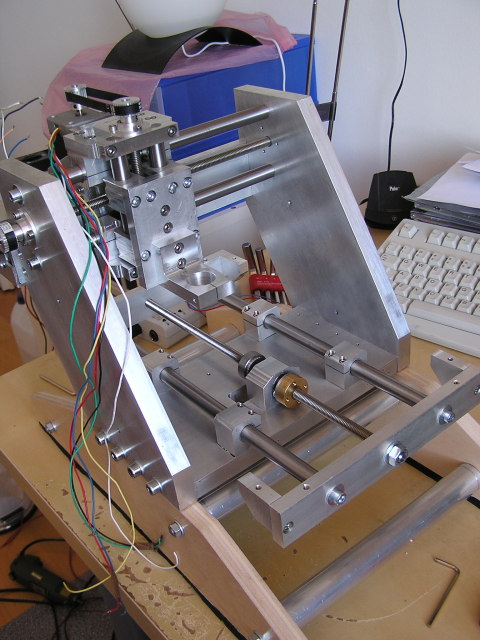
Przy okazji - prowadnice zrobiłem na łożyskach ślizgowych z tulejkami pokrytymi teflonem typu PCM121420, niestety nie sprawdzają się zbyt dobrze, nawet całkowicie zaciśniete mają wyczuwalny luz - zamierzam zrobić własne tulejki z mosiądzu (lub brązu - jesli uda mi się kupić wałki w rozsądnych rozmiarach), opry ruchu będą napewno większe ale jak na razie silniczki krokowe nie muszą się wysilać (test zrobiny na "zdobycznym" silniku bliżej nieznanego typu - przy prądzie 0,5A rozwijał moment w okolicach 0,25Nm, podczas testu zasilany był 0,3A na fazę (nie chciało mi się zakładać radiatora na sterownik)).
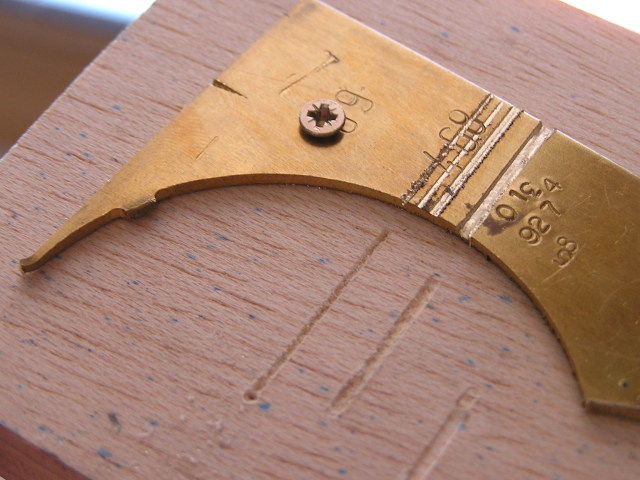
Gdyby kogoś zaintersowały cyfry na płytce testowej - właśnie sprawiłem sobie zestaw numeratorów
Pozdrawiam
Grzesiek
[ Dodano: 2009-10-18, 15:22 ]
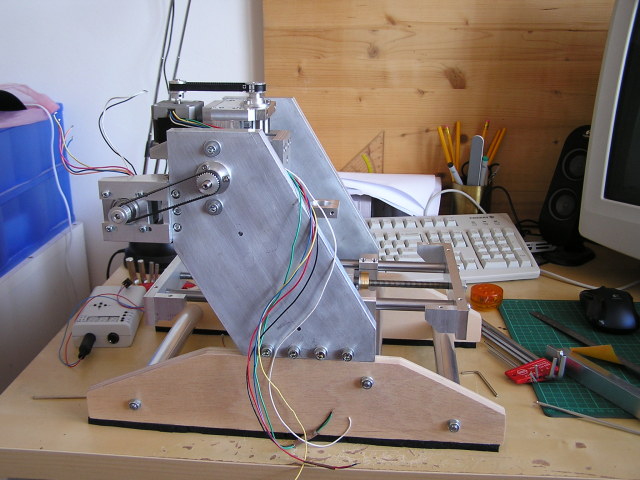
Na razie podłączone nieco po partyzancku:

Ale już działa - pierwszy produkt (i oficjalna nazwa maszynki : )

A teraz idę odkorkować wino
Pozdrawiam
Grzesiek


")
")





