



")
spróbowałbym także użyć standardowych PP dodawanych do camów, bywa często że producenci z Taiwanu i Chin kopiują po części sprawdzone sterowania typy HH, Fanuc itp, nic do stracenia.
Sterowanie przypomina mi starego A bradley, czy początki osai. Lub też poszukać osoby która zechce PP napisać.
Frezarka CNC formy C-TEK typ. KM-80D lub KM-100D


-
marcink70
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 10
- Posty: 30
- Rejestracja: 04 sty 2012, 21:10
- Lokalizacja: rzeszów
Witam,
Dzięki za odpowiedzi. A prostymi konturami to pewnie poradziłbym sobie z "palca" z programem. Ale co zrobić z obróbka kształtowych brył. Spróbuje użyc PP którego mam do Haas-a VF5. Tylko nie widze tego jak ten kod przesłac na tą maszynę. Hmm jak tam program w tej dziwnej tabelce sie zawiera. Oczywiscie gdyby ten PP pasował. Uzywam CAM-a Esprit i mam PP na Hassa i jeszcze na sinumerik-a. Może ktoś z Was ma jakieś PP pod Esprit?
Pozdrawiam
Dzięki za odpowiedzi. A prostymi konturami to pewnie poradziłbym sobie z "palca" z programem. Ale co zrobić z obróbka kształtowych brył. Spróbuje użyc PP którego mam do Haas-a VF5. Tylko nie widze tego jak ten kod przesłac na tą maszynę. Hmm jak tam program w tej dziwnej tabelce sie zawiera. Oczywiscie gdyby ten PP pasował. Uzywam CAM-a Esprit i mam PP na Hassa i jeszcze na sinumerik-a. Może ktoś z Was ma jakieś PP pod Esprit?
Pozdrawiam
-
majkimichal
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 2
- Posty: 19
- Rejestracja: 18 mar 2011, 10:49
- Lokalizacja: Częstochowa
Z tego co wiem
Posiada to coś port lan
zgrywa się program na dysk wewnętrzny i dokonuje konwersji na ichniejszy wewnętrzny język, tyle nam powiedział pan serwisant zarazie działa na prostych operacjach "z palca" pisanych.
A ja mam inny problem maszyna posiada centralne smarowanie z takim klimatyzatorem zewnętrznym no i wali komunikaty że coś tam i pytanie jaki olej do tego ustrojstwa wlać? dodam że podstawowa instrukcja nie ma tych informacji a DTRki nie dostaliśmy
Posiada to coś port lan
zgrywa się program na dysk wewnętrzny i dokonuje konwersji na ichniejszy wewnętrzny język, tyle nam powiedział pan serwisant zarazie działa na prostych operacjach "z palca" pisanych.
A ja mam inny problem maszyna posiada centralne smarowanie z takim klimatyzatorem zewnętrznym no i wali komunikaty że coś tam i pytanie jaki olej do tego ustrojstwa wlać? dodam że podstawowa instrukcja nie ma tych informacji a DTRki nie dostaliśmy
-
marcink70
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 10
- Posty: 30
- Rejestracja: 04 sty 2012, 21:10
- Lokalizacja: rzeszów
Witam,
Odnawiam temat. Udało mi się w końcu wygenerować odpowiedni g-kod w cam-ie który czyta ten sterownik. Wgrałem prosty program do maszyny ale za pomocą dyskietki. Ale co z większymi programami?? Nie udało mi sie połączyć przez kabel COM... Być może wina Windowsa 7 64 bit oraz przejściówki USB-COM (to sprawdzę bo załatwię sobie lap. z oryginalnym com-em). Może jest ktoś kto ma taką maszynę lub ten sterownik i podpowiedziałby mi jak wgrać przez com-a. Prosiłbym o inf. w jaki sposób wgrywacie plik *.cnc do sterownika przez kabel com.
Z góry dziękuje
Pozdrawiam // Marcin
Odnawiam temat. Udało mi się w końcu wygenerować odpowiedni g-kod w cam-ie który czyta ten sterownik. Wgrałem prosty program do maszyny ale za pomocą dyskietki. Ale co z większymi programami?? Nie udało mi sie połączyć przez kabel COM... Być może wina Windowsa 7 64 bit oraz przejściówki USB-COM (to sprawdzę bo załatwię sobie lap. z oryginalnym com-em). Może jest ktoś kto ma taką maszynę lub ten sterownik i podpowiedziałby mi jak wgrać przez com-a. Prosiłbym o inf. w jaki sposób wgrywacie plik *.cnc do sterownika przez kabel com.
Z góry dziękuje
Pozdrawiam // Marcin
-
marcink70
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 10
- Posty: 30
- Rejestracja: 04 sty 2012, 21:10
- Lokalizacja: rzeszów
Witam,
Kabek RS232 zrobiłem sobie sam wg. ich schematu (schemat nr.3)
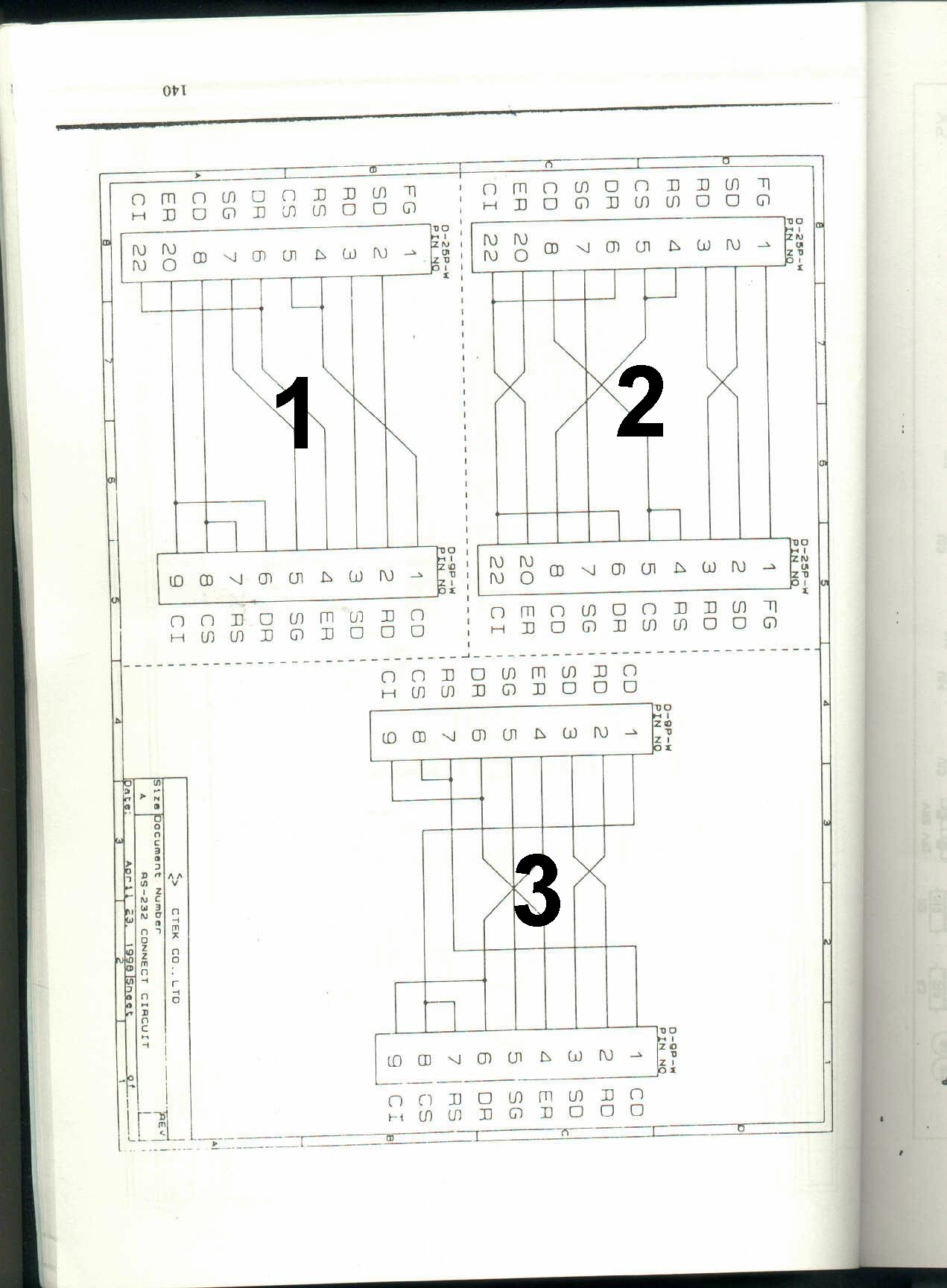
Tak jak pisałem wcześniej maszyna czyta g-kod który generuje z CAM-a z postprocesora na frezarke Haas. Czyli wynika z tego że sterowanie C-TEK KM-80D lub KM-100D jest kompatybilne ze sterowanie Hass-a. Maszy”chodzi” tak jak scieżka w Cam-ie. Pozostaje mi jeszcze jedynie połączyć się za pomocą RS…. Tak jak pisałem na dniach będę miał laptopa z RS232 także wtedy spróbuje się połączyć.
Kolego „gozdd” jakbys dowiedział się jak łącza się u Ciebie w firmie to byłbym bardzo wdzięczny.
z góry dziękuje
Pozdrawiam // Marcin
Kabek RS232 zrobiłem sobie sam wg. ich schematu (schemat nr.3)
Tak jak pisałem wcześniej maszyna czyta g-kod który generuje z CAM-a z postprocesora na frezarke Haas. Czyli wynika z tego że sterowanie C-TEK KM-80D lub KM-100D jest kompatybilne ze sterowanie Hass-a. Maszy”chodzi” tak jak scieżka w Cam-ie. Pozostaje mi jeszcze jedynie połączyć się za pomocą RS…. Tak jak pisałem na dniach będę miał laptopa z RS232 także wtedy spróbuje się połączyć.
Kolego „gozdd” jakbys dowiedział się jak łącza się u Ciebie w firmie to byłbym bardzo wdzięczny.
z góry dziękuje
Pozdrawiam // Marcin
-
gozdd
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 8
- Posty: 837
- Rejestracja: 02 gru 2013, 19:21
- Lokalizacja: Częstochowa
Też sobie kabelek wymyślili...
U mnie to serwis, a nie produkcja, więc może być tak, że nikt nie próbował się z nią łączyć, albo próbował, ale nie wyszło.
O ile dobrze pamiętam to system tam jest bardzo ubogi, ale parametry transmisji muszą gdzieś być. Ustaw takie same na lapku i musi działać. Dziś nie było elektronika, który ją uruchamiał, jutro już powinienem coś wiedzieć.
U mnie to serwis, a nie produkcja, więc może być tak, że nikt nie próbował się z nią łączyć, albo próbował, ale nie wyszło.
O ile dobrze pamiętam to system tam jest bardzo ubogi, ale parametry transmisji muszą gdzieś być. Ustaw takie same na lapku i musi działać. Dziś nie było elektronika, który ją uruchamiał, jutro już powinienem coś wiedzieć.






