



Witam serdecznie (przepraszam za brak polskich liter - pisze z nie swojej i nie polskiej klawiatury)
Prosze o pomoc w nastepujacej sprawie:
Dysponuje maszynami 3 osiowymi o konstrukcji bramowej.
Potrzebuje wykonac elementy z drewna ,ktore beda obrabiane z obu stron.
Efekty jakie uzyskuje nie sa zadawalajace - wiadomo , material nie jest idealny, nie ma idealnych katow ani wymiarow.
Wszystkie bledu materialu oraz moje z ustawianie 0 na materiale, oraz przelozenie - obrot materialu w osi X w celu wykonania drugiej strony, powoduja ,ze usyskuje przesuniecie o.0,5 czasem nawet do 1 mm.
Model w komputerze i przy generowaniu sciezek , na pewno jest dobrze zcentrowany- wkladam go w prostokat i zaczynam od srodka w osi Y, na np. lewej krawedzi materialu dobitego do zfrezowanej - idealnej bazy.
Czy jest jakis sposob, metoda porada, ktora pomoze mi zniwelowac bledy?
Czy pozostaje tylko dokupic 4 os - ale tut trace na obrabianej max.Z :/
...a moze rozwiazaniem jest samocentrujace imadlo? tylko nie wiem jak ono w praktyce - nie widzialem.
Przesuniecie nastepuje tylko w osi Y, wiec moze rozwiazanie byloby zamowienie, wykonanie jakiegos mocowania samocentrujacego w Y, ale moze sa gotowe rozwiazania?
Dziekuje za pomoc i Pozdrawiam
Centrowanie materialu do obrowbki 2stronnej na 3 osiach


-
tommur
- Znawca tematu (min. 80)
")
- Posty w temacie: 2
- Posty: 84
- Rejestracja: 01 gru 2011, 17:31
- Lokalizacja: Szczecin
Jak to mówia włosi- "formattazione".
Musisz tak zaprojektowac obrobke, aby była z formatowaniem i nie interesuje cie wtedy błędy wykonania przedmiotu wstępnie obrobionego.
Przykład obróbki poniżej.
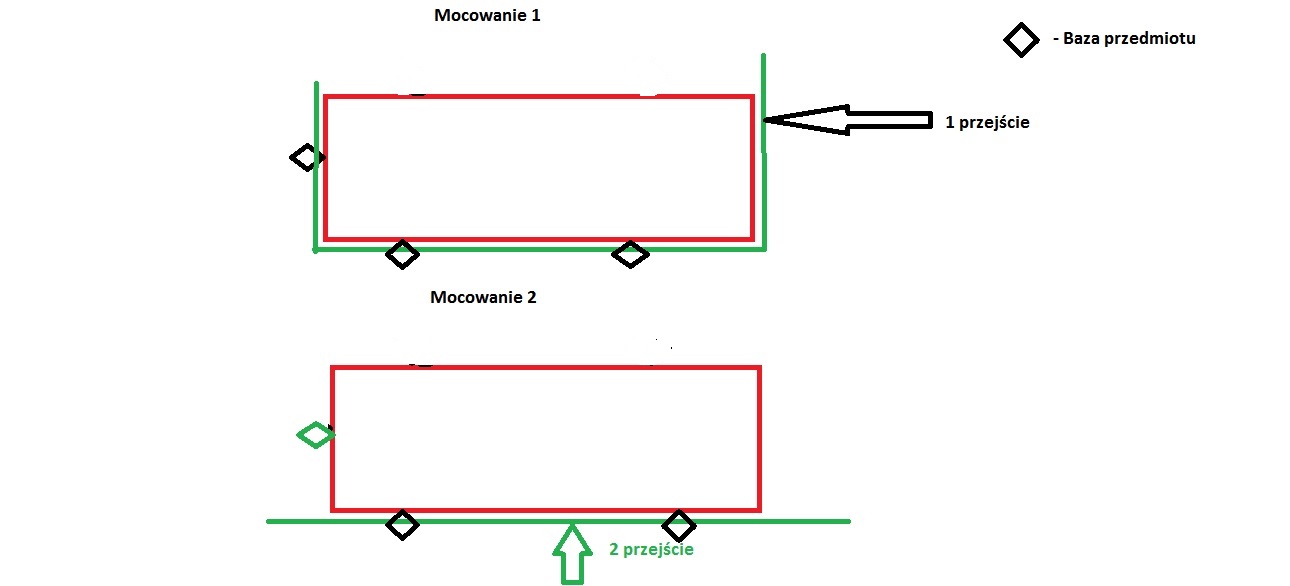
Aby nie było błędów na Y to musisz dokładniej obrobic przedmiot przed założeniem na CNc lub jesli masz możliwość to w 2 obróbce zmienic bazę z dołu na górę.
Jesli pracujesz na przyssawkach to obrabiasz od razu całośc z wstępnym formatowaniem.
Musisz tak zaprojektowac obrobke, aby była z formatowaniem i nie interesuje cie wtedy błędy wykonania przedmiotu wstępnie obrobionego.
Przykład obróbki poniżej.
Aby nie było błędów na Y to musisz dokładniej obrobic przedmiot przed założeniem na CNc lub jesli masz możliwość to w 2 obróbce zmienic bazę z dołu na górę.
Jesli pracujesz na przyssawkach to obrabiasz od razu całośc z wstępnym formatowaniem.
CNC Masterwood Project 310L V4
Zaprawdę powiadam wam "Dbajcie o czystość stożka każdej obrabiarki CNC"
Zaprawdę powiadam wam "Dbajcie o czystość stożka każdej obrabiarki CNC"
-
widyliusz
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 3
- Rejestracja: 22 lip 2013, 09:45
- Lokalizacja: Internet
Dzieki za odzew tommur
tym bardziej smiesznie ,ze pisze z Wloch a Szczecin to moje rodzime miasto
-
Mowiac kolokwialnie - chodzilo i o obrobke gory i spodu materialu po przerzuceniu w ktorejs z osi - najchetniej rotacje na osi X - wiec w Y nastepuje zamiana stron.
...ale twoja odpowiedz przekonala mnie bardzij do wczesniejszego pomyslu jakim bylo umieszczenie materialu na bazie z metalowymi pinami lub szynami,
ktore beda wykorzystane do ustalenia pozycji po przerzuceniu materialu.
Rowki lub otwory na te piny, wykonalbym przy obrobce gory nr.1 - dzieki czemu po przerzuceniu mam juz ustalona baze zero
Zastanawialem sie tylko *jestem samoukiem) jak ten problem rozwiazuja studenci i profesjonalisci.
Pozdrawiam
tym bardziej smiesznie ,ze pisze z Wloch a Szczecin to moje rodzime miasto
-
Mowiac kolokwialnie - chodzilo i o obrobke gory i spodu materialu po przerzuceniu w ktorejs z osi - najchetniej rotacje na osi X - wiec w Y nastepuje zamiana stron.
...ale twoja odpowiedz przekonala mnie bardzij do wczesniejszego pomyslu jakim bylo umieszczenie materialu na bazie z metalowymi pinami lub szynami,
ktore beda wykorzystane do ustalenia pozycji po przerzuceniu materialu.
Rowki lub otwory na te piny, wykonalbym przy obrobce gory nr.1 - dzieki czemu po przerzuceniu mam juz ustalona baze zero
Zastanawialem sie tylko *jestem samoukiem) jak ten problem rozwiazuja studenci i profesjonalisci.
Pozdrawiam
-
widyliusz
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 3
- Rejestracja: 22 lip 2013, 09:45
- Lokalizacja: Internet
Centrowanie obrobki 2 stronnej
Hello
Sorki ,ze tak dlugo,ale mialem "kociol"
Zderzakow nie mam
Wymyslilem cos takiego - mam nadzieje ze ma sens i zadziala.
Te stalowe szyny juz zamowilem na probe.
One zpozycjonuja mi material w Y, a kolki w nich (otwory co 1cm) zpozycjonuja mi material w drugiej obrobce.
Wiec do kazdej obrobki nr.1 (z gory) dodam kolkowanie i po przewroceniu odwrotnie - kolki zpozycjonuja mi material idealnie w centrum zero.
Dobrze?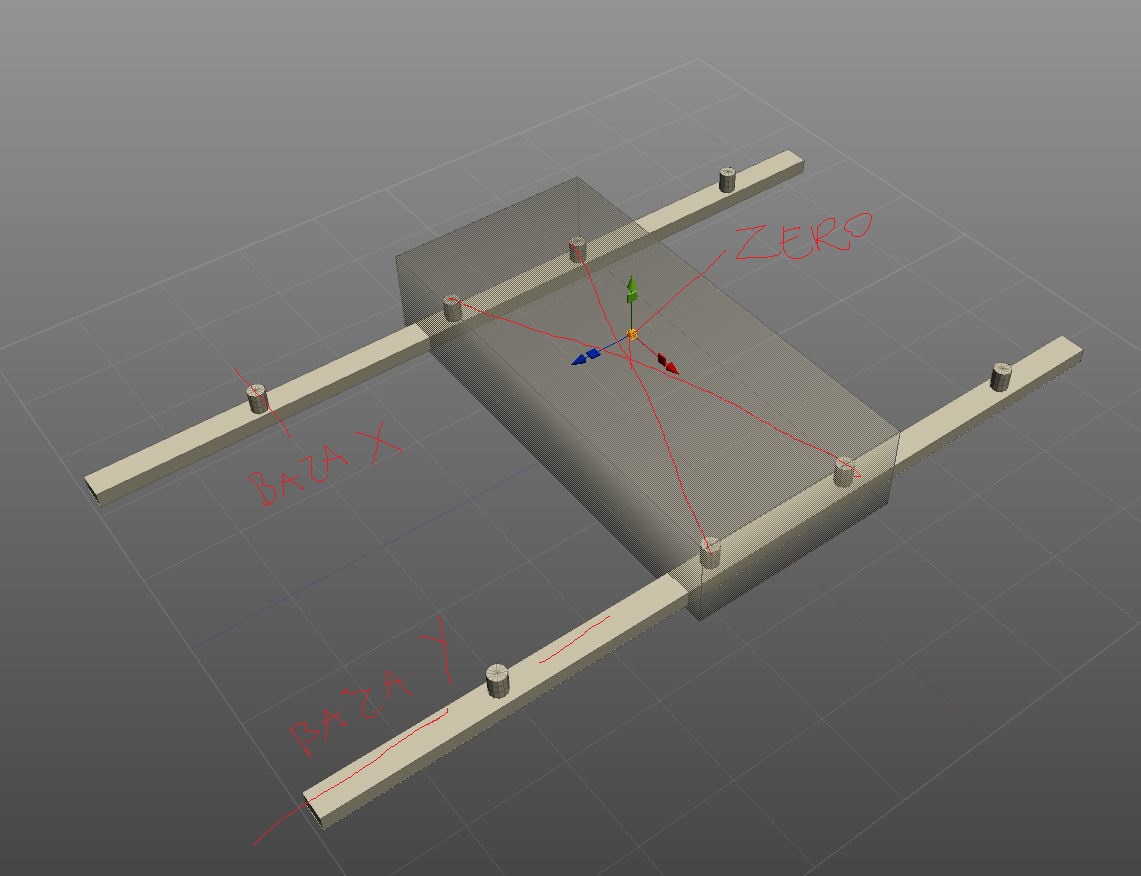
Sorki ,ze tak dlugo,ale mialem "kociol"
Zderzakow nie mam
Wymyslilem cos takiego - mam nadzieje ze ma sens i zadziala.
Te stalowe szyny juz zamowilem na probe.
One zpozycjonuja mi material w Y, a kolki w nich (otwory co 1cm) zpozycjonuja mi material w drugiej obrobce.
Wiec do kazdej obrobki nr.1 (z gory) dodam kolkowanie i po przewroceniu odwrotnie - kolki zpozycjonuja mi material idealnie w centrum zero.
Dobrze?
-
bh91
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 894
- Rejestracja: 29 sty 2008, 21:00
- Lokalizacja: Radom
Tak robi firma koło mnie - obrabiają wielkie płyty z PEHD - wycinają wycinają elementy które mają z obydwu stron zaokrąglone krawędzie, a wiec 2 frezy używają oraz wchodzi obróbka dwustronna + idealne pasowanie góra dół.
Frezując awers robią po każdym boku 4 otwory fi 15 - na wylot płyty i zagłębiającą sie w podkładkę z mdfu.
Po obróceniu pręcikami fi15 ustalają sobie zbierzność i jadą dalej - wychodzi im idealnie. Materiał mocują podciśnieniowo - przed obróceniem oklejają taśmą całą stronę i dopiero obracają.
Frezując awers robią po każdym boku 4 otwory fi 15 - na wylot płyty i zagłębiającą sie w podkładkę z mdfu.
Po obróceniu pręcikami fi15 ustalają sobie zbierzność i jadą dalej - wychodzi im idealnie. Materiał mocują podciśnieniowo - przed obróceniem oklejają taśmą całą stronę i dopiero obracają.




