Problemy z drewniakiem na Mach3 i sterowniku Zelrp
: 06 sty 2016, 15:05
Witam wszystkich.
Od niedawna posiadam 3 osiową frezarkę CNC z płyt MDF sterowaną machem 3 i sterownikiem od Zelrp-a. Za wrzeciono służy chwilowo mała szlifierka z marketu, za jakiś czas wpadnie Kress albo Metabo, ale nie z tym mam problem.
Zacznę od problemu z Mach 3.
- Mam zainstalowanego macha na laptopie gdzie robię rysunki i tworzę g-cody i macha zainstalowanego na starym PC który stoi przy maszynie. PC posiada odpowiednie wymagania do macha, więc myślę że działa wystarczająco dobrze.
I teraz jest taki problem, że gdy stworzę projekt i w Artcam 2008 zapiszę g-cod w różnych postprocesorach to sprawdzam go w machu na laptopie. Wszystko idzie jak trzeba, wykonuje cały kod, kształt się zgadza na podglądzie i najważniejsze czyta 4 lub 5 różnych postprocesorów.
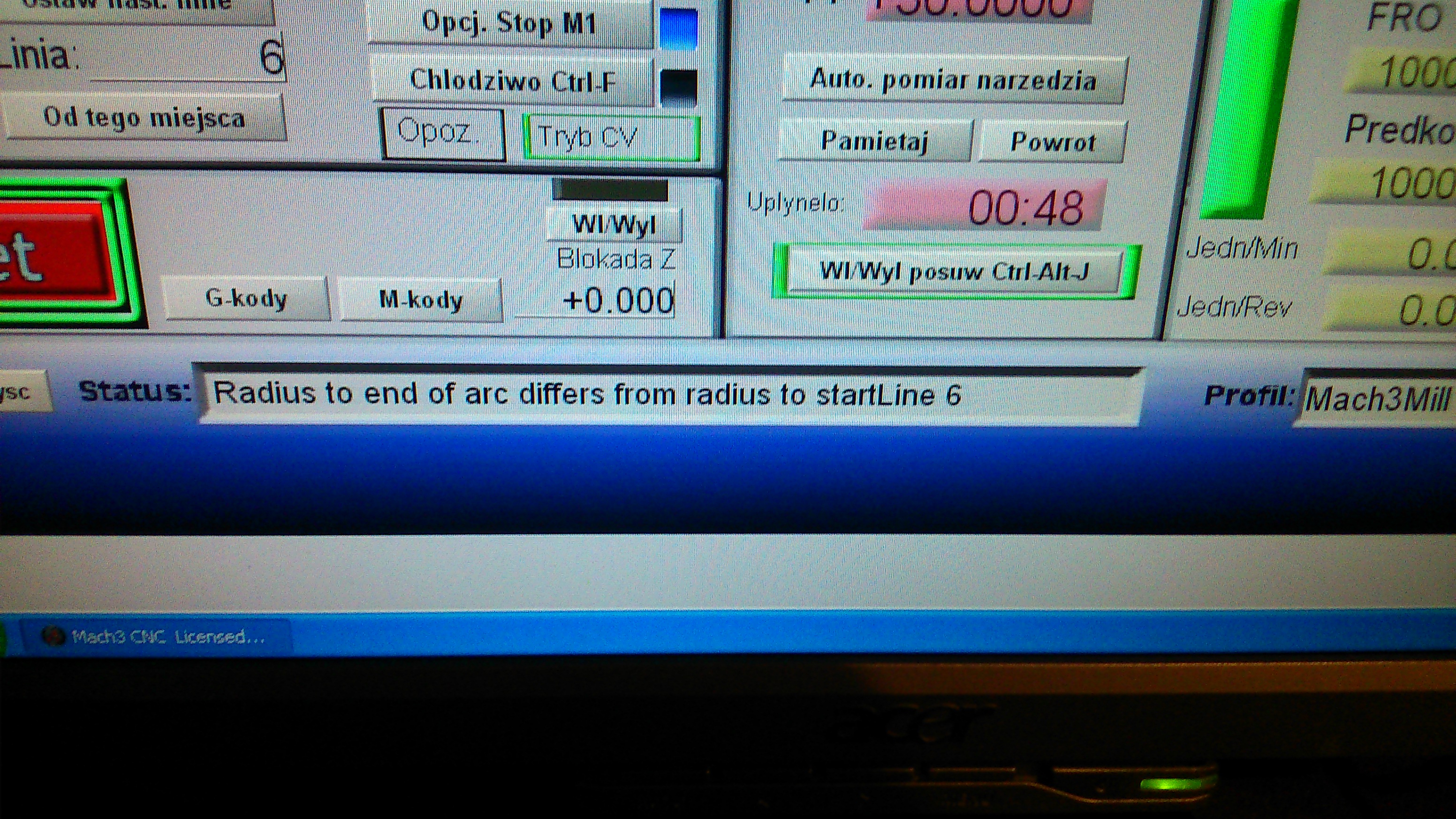
Z radością idę do maszyny, włączam kod a tam klapa. Niektórych kodów nie widzi wcale, inne widzi ale częściowo, jeszcze inne widzi, ale chcąc wyfrezować zatrzymuje się w pewnym momencie i świeci jakiś error (dotyczy to głównie okręgu który chcę wyfrezować).
Przyczyną pewnie jest zły postprocesor tylko czemu laptop potrafi a PC nie? Jakich wy używacie postprocesorów do wykonania g-kodu do mach 3?
- 2 Problem dotyczy ilości g-kodu w macu.
Na 2 komputerach mam zainstalowaną taką samą wersję mach3 i cracka też tego samego (chwilowo z internetu, nie chcę wydawać 7 stów, gdy nie jestem pewny że coś da się wgl zrobić na tym drewniaku).
PC zatrzymuje się przy 500 linii kodu, a na laptopie kod dochodzi do końca nawet 7000 linii mu nie przeszkadza. Czemu się tak dzieje? czy to że do laptopa nie jest podłączona maszyna ma jakieś znaczenie? Próbowałem z odłączoną maszyna na PC ale nic to nie dało. Nie wiem co może być nie tak...
Czas na problemy z samą maszyną:
- Drewno jak to drewno nie jest idealnie poskładana ale są zachowane wszystkie kąty, jest stabilnie, a rozmiary całkowite to 800x1000mm.
Napęd ze śrub trapezowych X -16x4 Y,Z- 12x3. Luzów na osi X nie ma, na osi Y wydaje mi się że też nie ma. Z troszkę może ma ale na Z mi nie zależy na dokładności.
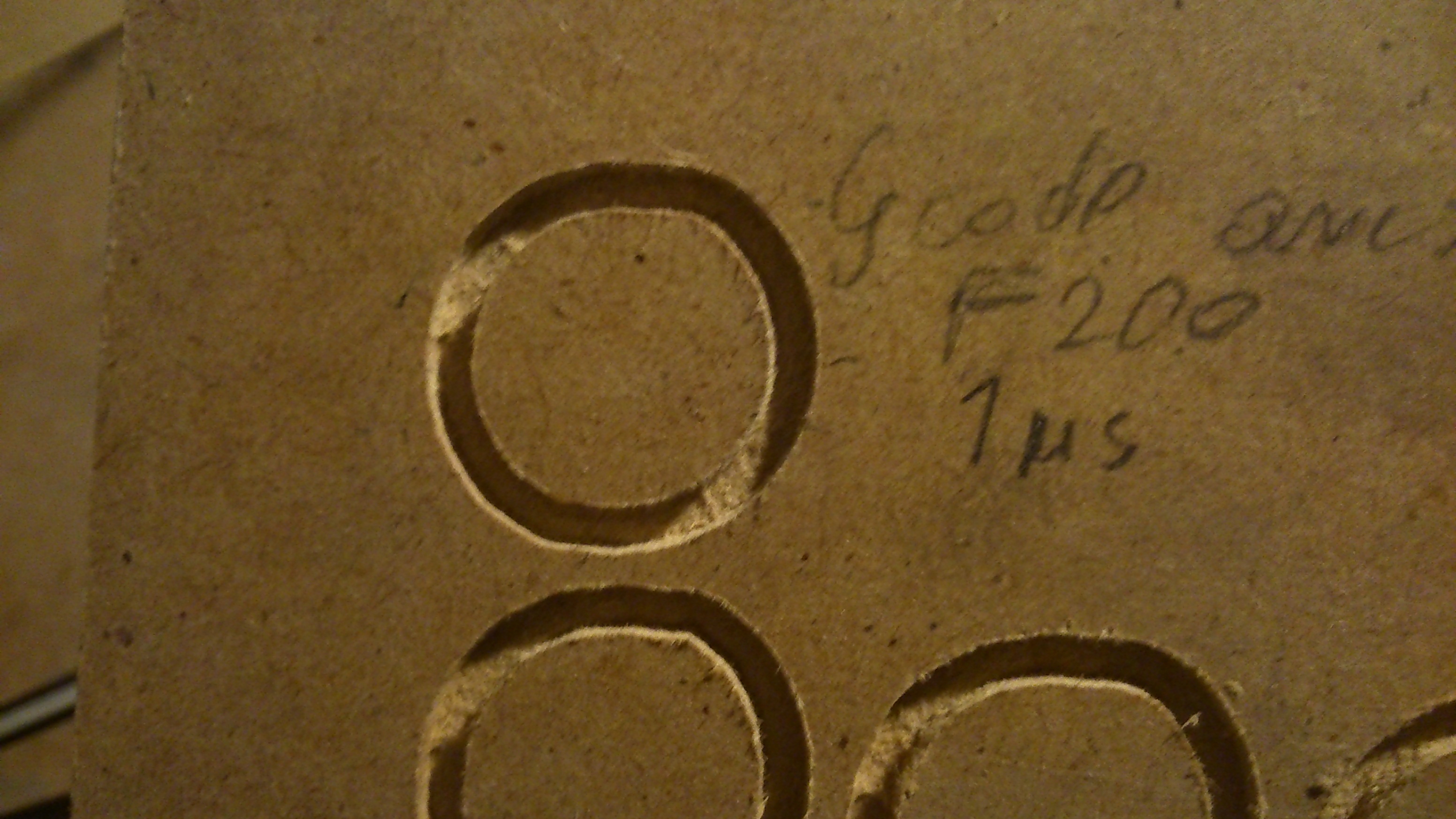
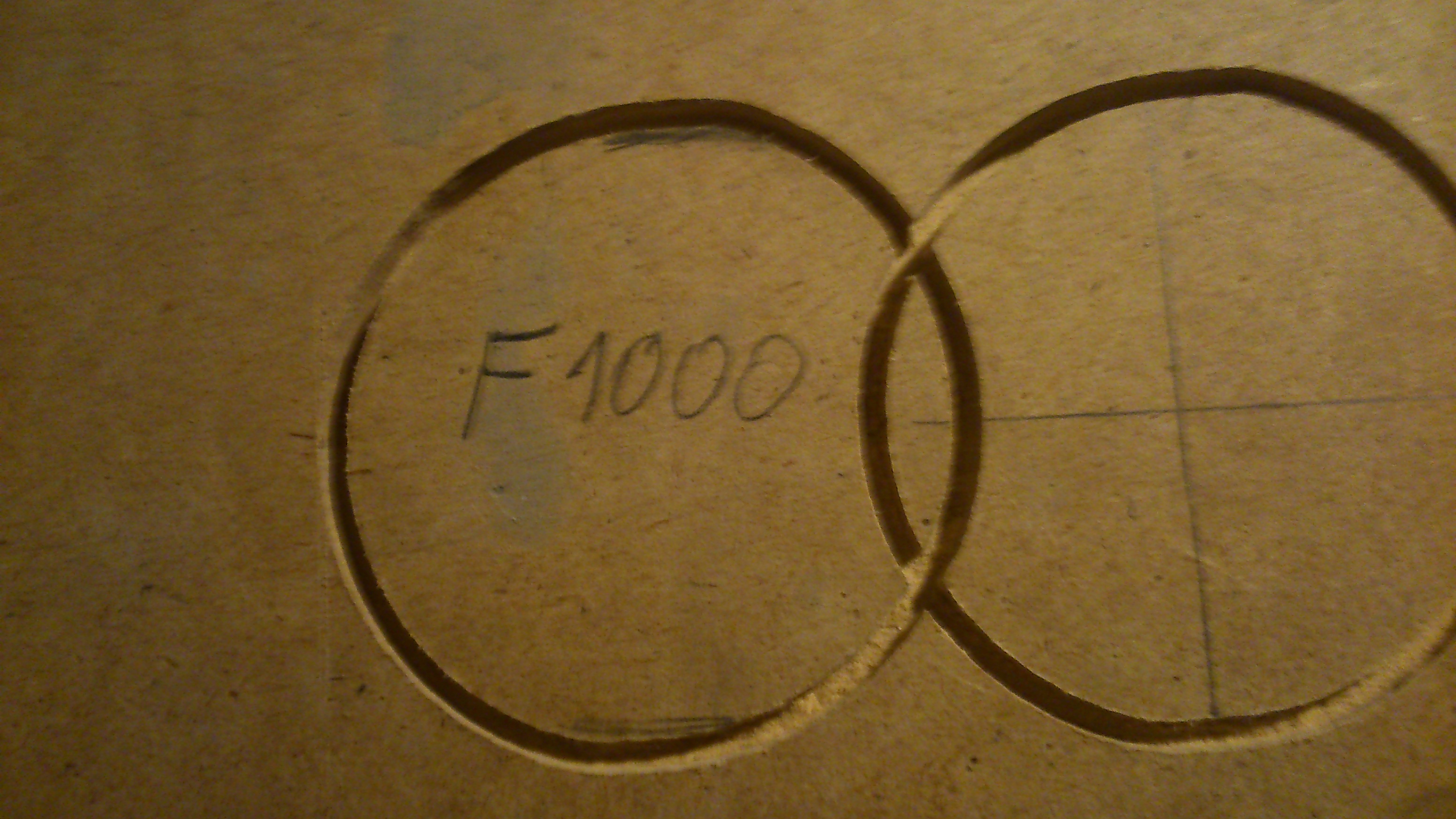
Na prostych maszyna dobrze trzyma wymiar, nie gubi się. Problem jest dopiero gdy chcę wyciąć okrąg. Wychodzi coś takiego jak w zamieszczonych plikach. Co może być powodem takiego kształtu finalnego? Frezuję frezem fi3.175 przy prędkości ok 18000 obr/min i zagłębieniu 2mm/ warstwa.
Żeby rozwiązać ten problem próbowałem już chyba wszystkiego co wyczytałem na forach.
- Skasowanie luzów (skasowane mechanicznie i na oś Y ustawione w programie 0.005)
- Zmiana prędkości posuwu, próbowałem od 200mm/min do 1500 mm/min. Przy 200-500 mm/min wychodzi najlepiej.
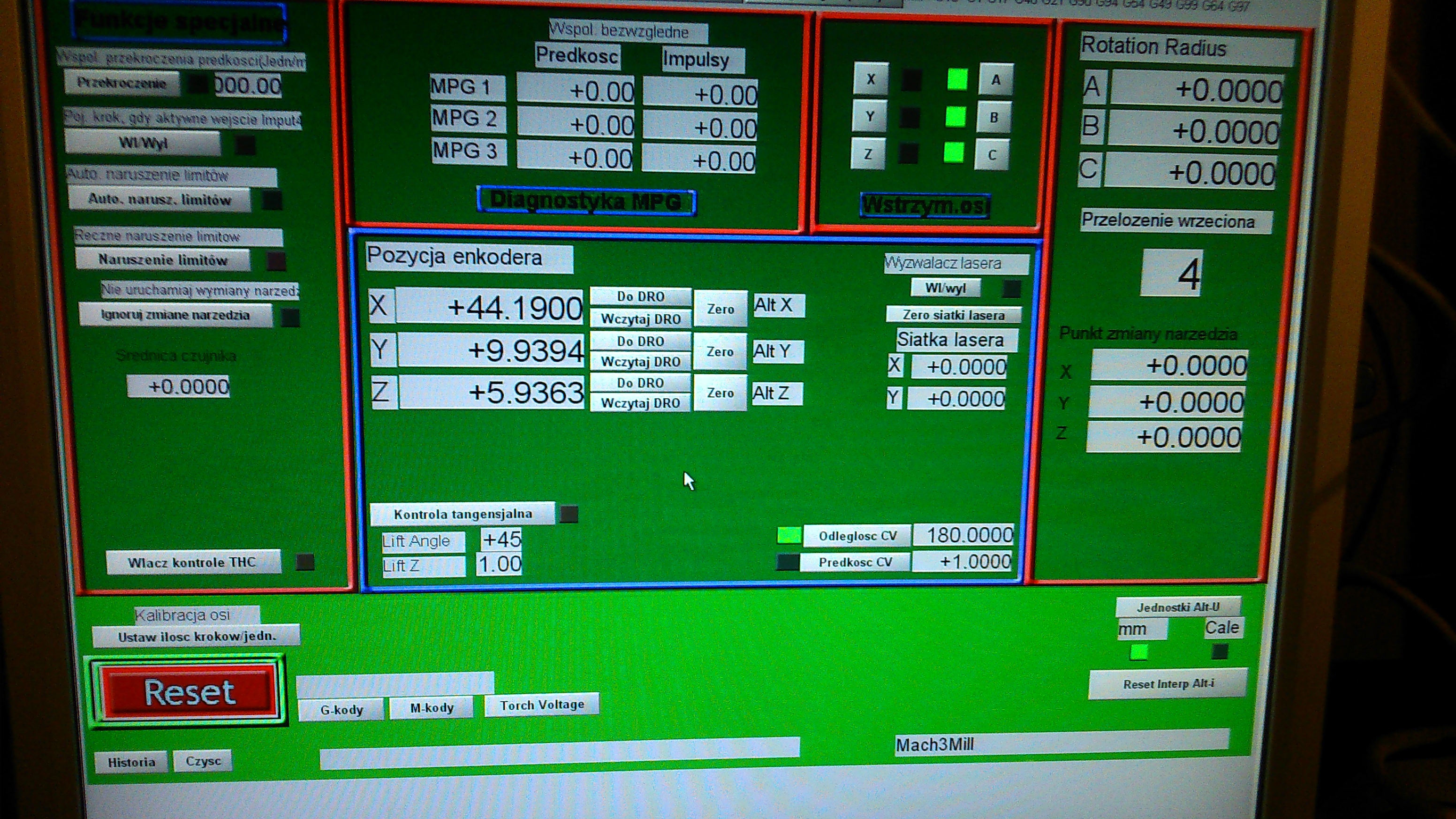
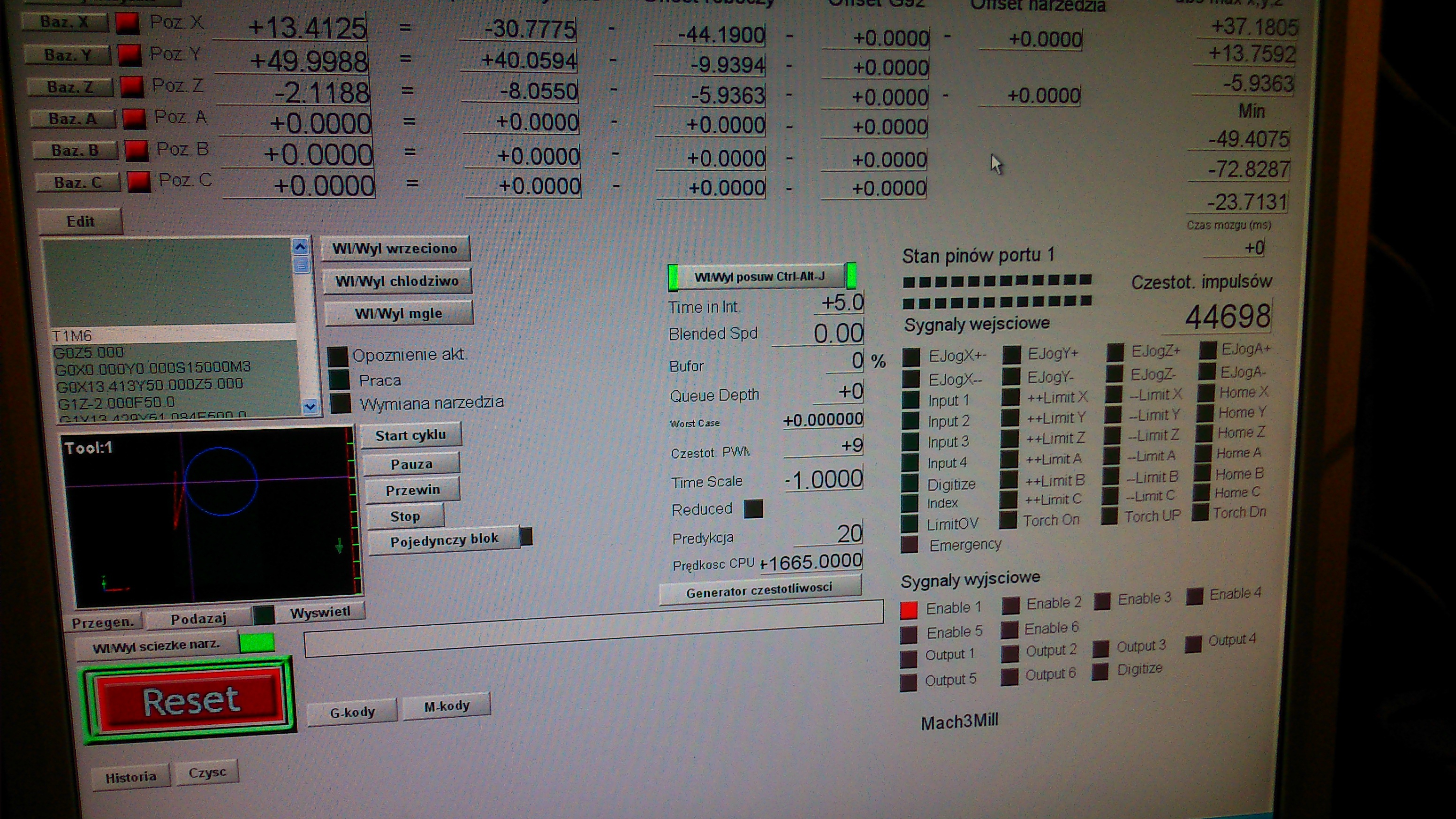
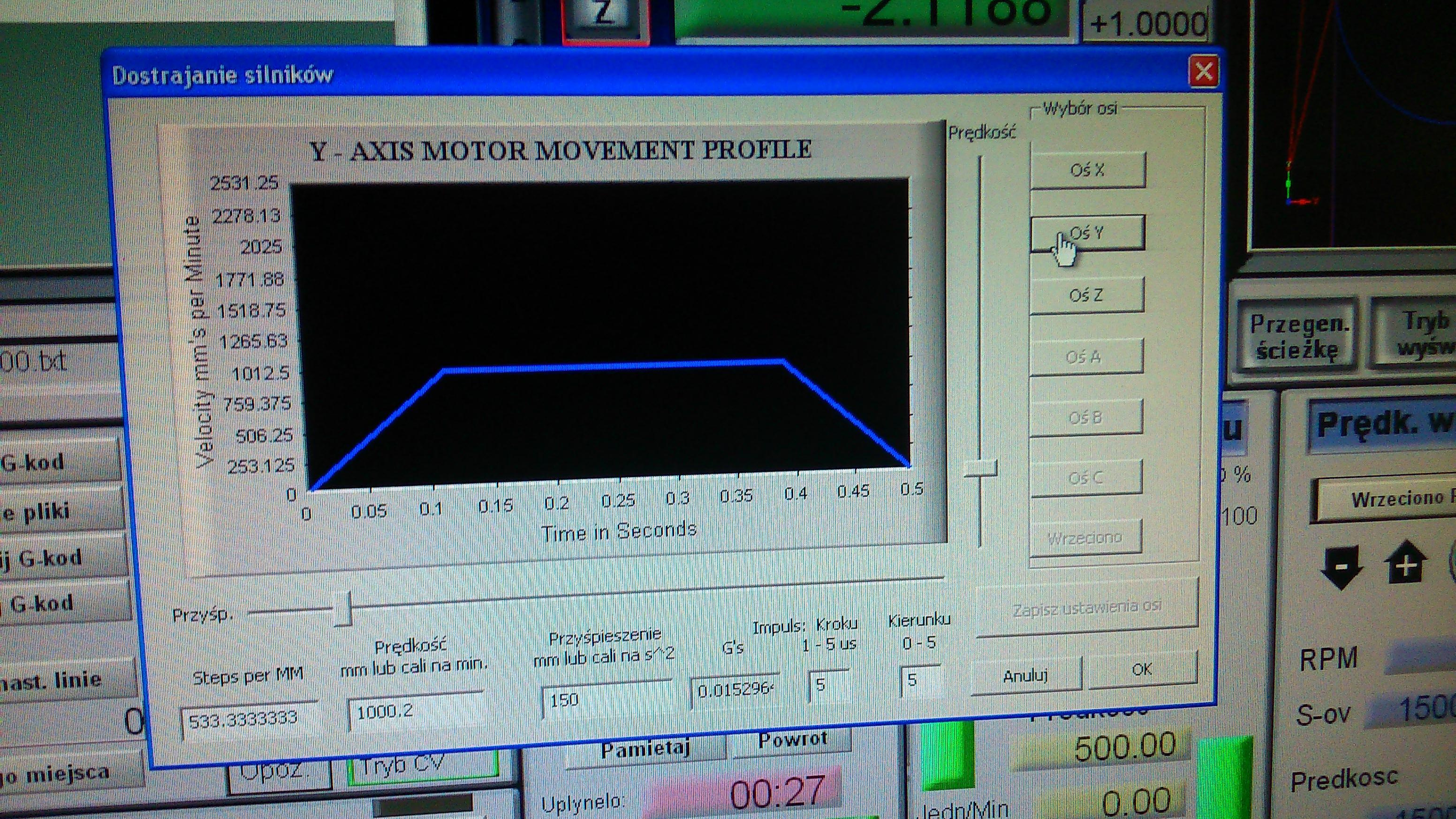
-Zmiana ustawień silników, zdjęcia ustawień też zamieszczam w plikach pod postem.
- Zmiana częstotliwości w machu, mam 45000, próbowałem na 35000 i 25000.
- Zmiana wartości przyspieszenia.
- Zmiana podziału mikrokroków na sterowniku, większość frezowałem na 1/10, dziś zmieniłem na 1/8 i oczywiście zmieniłem wartości kroków na mm w machu.
- Zmiana wielkości frezowanego okręgu, średnica 30mm i średnica 70mm (myślałem, że może na dużym będzie bardziej dokładnie i troszkę jest, ale nadal nie zadawala mnie to).
- Pobawiłem się funkcją CV w machu ale to też nic nie dało.
Nie mam pojęcia co jeszcze mogę zrobić, żeby poprawić wygląd tych kół? Czy jakieś zmiany w programie? Szukać jakiegoś problemu na maszynie w konstrukcji?
Proszę o poradę bo już nie wiem jakich słów użyć żeby znaleść coś nowego co mnie naprowadzi na trop gdzie szukać błędów
Jak czegoś brakuje to doślę zdjęcia lub dopiszę.
Pozdrawiam







Od niedawna posiadam 3 osiową frezarkę CNC z płyt MDF sterowaną machem 3 i sterownikiem od Zelrp-a. Za wrzeciono służy chwilowo mała szlifierka z marketu, za jakiś czas wpadnie Kress albo Metabo, ale nie z tym mam problem.
Zacznę od problemu z Mach 3.
- Mam zainstalowanego macha na laptopie gdzie robię rysunki i tworzę g-cody i macha zainstalowanego na starym PC który stoi przy maszynie. PC posiada odpowiednie wymagania do macha, więc myślę że działa wystarczająco dobrze.
I teraz jest taki problem, że gdy stworzę projekt i w Artcam 2008 zapiszę g-cod w różnych postprocesorach to sprawdzam go w machu na laptopie. Wszystko idzie jak trzeba, wykonuje cały kod, kształt się zgadza na podglądzie i najważniejsze czyta 4 lub 5 różnych postprocesorów.
Z radością idę do maszyny, włączam kod a tam klapa. Niektórych kodów nie widzi wcale, inne widzi ale częściowo, jeszcze inne widzi, ale chcąc wyfrezować zatrzymuje się w pewnym momencie i świeci jakiś error (dotyczy to głównie okręgu który chcę wyfrezować).
Przyczyną pewnie jest zły postprocesor tylko czemu laptop potrafi a PC nie? Jakich wy używacie postprocesorów do wykonania g-kodu do mach 3?
- 2 Problem dotyczy ilości g-kodu w macu.
Na 2 komputerach mam zainstalowaną taką samą wersję mach3 i cracka też tego samego (chwilowo z internetu, nie chcę wydawać 7 stów, gdy nie jestem pewny że coś da się wgl zrobić na tym drewniaku).
PC zatrzymuje się przy 500 linii kodu, a na laptopie kod dochodzi do końca nawet 7000 linii mu nie przeszkadza. Czemu się tak dzieje? czy to że do laptopa nie jest podłączona maszyna ma jakieś znaczenie? Próbowałem z odłączoną maszyna na PC ale nic to nie dało. Nie wiem co może być nie tak...
Czas na problemy z samą maszyną:
- Drewno jak to drewno nie jest idealnie poskładana ale są zachowane wszystkie kąty, jest stabilnie, a rozmiary całkowite to 800x1000mm.
Napęd ze śrub trapezowych X -16x4 Y,Z- 12x3. Luzów na osi X nie ma, na osi Y wydaje mi się że też nie ma. Z troszkę może ma ale na Z mi nie zależy na dokładności.
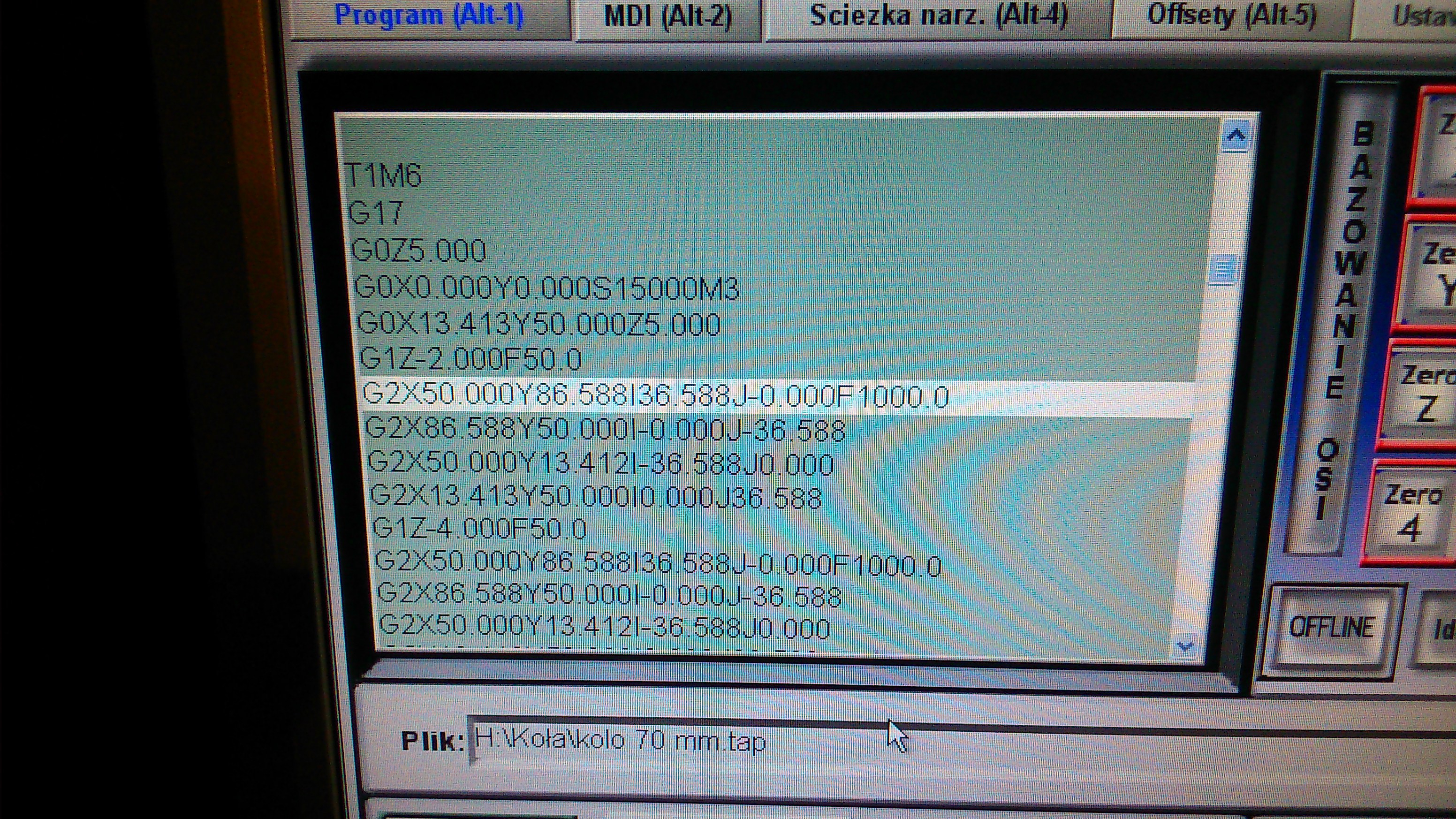
Na prostych maszyna dobrze trzyma wymiar, nie gubi się. Problem jest dopiero gdy chcę wyciąć okrąg. Wychodzi coś takiego jak w zamieszczonych plikach. Co może być powodem takiego kształtu finalnego? Frezuję frezem fi3.175 przy prędkości ok 18000 obr/min i zagłębieniu 2mm/ warstwa.
Żeby rozwiązać ten problem próbowałem już chyba wszystkiego co wyczytałem na forach.
- Skasowanie luzów (skasowane mechanicznie i na oś Y ustawione w programie 0.005)
- Zmiana prędkości posuwu, próbowałem od 200mm/min do 1500 mm/min. Przy 200-500 mm/min wychodzi najlepiej.
-Zmiana ustawień silników, zdjęcia ustawień też zamieszczam w plikach pod postem.
- Zmiana częstotliwości w machu, mam 45000, próbowałem na 35000 i 25000.
- Zmiana wartości przyspieszenia.
- Zmiana podziału mikrokroków na sterowniku, większość frezowałem na 1/10, dziś zmieniłem na 1/8 i oczywiście zmieniłem wartości kroków na mm w machu.
- Zmiana wielkości frezowanego okręgu, średnica 30mm i średnica 70mm (myślałem, że może na dużym będzie bardziej dokładnie i troszkę jest, ale nadal nie zadawala mnie to).
- Pobawiłem się funkcją CV w machu ale to też nic nie dało.
Nie mam pojęcia co jeszcze mogę zrobić, żeby poprawić wygląd tych kół? Czy jakieś zmiany w programie? Szukać jakiegoś problemu na maszynie w konstrukcji?
Proszę o poradę bo już nie wiem jakich słów użyć żeby znaleść coś nowego co mnie naprowadzi na trop gdzie szukać błędów
Jak czegoś brakuje to doślę zdjęcia lub dopiszę.
Pozdrawiam