frezarka sklejka 18 obszar roboczy 50 x 70
: 27 lip 2015, 22:13
Witam serdecznie, chciałbym podzielić się z wami moim projektem frezarki jaki wykonałem ze sklejki 18mm. Sam projekt narodził się kilka lat temu, długo zwlekałem zanim wdrożyłem go w życie – jednak się udało i oto jest  Cel projektu tania frezarka CNC.
Cel projektu tania frezarka CNC.
Pierwszym moim krokiem było zdobycie silników krokowych dość mocnych jednak tanich. Pierwszy zakup :
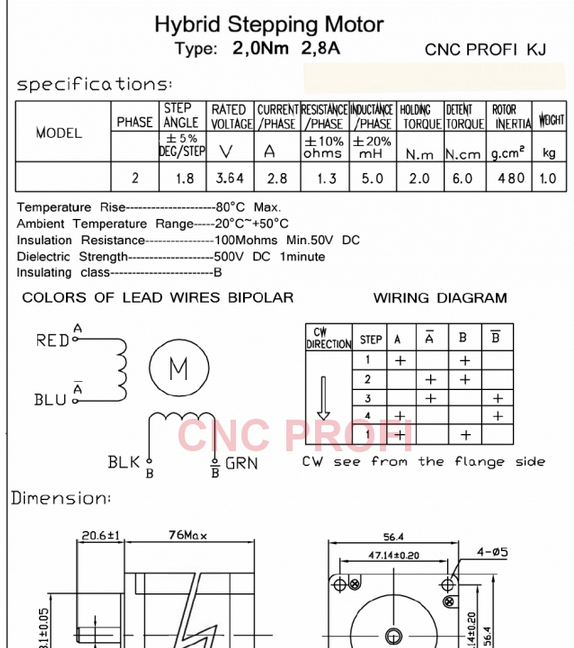
1. Silniki krokowe 2 Nm 1.8 stopnia 2.8 A.
2. Sk 5045 sterowniki silników
3. Płyta główna z wyjściem LPT
4. Zasilacz
5. Wentylatorki jako chłodzenie
Całość zapakowałem do pudełka podłączyłem i wyszło takie cudo jak poniżej;)


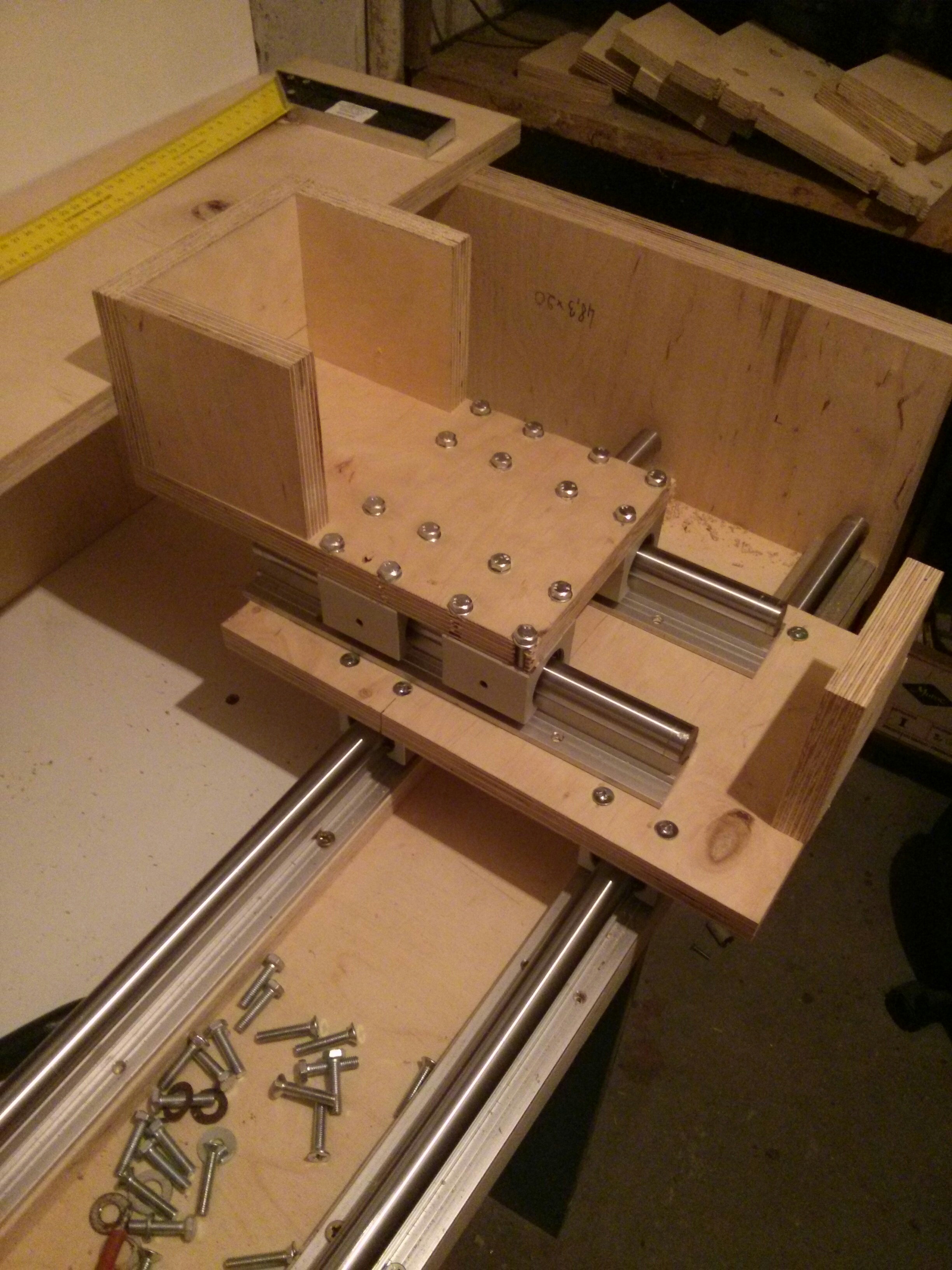
Po kilku dniach nadszedł czas na budowę konstrukcji. Sklejka 18 mm elementy konstrukcyjne zostały zakupione i docięte w sklepie budowlanym Cas…. .
Kilka zdjęć z przebiegu budowy:






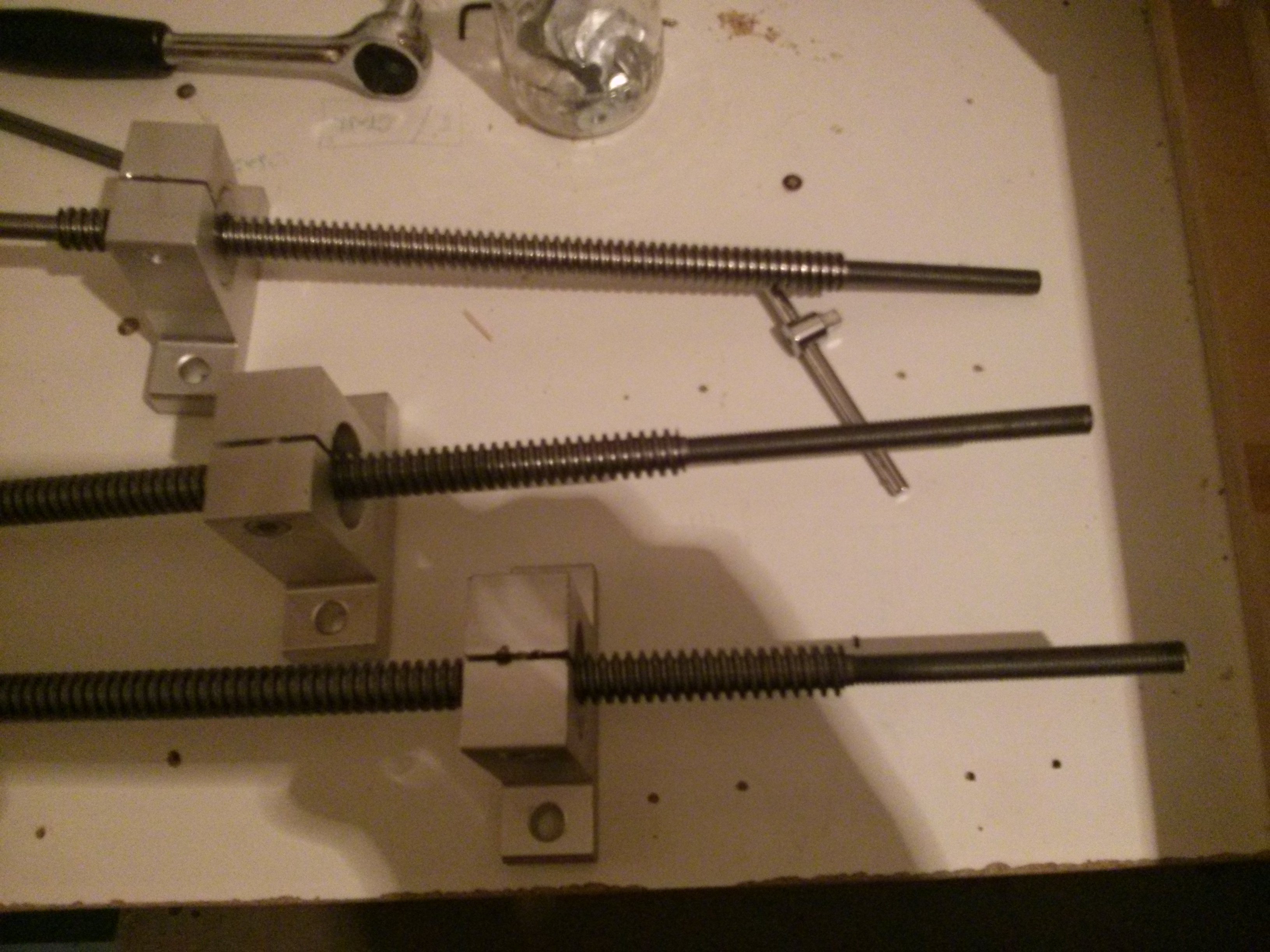
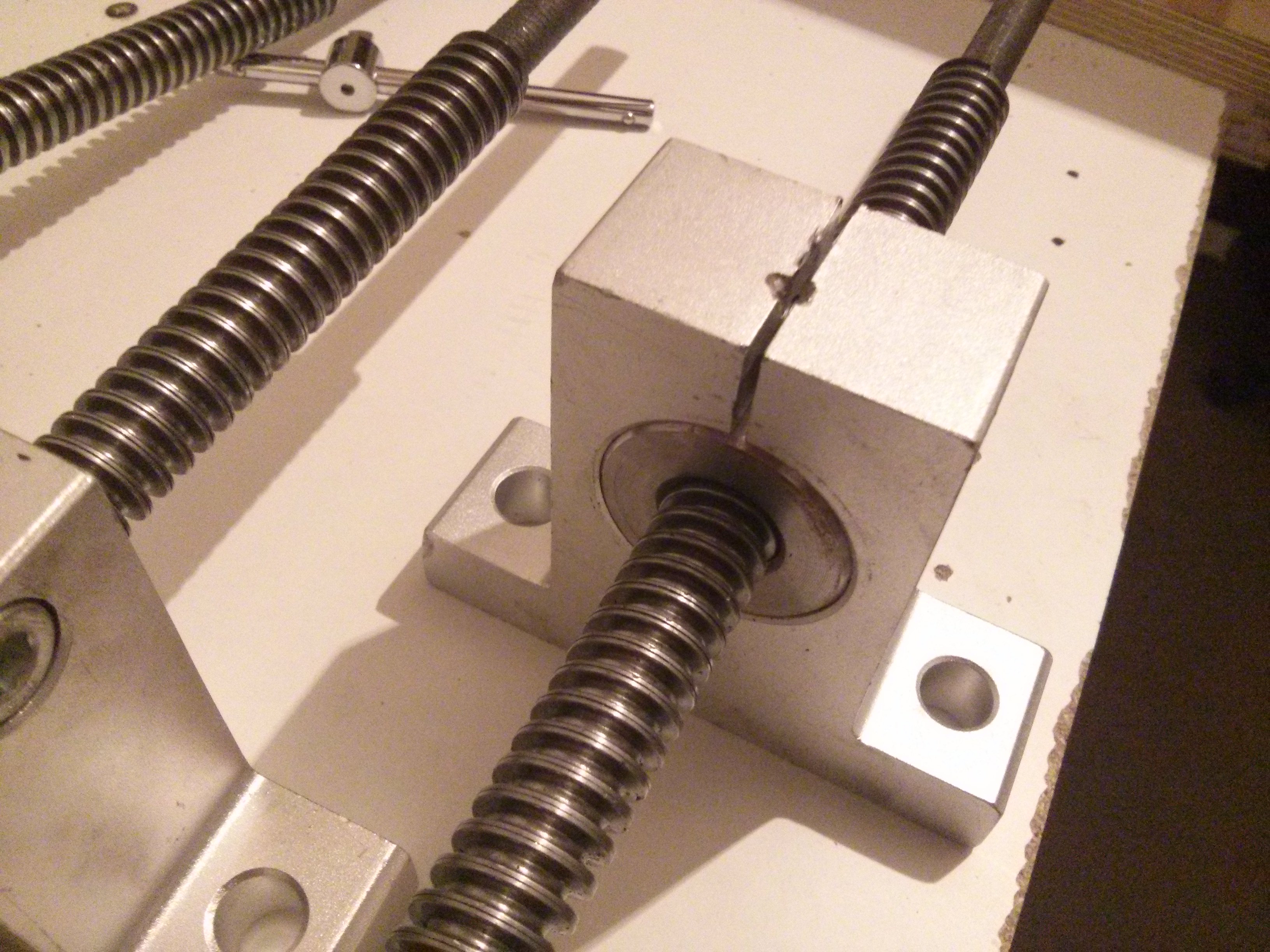
Śruby trapezowe plus nakrętki stalowe 16x4 (rozwiązanie chwilowe , w późniejszym czasie zostaną zastąpione śrubami kulowymi) zostały zakupiona na alledrogo. W zaprzyjaźnionej firmie końce śrub zostały przefrezowane i nagwintowane do średnicy 10 mm. Do zamocowania nakrętek użyłem wspornika końcowego wałków (nakrętki niestety należało wcześniej przefrezować ponieważ były za duże o 1 mm.

C.d.n
[ Dodano: 2015-07-27, 22:24 ]
C.d
Do mocowania końca śruby w sklejce użyłem zwykłego łożyska

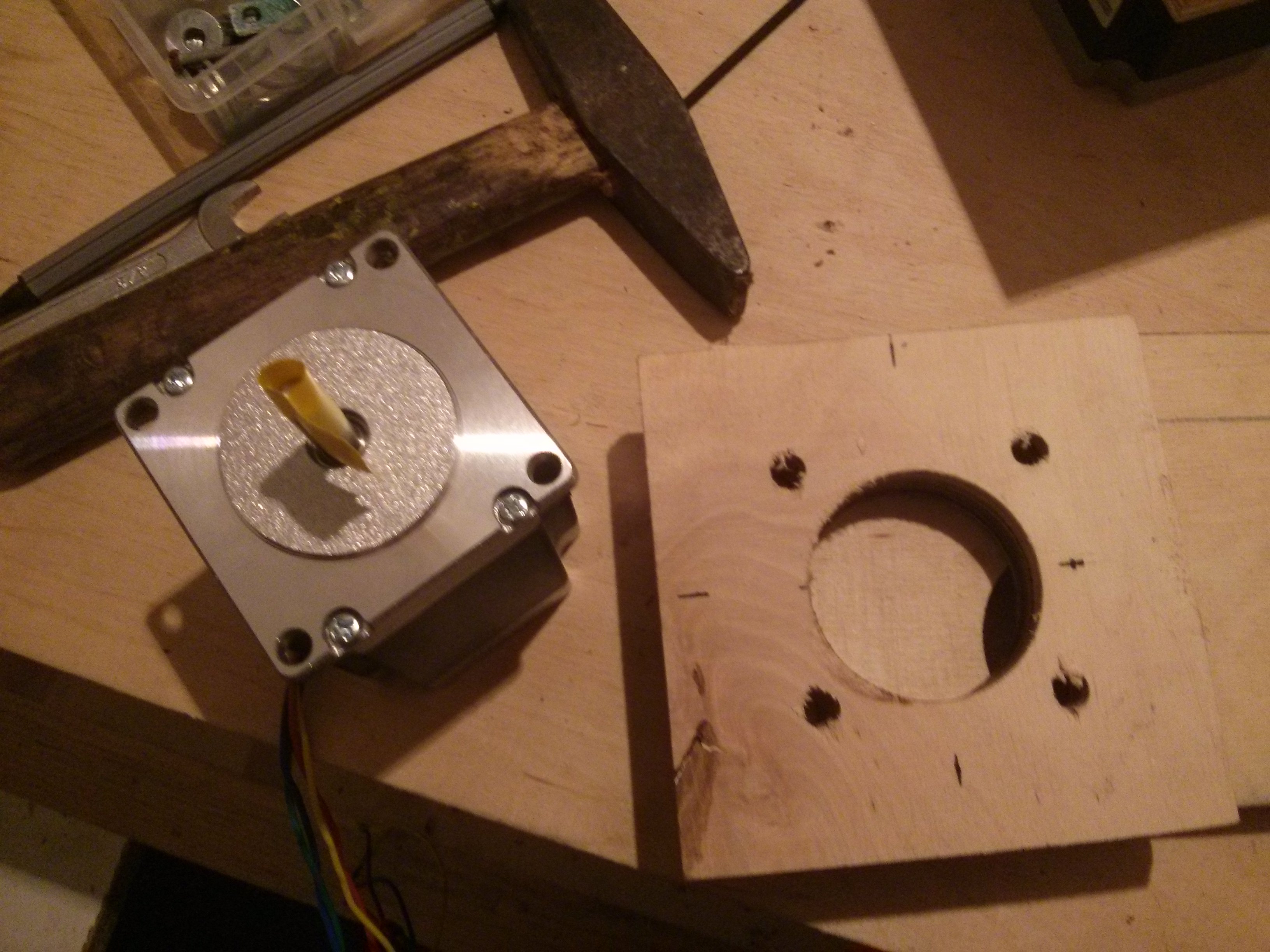
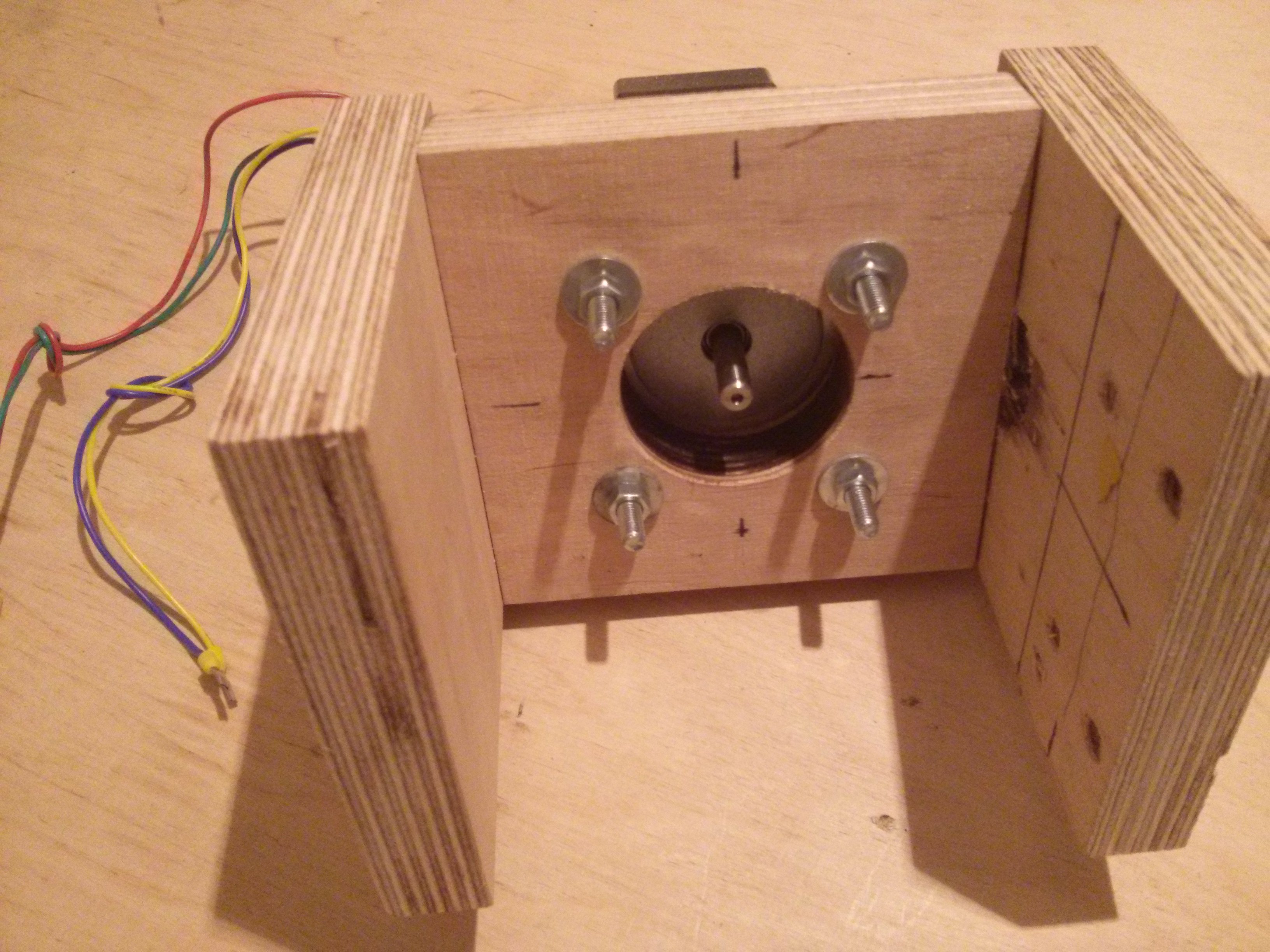
Mocowanie silników do konstrukcji:

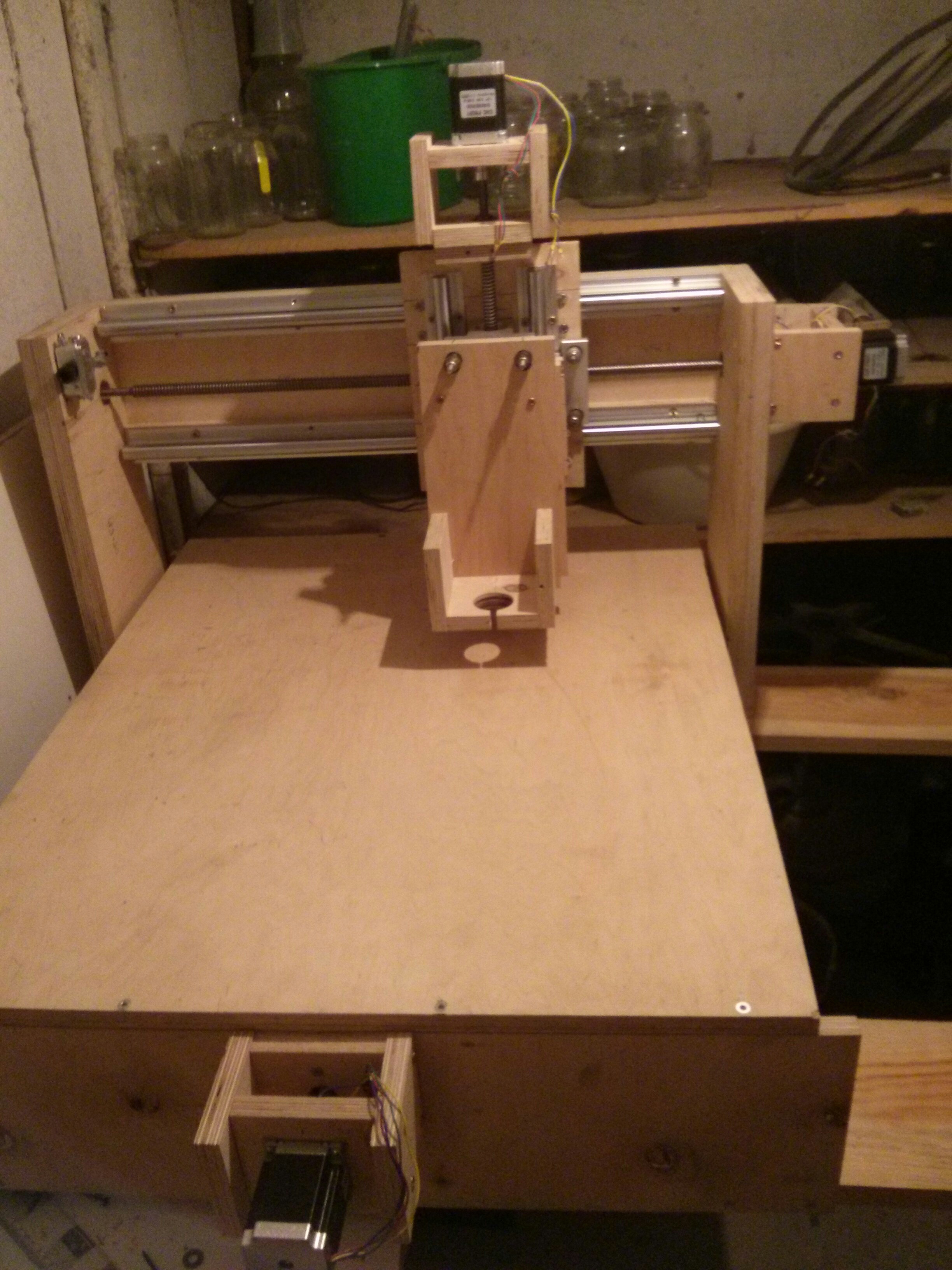
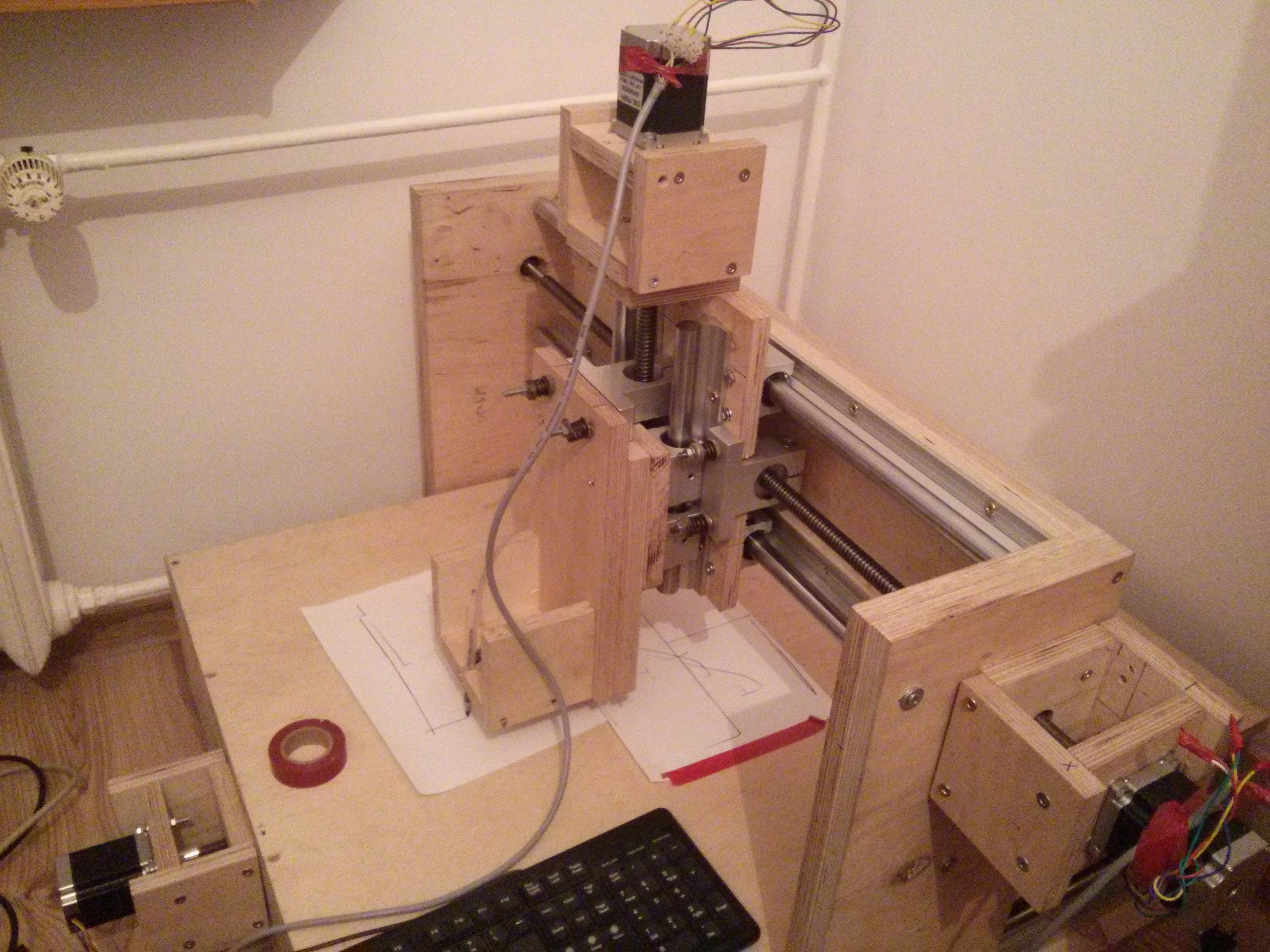
Całość została skręcona i o to efekt końcowy:
Oczywiście wszelkie uwagi mile widziane, jestem początkujący w tej dziedzinie i dopiero się uczę.
Teraz przejdę do pytań jakie mam do osób z większym doświadczeniem ode mnie :
Silniki jakie posiadam plus sterownik:
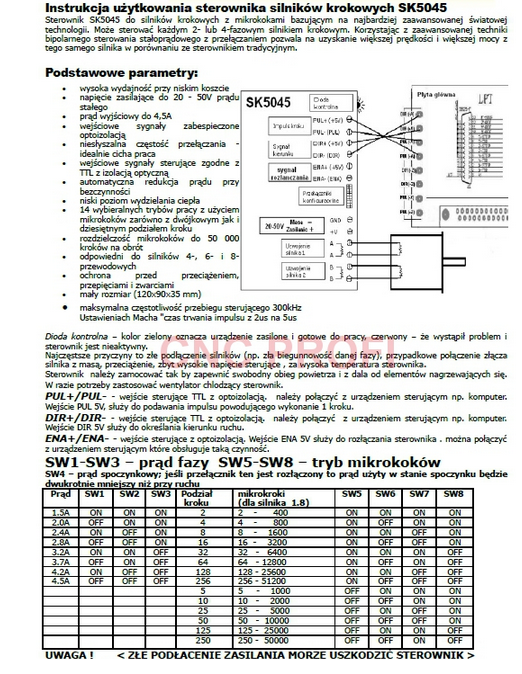
Z racji tego, że mam silniki 2.8 A, zworki na sterowniki ustawiłem :
1.OFF 2.OFF 3.ON
Microstep 32
5.ON 6.ON 7.ON 8.OFF
Czy mikrostep 32 jest Ok ??
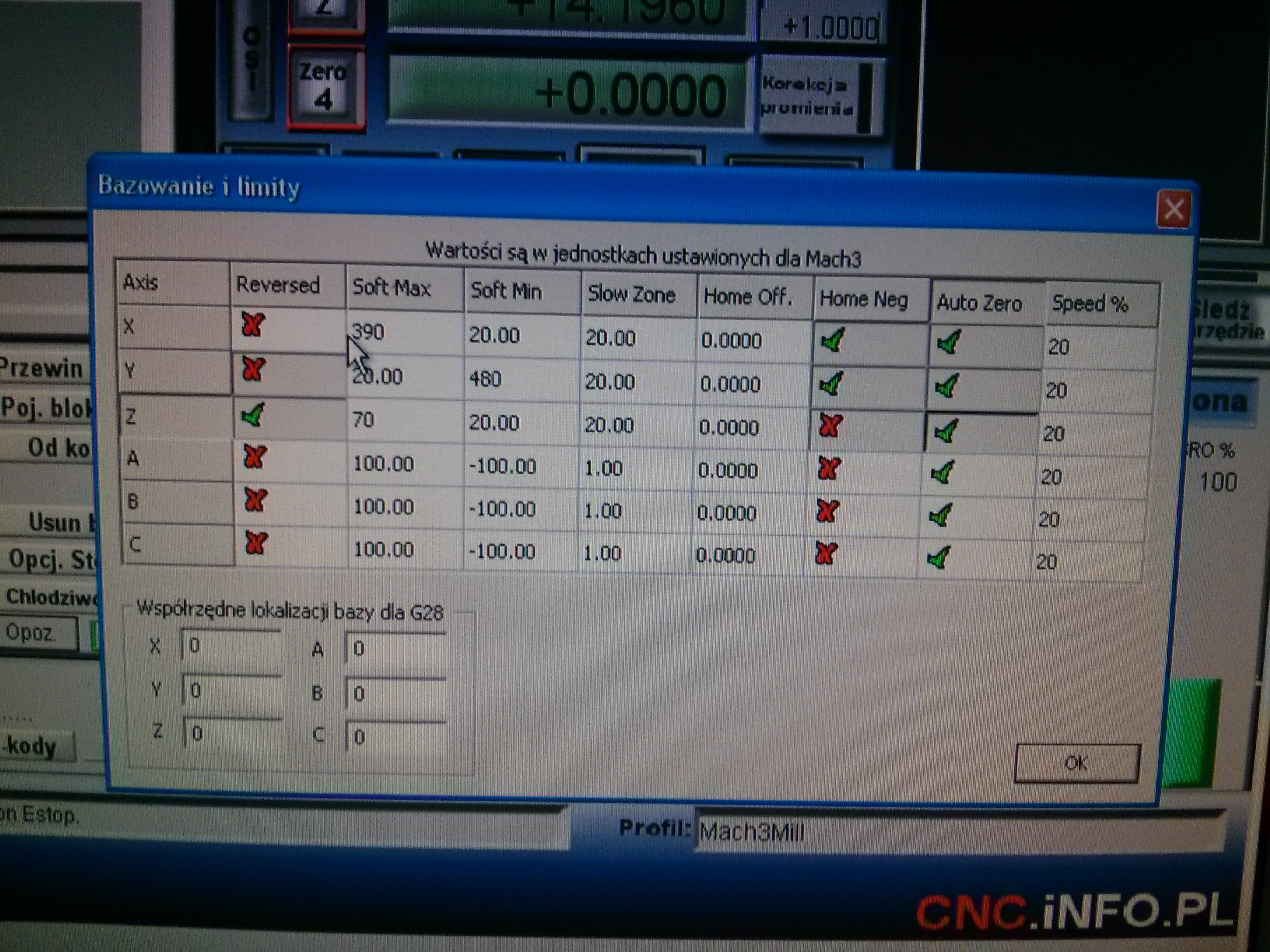
W samym programie mach 3 opcja ‘’dostrajanie silników ‘’ jakie prędkości deklarować żeby praca była optymalna ?? Obecnie mam ustawione steps per MM 2000 prędkośći XYZ 1070, przyśpieszenie 260 przy chwilowej pracy silniki dość się grzeją i tu problem się pojawia nie chciałbym ich spalić ;/
Pozdrawiam i czekam na odpowiedz.
Pierwszym moim krokiem było zdobycie silników krokowych dość mocnych jednak tanich. Pierwszy zakup :
1. Silniki krokowe 2 Nm 1.8 stopnia 2.8 A.
2. Sk 5045 sterowniki silników
3. Płyta główna z wyjściem LPT
4. Zasilacz
5. Wentylatorki jako chłodzenie
Całość zapakowałem do pudełka podłączyłem i wyszło takie cudo jak poniżej;)
Po kilku dniach nadszedł czas na budowę konstrukcji. Sklejka 18 mm elementy konstrukcyjne zostały zakupione i docięte w sklepie budowlanym Cas…. .
Kilka zdjęć z przebiegu budowy:
Śruby trapezowe plus nakrętki stalowe 16x4 (rozwiązanie chwilowe , w późniejszym czasie zostaną zastąpione śrubami kulowymi) zostały zakupiona na alledrogo. W zaprzyjaźnionej firmie końce śrub zostały przefrezowane i nagwintowane do średnicy 10 mm. Do zamocowania nakrętek użyłem wspornika końcowego wałków (nakrętki niestety należało wcześniej przefrezować ponieważ były za duże o 1 mm.
C.d.n
[ Dodano: 2015-07-27, 22:24 ]
C.d
Do mocowania końca śruby w sklejce użyłem zwykłego łożyska
Mocowanie silników do konstrukcji:
Całość została skręcona i o to efekt końcowy:
Oczywiście wszelkie uwagi mile widziane, jestem początkujący w tej dziedzinie i dopiero się uczę.
Teraz przejdę do pytań jakie mam do osób z większym doświadczeniem ode mnie :
Silniki jakie posiadam plus sterownik:
Z racji tego, że mam silniki 2.8 A, zworki na sterowniki ustawiłem :
1.OFF 2.OFF 3.ON
Microstep 32
5.ON 6.ON 7.ON 8.OFF
Czy mikrostep 32 jest Ok ??
W samym programie mach 3 opcja ‘’dostrajanie silników ‘’ jakie prędkości deklarować żeby praca była optymalna ?? Obecnie mam ustawione steps per MM 2000 prędkośći XYZ 1070, przyśpieszenie 260 przy chwilowej pracy silniki dość się grzeją i tu problem się pojawia nie chciałbym ich spalić ;/
Pozdrawiam i czekam na odpowiedz.
 αα
αα