Strona 1 z 4
PROSTOPADŁOŚĆ OSI FREZARKI
: 14 mar 2010, 17:48
autor: Kowal
Witam!
Coraz blizej końca budowy maszyny i zastanawiam się jak najlepiej zmierzyć prostopałość osi. Znalazłem w jednym z supermarketów regał z kątownikami i każdy z nich ( chdzi mi o różne modele a nie pojedyńcze sztuki) ma inny kąt 90 stopni. najlepszy jaki znalazłem to z błędem 1mm na długości 1m ale czy to własnie te kątowniki mają 90stopni? Potem wpadł mi w ręce kątomierz elektroniczny SKIL . Niestety wskazania pokazywały ze kątownik aluminiowy miał 90,5 stopnia ! tylko który ma właśnie te 90 a który ma bład?
Potem znalazłem przyrządy laserowe np BOSCH które mają dokładność według katalogu 0,5stopnia na metr tylko nie wiem czy taka linijka laserowa pokazująca linie pionową i poziomą moze być przydatna bo kostuje ok 600zł.
Stąd moje pytanie czym najlepiej ustawić osie tak żeby były prostopadłe?
: 14 mar 2010, 18:04
autor: namemartin
Witam!
Jeśli tradycyjny kątownik to tylko
tego typu ze stopką . Z atestem, gwarancją jakości.
W marketach tego nie sprzedają.
Pozdrawiam
: 14 mar 2010, 18:56
autor: pasierbo
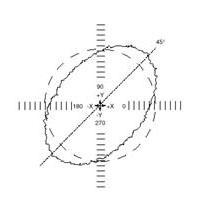
Jak bys miał już napędy zamontowane i uruchomione to można by narysować jak największe koło zaostrzonym ołówkiem, a potem to samo koło cyrklem i porównać. Błąd prostopadłości w osiach xy objawia się mniej wiecej tak
: 14 mar 2010, 19:00
autor: podrzeźbi
Należy mierzyć jeden kątownik innymi. Te, które najmniej odbiegają od średniej. To są przyrządy do zastosowań domowo-budowlano-ślusarsko-stolarskich i made in China. Ale właśnie metodą wielokrotnych pomiarów można coś wybrać. To jest właśnie zaleta marketów samoobsługowych, że można wybierać, przebierać... Dobrze jak ma to mocowanie na śrubach z małymi luzami, wtedy można ustalić jakąś zadawalającą precyzję. Z tego co wiem, to również odlewy podlegają selekcji ze względu chociażby na skurcz. Albo lufy karabinów snajperskich. Podobnie kształtki gorącowalcowane, jak się ma czas i chęci to coś można wybrać, nie wszystkie są krzywe.
: 14 mar 2010, 19:47
autor: binek
najlepiej winkiel spradzic tak ,biezesz kawalek blachy do jednej prostej krawedzi przykladasz kotownik[najlepiej ze stopka]rysujesz kreske rysikiem obracasz katownik o 180 st i jak linia sie zgadza z krawedziom katownika to znaczy ze ma dokladniw 90 st
: 14 mar 2010, 20:14
autor: Kowal
binek pisze:najlepiej winkiel spradzic tak ,biezesz kawalek blachy do jednej prostej krawedzi przykladasz kotownik[najlepiej ze stopka]rysujesz kreske rysikiem obracasz katownik o 180 st i jak linia sie zgadza z krawedziom katownika to znaczy ze ma dokladniw 90 st
No to właśnie jest prosta metoda. Jutro sprawdze , Uzyje do tego szlifowanej sztaby( płaskownika ) Myśle że jest to idealna metoda kontroli. Prosta i ogólnie dostępna
: 14 mar 2010, 20:43
autor: cnc3d
Maszyny ustawia się na kątowniki walcowe tzw. szklanki.
Taki kątownik ma idealny kąt prosty co grawantuje sama metoda jego wykonania.
: 14 mar 2010, 20:52
autor: Kowal
cnc3d pisze:Maszyny ustawia się na kątowniki walcowe tzw. szklanki.
Taki kątownik ma idealny kąt prosty co grawantuje sama metoda jego wykonania.
A jak wygląda taki kątownik? Możę jakiś link lub opis?
: 14 mar 2010, 20:53
autor: Maq
: 14 mar 2010, 21:21
autor: Kowal
Dięki za odpowiedź ale zdjęcie jest mało czytelne i nie wiem jak dokładnie to wygląda Wydaje mi się że jest to po prostu kawałek walca wyslifowanego z idealnie prostopadłym " denkiem" podstawą.
Ciekawe czy da sie coś takiego wykonac na tkoarce, i jaka bedzie wtedy dokładnosc walca?