



Witam!
Mam problem z opóźnionym wyłączaniem palnika po zakończeniu cięcia. Programy jakie używam to Sheetcam, Mach3...
W czym rzecz? tnę element wszystko pali zgodnie z ustawieniami w sheetcam, po dojechaniu do końca ścieżki palnik jeszcze pali ok 3 sek, czy to jest poprawne? Z plazmą HF to raczej prędzej czy później uwale jonizator? Nie jestem specjalistą w dziedzinie wypalania plazmą, ale na filmach które przejrzałem proces palenia różni się w porównaniu z moim.
Jest jakaś opcja w Mach3 którą przyspieszę wyłączanie palnika na końcu ciecia ARC itp?
Detekcja głowica pływająca makro od Karpika
Długie utrzymanie łuku plazmy
-
moderasura
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 4
- Posty: 38
- Rejestracja: 12 lip 2015, 15:48
- Lokalizacja: Kolberg
Długie utrzymanie łuku plazmy
Ostatnio zmieniony 15 lip 2017, 21:37 przez moderasura, łącznie zmieniany 1 raz.
Plazma CNC WS 1000
Frezarka CNC WS 1000
Frezarka CNC WS 1000
Tagi:


-
moderasura
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 4
- Posty: 38
- Rejestracja: 12 lip 2015, 15:48
- Lokalizacja: Kolberg
Przykładowy kod
Kod: Zaznacz cały
N0010 (Filename: podkladkalozyska.tap)
N0020 (Post processor: poprawiony plazma.scpost)
N0030 (Date: 2016-10-03)
N0040 G21 (Units: Metric)
N0050 G53 G90 G40
N0060 F1
N0070 S500
N0080 (Part: UCFL204-IPTCIBearings-07-10-2017)
N0090 (Process: Wewnątrz, WEW_OTWORY, T6: Plazma, 3mm blacha)
N0100 G00 X0.0000 Y0.0000 Z10.0000
N0110 M06 T6 (Plazma, 3mm blacha)
N0120 G00 Z10.0000
N0130 X56.7122 Y23.8468
N0140 M301
N0150 M300
N0160 G00 Z2.0000
N0170 M03
N0180 G04 P0.1
N0190 M302
N0200 G01 X56.8929 Y16.8491 F1000
N0210 G03 X69.9248 Y30.9291 I-0.3459 J13.3910 F1000.0
N0220 X56.5472 Y43.6347 I-13.3776 J-0.6896
N0230 X56.8929 Y16.8491 I0.0000 J-13.3951
N0240 G01 X56.7122 Y23.8468 F1000
N0250 M301
N0260 M05
N0270 G00 Z10.0000
N0280 X11.5035 Y31.8425
N0290 M301
N0300 M300
N0310 G00 Z2.0000
N0320 M03
N0330 G04 P0.1
N0340 M302
N0350 G01 X11.8636 Y24.8517
N0360 G03 X16.9531 Y30.7914 I-0.2779 J5.3885 F1000.0
N0370 X11.5859 Y35.6347 I-5.3671 J-0.5520
N0380 X6.1909 Y30.2397 I-0.0001 J-5.3949
N0390 X11.8636 Y24.8517 I5.3951 J0.0000
N0400 G01 X11.5035 Y31.8425 F1000
N0410 M301
N0420 M05
N0430 G00 Z10.0000
N0440 X101.3450 Y31.8359
N0450 M301
N0460 M300
N0470 G00 Z2.0000
N0480 M03
N0490 G04 P0.1
N0500 M302
N0510 G01 X102.0601 Y24.8725
N0520 G03 X106.8414 Y31.0613 I-0.5522 J5.3680 F1000.0
N0530 X101.5084 Y35.6347 I-5.3331 J-0.8228
N0540 X96.1205 Y29.9621 I0.0000 J-5.3951
N0550 X102.0601 Y24.8725 I5.3885 J0.2779
N0560 G01 X101.3450 Y31.8359 F1000
N0570 (Process: Na zewnątrz, ZEW, T6: Plazma, 3mm blacha)
N0580 M301
N0590 M05
N0600 G00 Z10.0000
N0610 X18.8679 Y8.0570
N0620 M301
N0630 M300
N0640 G00 Z2.0000
N0650 M03
N0660 G04 P0.1
N0670 M302
N0680 G01 X20.9476 Y12.6040
N0690 X7.2561 Y18.8663
N0700 G02 X0.2063 Y34.6064 I4.2969 J11.3734 F1000.0
N0710 X7.2615 Y41.6157 I10.8570 J-3.8728
N0720 G01 X43.5453 Y58.2132 F1000
N0730 G02 X69.5420 Y58.2165 I13.0019 J-28.0031 F1000.0
N0740 G01 X105.8703 Y41.6001 F1000
N0750 G02 X112.8898 Y25.8784 I-4.3285 J-11.3606 F1000.0
N0760 X105.8583 Y18.8741 I-10.8565 J3.8672
N0770 G01 X69.5448 Y2.2643 F1000
N0780 G02 X43.4587 Y2.3076 I-12.9966 J28.0000 F1000.0
N0790 G01 X20.9476 Y12.6040 F1000
N0800 X18.8679 Y8.0570
N0810 M301
N0820 M05
N0830 G00 Z10.0000
N0840 X0.0000 Y0.0000
N0850 M05 M30Plazma CNC WS 1000
Frezarka CNC WS 1000
Frezarka CNC WS 1000
-
szary11
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 377
- Rejestracja: 16 lut 2011, 22:44
- Lokalizacja: Tarnogród
za każdym razem przed wyłączeniem palnika m5 masz wstawione m301 tu szukaj problemu. Przeglądnij co siedzi pod tą komendą, pewnie jest tam jakaś pauza G64 która powoduje Twój problem.
Jeżeli dobrze widzę na stronie prokopcia to M301 jest wykryciem materiału podczas zjazdu palnika, a M300 z wykryciem po najeździe na krańcówkę.
Ty masz wpisane obie funkcje na początku wpalenia, to raczej błąd, i po co na końcu cięcia m301 , wyrzuć to i spróbuj .
Jeżeli dobrze widzę na stronie prokopcia to M301 jest wykryciem materiału podczas zjazdu palnika, a M300 z wykryciem po najeździe na krańcówkę.
Ty masz wpisane obie funkcje na początku wpalenia, to raczej błąd, i po co na końcu cięcia m301 , wyrzuć to i spróbuj .
-
moderasura
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 4
- Posty: 38
- Rejestracja: 12 lip 2015, 15:48
- Lokalizacja: Kolberg
W zasadzie w tym M301 to jest tylko komenda do wyłączania THC na końcu cięcia, anty nurkowanie palnika.
A używam tego postprocesora SheetCam...
A używam tego postprocesora SheetCam...
Kod: Zaznacz cały
function OnAbout(event)
ctrl = event:GetTextCtrl()
ctrl:AppendText("plasma THC300 post processor\n")
ctrl:AppendText("\n")
ctrl:AppendText("Modal G-codes and coordinates\n")
ctrl:AppendText("Comments enclosed with ( and )\n")
ctrl:AppendText("M03/M05 turn the torch on/off\n")
ctrl:AppendText("Incremental IJ\n")
ctrl:AppendText("The torch is referenced at cut start and every 500mm of movement thereafter\n")
ctrl:AppendText("Designed for use with Mach2 and Campbell Designs THC300\n")
ctrl:AppendText("Post variables:\n")
ctrl:AppendText("refdistance - set the distance between each reference\n")
end
-- revision 3/2/07
-- Removed final safety move. This is now done in SheetCam
-- revision 7/10/05
-- Added new arc handling
-- created 27/10/04
-- Based on plasma1.post
function OnInit()
post.SetCommentChars ("()", "[]") --make sure ( and ) characters do not appear in system text
post.Text (" (Filename: ", fileName, ")\n")
post.Text (" (Post processor: ", postName, ")\n")
post.Text (" (Date: ", date, ")\n")
if(scale == metric) then
post.Text (" G21 (Units: Metric)\n") --metric mode
else
post.Text (" G20 (Units: Inches)\n") --inch mode
end
post.Text (" G53 G90 G40\n F1\n S500\n")
dist = 9999999
refdistance = 500 * scale
switchoffset = -0.08
bigarcs = 1 --stitch arc segments together
minArcSize = 0.05 --arcs smaller than this are converted to moves
end
function OnNewLine()
post.Text ("N")
post.Number (lineNumber, "0000")
lineNumber = lineNumber + 10
end
function OnFinish()
post.Text (" M05 M30\n")
end
function OnRapid()
if(math.hypot(endX-currentX , endY-currentY) < 0.001 and endZ < currentZ) then return end
dist = dist + math.hypot(endX-currentX , endY-currentY)
post.ModalText (" G00")
post.ModalNumber (" X", endX * scale, "0.0000")
post.ModalNumber (" Y", endY * scale, "0.0000")
post.ModalNumber (" Z", endZ * scale, "0.0000")
post.Eol()
end
function OnMove()
dist = dist + math.hypot(endX-currentX , endY-currentY)
post.ModalText (" G01")
post.ModalNumber (" X", endX * scale, "0.0000")
post.ModalNumber (" Y", endY * scale, "0.0000")
post.ModalNumber (" Z", endZ * scale, "0.0000")
post.ModalNumber (" F", feedRate * scale, "0.###")
post.Eol()
end
function OnArc()
dist = dist + math.hypot(endX-currentX , endY-currentY)
if(arcAngle <0) then
post.ModalText (" G03")
else
post.ModalText (" G02")
end
post.NonModalNumber (" X", endX * scale, "0.0000")
post.NonModalNumber (" Y", endY * scale, "0.0000")
post.ModalNumber (" Z", endZ * scale, "0.0000")
post.Text (" I")
post.Number ((arcCentreX - currentX) * scale, "0.0000")
post.Text (" J")
post.Number ((arcCentreY - currentY) * scale, "0.0000")
post.ModalNumber (" F", feedRate * scale, "0.0###")
post.Eol()
end
function OnPenDown()
--[[ post.ModalText (" G00")
post.ModalNumber (" X", endX * scale, "0.0000")
post.ModalNumber (" Y", endY * scale, "0.0000")
post.Eol()]]
if (preheat > 0) then
post.ModalText (" G00")
post.ModalNumber (" Z", cutHeight * scale, "0.0000")
post.Eol()
post.Text(" M801\n G04 P 0.5\n M802\n G04 P0.1\n M902")
post.Text ("\n G04 P")
post.Number (preheat,"0.###")
post.Eol()
end
post.ModalText (" M301\n M300\n G00")
post.ModalNumber (" Z", pierceHeight * scale, "0.0000")
post.Text ("\n M03\n")
if (pierceDelay > 0) then
post.Text (" G04 P")
post.Number (pierceDelay,"0.###")
post.Text ("\n M302")
post.Eol()
end
end
function OnPenUp()
post.Text (" M301\n M05\n")
end
function OnNewOperation()
post.Text (" (Process: ", operationName, ")\n")
if (plungeRate <= 0) then
post.Warning("WARNING: Plunge rate is zero")
end
if (feedRate <= 0) then
post.Warning("WARNING: Feed rate is zero")
end
end
function OnComment()
post.Text(" (",commentText,")\n")
end
function OnToolChange()
post.Text (" M06 T")
post.Number (tool, "0")
post.Text (" (", toolName, ")\n")
end
function OnNewPart()
post.Text(" (Part: ",partName,")\n");
end
function OnDrill()
OnRapid()
OnPenDown()
endZ = drillZ
OnMove()
OnPenUp()
endZ = safeZ
OnRapid()
endPlazma CNC WS 1000
Frezarka CNC WS 1000
Frezarka CNC WS 1000
-
moderasura
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 4
- Posty: 38
- Rejestracja: 12 lip 2015, 15:48
- Lokalizacja: Kolberg
A tu makro M301.
Wywalę to makro i sprawdzę to na maszynie, tylko pewnie pojawi się problem z nurkowaniem palnika...
Chyba jednak będzie tu problem?, tym kodem wyłączam THC-Myplasm na końcu palenia.
Zastosuję się do twoich wskazówek i sprawdzę to dzisiaj podczas palenia..
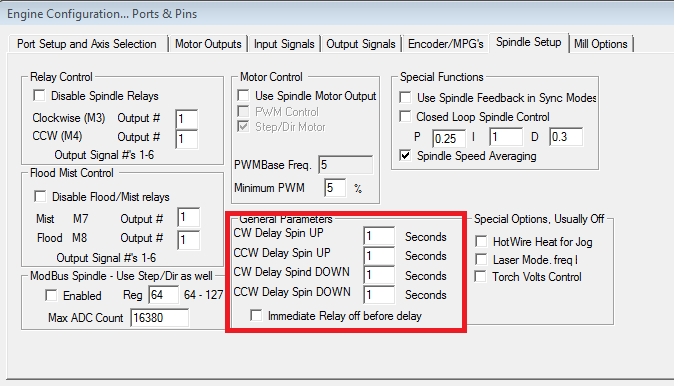
[ Dodano: 2017-07-16, 22:17 ]
Makro M301 nie było problemem związanym z palnikiem
Pogrzebałem w opcjach w machu i problem się rozwiązał, no nic człowiek się uczy całe życie
Szary dzięki za odpowiedz w temacie i zainteresowanie
Wywalę to makro i sprawdzę to na maszynie, tylko pewnie pojawi się problem z nurkowaniem palnika...
Chyba jednak będzie tu problem?, tym kodem wyłączam THC-Myplasm na końcu palenia.
Zastosuję się do twoich wskazówek i sprawdzę to dzisiaj podczas palenia..
Kod: Zaznacz cały
ActivateSignal(OUTPUT4)[ Dodano: 2017-07-16, 22:17 ]
Makro M301 nie było problemem związanym z palnikiem
Pogrzebałem w opcjach w machu i problem się rozwiązał, no nic człowiek się uczy całe życie
Szary dzięki za odpowiedz w temacie i zainteresowanie
Plazma CNC WS 1000
Frezarka CNC WS 1000
Frezarka CNC WS 1000






