nie potrafię dobrać odpowiednich parametrów do cięcia w blasze ze stali nierdzewnej 2 mm.
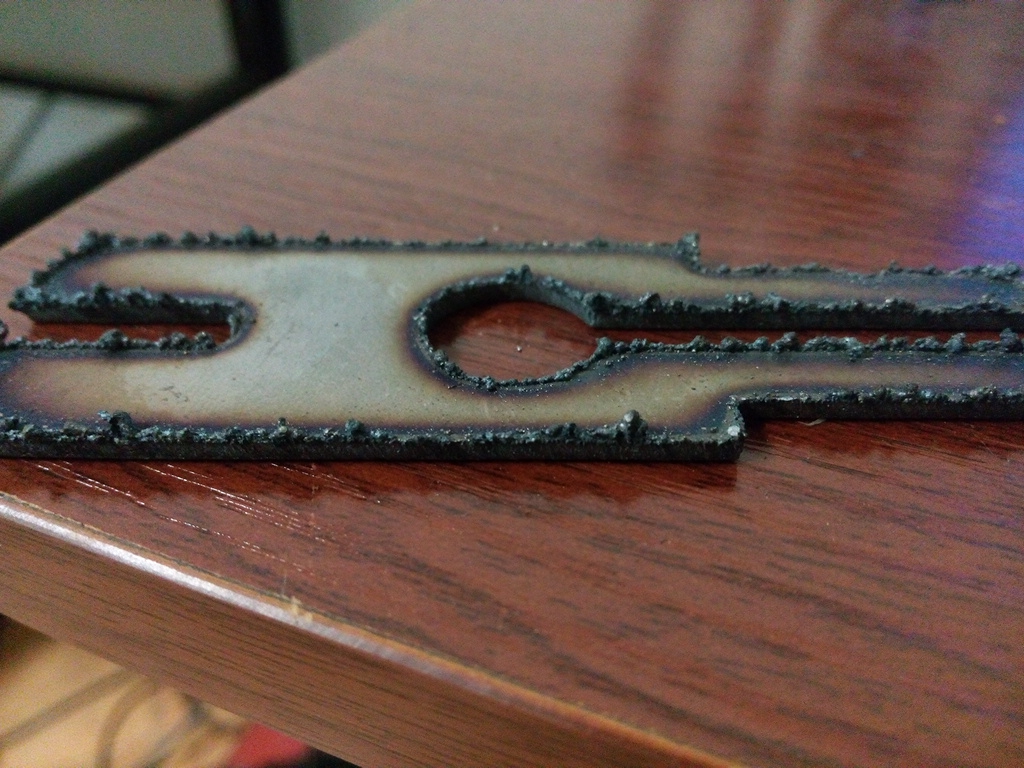
Pierwszy raz mam do czynienia z nierdzewką i czuję się przez nią pokonany Nie ważne jakie parametry ustawię wychodzi mi mniej więcej coś takiego:
Parametry przy zdjęciu
45A, posów 1000mm/s, napięcie 80V, ihs 0,2, czas przebicia 1s. ciśnienie 5-6 bar. Używam shermana c90.
W akcie desperacji sprawdzałem prędkości w zakresie od 500 do 3000mm/s, napięcie od 50 do 150V ... itd. Za każdym razem zostają smarki
Poratujcie jakimiś sugestiami
: 13 sty 2017, 20:07
autor: creattine1
Ustaw 65 a posow 1200 i tnij bez foli daj znać jak wyszło
: 13 sty 2017, 20:37
autor: Relu404
niestety, wygląda to identycznie jak na zdjęciu. Do tej pory pracowałem tylko na czarnej stali i cięło mi pięknie. Nie wiem czy to ma znazenie w przypadku takich cieńkich stali ale używam powietrza do cięcia.
Edit:
Jutro sprawdzę czy na blasze nie mam folii, nie pomyślałem o tym...
: 13 sty 2017, 21:59
autor: creattine1
Ja dużo tne nierdzewki i jest coś takiego Ale dużo dużo mniej potem betoniarka przy 5 mm a 2 mi dość wychodzi na powietrzu tylko ze czyste mam powietrze bez wody wgl to powinno się ciąć gazem nie powietrzem widziałem na you tubie wpisz wychodI pięknie . Mi to nie potrRbne bo i tak wszystko idzie w obrubke obejrzyj film i mają nawet gaz podany pod filmem jak pamiętam
: 14 sty 2017, 19:26
autor: Lech10
Jaki masz palnik przy tym shermanie?
Jak seryjny to jaki rozmiar dyszy?
: 14 sty 2017, 20:34
autor: Relu404
Palnik to p-141 dysza 1 mm.
Jeśli chodzi o folie to było cięte bez niej.
: 14 sty 2017, 22:41
autor: dudziak4
Ja czarną blachę 2mm tnę prądem 15-20A przy prędkości 1100mm/min.
Nierdzewki jeszcze nie paliłem ale spróbuj ciąć małym prądem jak wyjdą smarki to powinny dać się łatwo usunąć.
: 16 sty 2017, 17:07
autor: aspem
Tego źródła nie znam ale dla Powermaxa 45 A mam takie parametry:
- Posuw: 3800 mm/min
- Ciśnienie: 5,5 bara
- Wydatek powietrza: 170 l/ min
Sądzę, że tniesz trochę za wolno po drugie jeżeli krawędź ma być czysta i błyszczącą to trzeba ciąć taki materiał azotem, a nie powietrzem.
Aspem
: 16 sty 2017, 20:13
autor: Lech10
Spróbuj 2500mm/min dysza 1.1 prąd 50A ciśnienie 5,5 bara
: 17 sty 2017, 09:19
autor: creattine1
Jak to wygląda w praktyce podpina się butle. Azotem zamiast powietrza i heja ? Ciśnienie jest ja przy powietrzu ? Występuje ukos że zdjęć widziałem pięknie cięcie azotem plus wodór
 Nie ważne jakie parametry ustawię wychodzi mi mniej więcej coś takiego:
Nie ważne jakie parametry ustawię wychodzi mi mniej więcej coś takiego: