Budowa wycinarki plazmowej 120 x 80
")


-
odzi_2005
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 71
- Posty: 108
- Rejestracja: 03 paź 2016, 10:19
- Lokalizacja: zambrów
Wiem ale przy 1m/min maszyna chodzi stabilnie, a napewno lepsze to niż 0,6m/min.Lech10 pisze:1m/min to trochę mało ustaw mniejszy podział 1/8
Chodzi mi głównie o to że śruba trapezowa nie jest idealnie prosta i przy większych obrotach wpada w drgania i blokuje się w nakrętkach, tzn tak mi sie wydaje bo silnik staje w miejscu i trzeszczy...
Jaki wynik w mach3 najelpiej by było uzyskać w krokach na mm ?? Tzn. jaki jest ok a tak żeby nie potrzebnie może obciążąć kompa i sterowników, bo po co ma mieć ponad 2tys impulsów jak np by 400 starczyło.
[ Dodano: 2017-01-16, 11:31 ]
Z ciekawości złożyłem zamówienie na aliexpress, ponieważ nigdy tam nie zamawiałem.
I na test zamówiłem sobie jakieś tańsze rzeczy.
Za wyłączniki 10 sztuk łącznie zapłaciłem 2,27$ czyli coś około 10zł czyli 1zł za sztukę
Za koszulki zestaw koszulek zapłaciłem 4.5$ czyli około 18zł.
Przesyłka była za 0zł dlatego i tak długo szło







")
-
odzi_2005
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 71
- Posty: 108
- Rejestracja: 03 paź 2016, 10:19
- Lokalizacja: zambrów
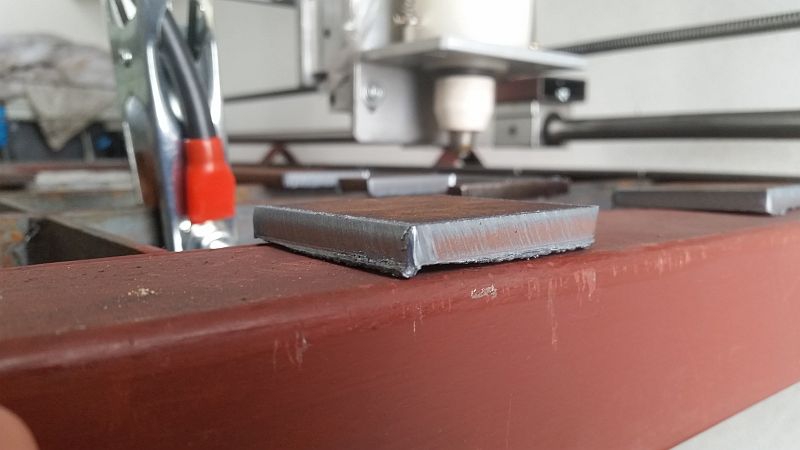
na 6mm wychodzi bardzo dobrze, na 3mm jest mniejszy syf niz na 1,5mm.Lech10 pisze:I co lepiej na 3mm czy na 6mm
Ale na 6mm jest prawie czysto minimalnie od spodu jest.
Dla wyjaśninia ta zgorzelina tworzy się od spodu, płytka na zdjęciu jest odwrócona aby ją pokazać, od góry przy 6mm jest czysto tylko od spodu minimalnie
-
odzi_2005
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 71
- Posty: 108
- Rejestracja: 03 paź 2016, 10:19
- Lokalizacja: zambrów
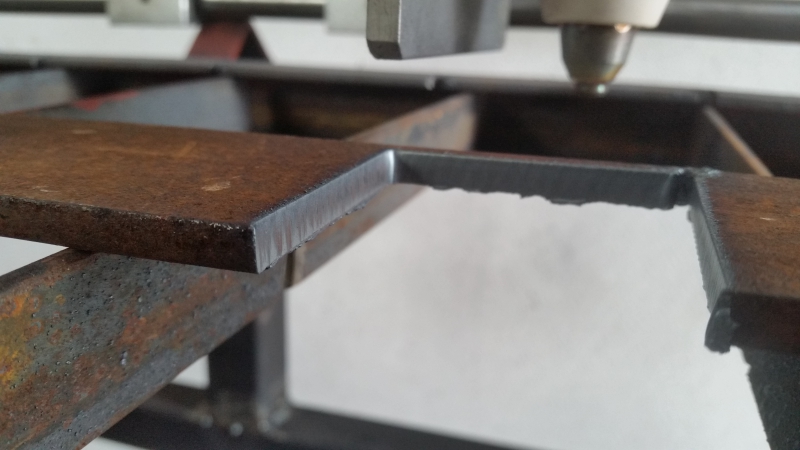
Wczoraj znajomy który produkuje noże przyniósł mi stal narzędziową (dokładnego symbolu stali nie znam) aby zobaczyć jaki efekt będzie po wycięciu noża. Niestety zahartowało stal na głębokość około 0,5mm po przejechaniu na szlifierce pasowej i zebraniu około 0,5mm stal ponownie można było łatwo zebrać pilnikiem.
Jednak na razie nie ponowie cięcia takiej stali, szkoda że nie zrobiłem zdjęć boku noża ale przez to co stało się podczas cięcia zapomniałem. Z blachy szedł taki brązowy dym że nie było nic widać w pomieszczeniu zachodziła jakaś reakcja ze składnikiem blachy. Podobny efekt jest wylania czystego kwasu (P3horolith) na stalowy oplot kontenera 1000L w którym kupuje się kwas.
Parametry tzn moc przybrałem poprostu na wyczucie taka blacha jest bardzo droga nie chciałem przeprowadzać testów aby nie robić mu strat
Stal 5mm
Stamos na 50A
Prędkość 1m/min

------------------------------------------------------------------------------------------------------------
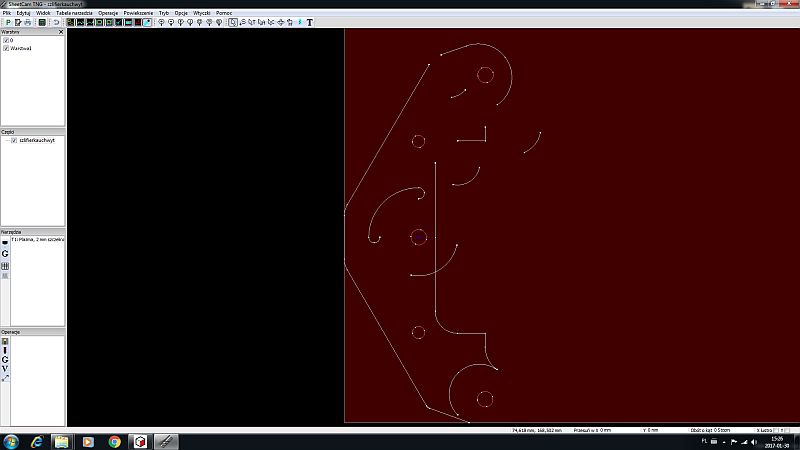
22.01.2017
Aktualnie maszyna wykonała swoje pierwsze zadanie i jestem bardzo zadowolony jednak dalej mam problem z ukosowaniem, jednak pierwszym podejrzanym jest samo ustawienie palnika bo ukosuje tylko w 1 stronę.
i jestem bardzo zadowolony jednak dalej mam problem z ukosowaniem, jednak pierwszym podejrzanym jest samo ustawienie palnika bo ukosuje tylko w 1 stronę.
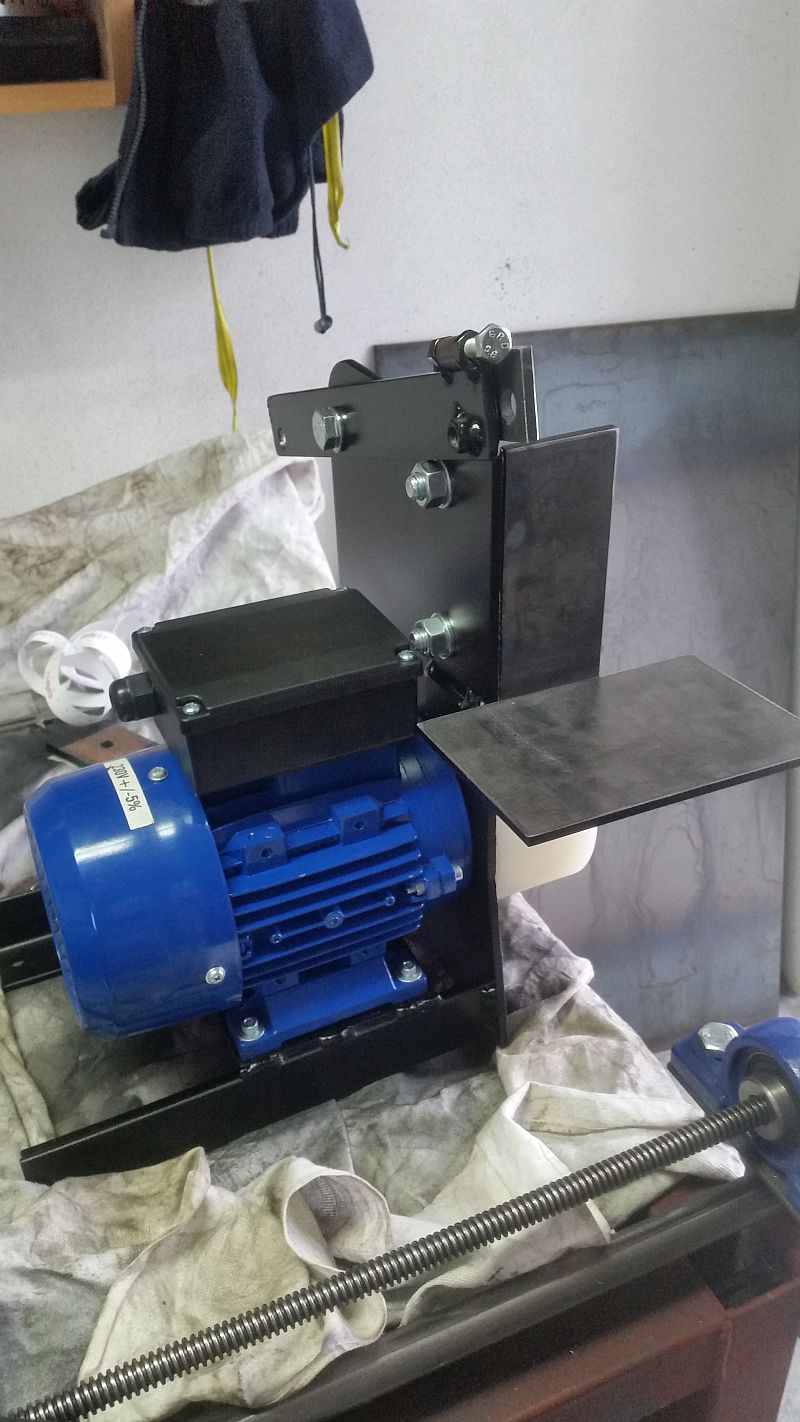
Szlifierka na pas 50x900


Jednak na razie nie ponowie cięcia takiej stali, szkoda że nie zrobiłem zdjęć boku noża ale przez to co stało się podczas cięcia zapomniałem. Z blachy szedł taki brązowy dym że nie było nic widać w pomieszczeniu zachodziła jakaś reakcja ze składnikiem blachy. Podobny efekt jest wylania czystego kwasu (P3horolith) na stalowy oplot kontenera 1000L w którym kupuje się kwas.
Parametry tzn moc przybrałem poprostu na wyczucie taka blacha jest bardzo droga nie chciałem przeprowadzać testów aby nie robić mu strat
Stal 5mm
Stamos na 50A
Prędkość 1m/min
------------------------------------------------------------------------------------------------------------
22.01.2017
Aktualnie maszyna wykonała swoje pierwsze zadanie
Szlifierka na pas 50x900
-
Mario25mario
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 1
- Posty: 10
- Rejestracja: 09 gru 2016, 16:48
- Lokalizacja: Pułtusk