



Witam kolegów,
mam pewien problem, z którym nie mogę sobie poradzić już któryś dzień a wszelkie sposoby rozwiązania podobnych problemów znalezionych na tym forum niestety nie pomogły.
podzespoły maszyny:
źródło plazmowe: oerlikon citocut 40c
palnik: oerlikon citorch p40
całe sterowanie od kolegi marka (płyta główna optobob, zasilacz, sterowniki)
sterowanie Mach 3
Zacznę od początku problemu aby wszystko kolegą wyjaśnić, sterowanie jest w skrzynce zamontowane przy maszynie która jest również stołem przecinarki. Maszyna gdy dojeżdża do punktu w którym powinna rozpocząć proces cięcia załącza przekaźnik który uruchamia przycisk w palniku który niestety nie zawsze się załącza, na chwile obecną słychać zmianę stanu przekaźnika oraz próbę odpalenia łuku, po czym wyświetla się informacja limit switch triggered oraz zaczyna mrugać słynny przycisk reset.
przeglądając forum napotkałem wiele przypuszczalnych powodów tego zjawiska (ekranowanie przewodów, odizolowanie stołu od reszty maszyny, wysterowanie załączania cięcia drugim przekaźnikiem itp). W pierwszej kolejności wziąłem się za przegląd kabli, zmieniłem kabel ze zwykłego który był doprowadzony do włącznika palnika na ekranowany, efekt żaden, w następnej kolejności odizolowałem ruszt od reszty maszyny, niestety dalej nic. Zauważyłem natomiast że gdy kolega wyłącza tokarkę to wyskakuje reset, rzadziej się dzieje taka sytuacja gdy ją uruchamia ale też się zdarza. Kolega elektryk podpowiedział że taka sytuacja może mieć miejsce gdy są duże skoki napięcia w sieci i należy to eliminować filtrami. Ale teraz pytanie jakimi? W skrzynce natomiast jest zamontowany filtr przeciw zakłuceniowy zamontowany na stałe w gnieździe do którego podłączam zasilanie skrzynki.
Czy koledzy są w stanie mi coś doradzić? Co powinienem zrobić, zmienić czy ewentualnie sprawdzić aby problem wyeliminować?
problem z zakłóceniami


-
avatar
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 208
- Rejestracja: 23 cze 2004, 09:44
- Lokalizacja: Gdansk
Klasyka - limit switch jest zapewne aktywowany zmianą stanu a powinien być aktywowany przez przepływ prądu im większy np 500mA tym urządzenie bardziej odporne na zakłócenia em
Inna opcja to do samej elektroniki sterującej dać UPS - uruchomić proces na akumulatorze - spadki napięć w sieci zostaną usunięte
Inna opcja to do samej elektroniki sterującej dać UPS - uruchomić proces na akumulatorze - spadki napięć w sieci zostaną usunięte
"Everything should be made as simple as possible, but not one bit simpler."
Albert Einstein
Albert Einstein
-
 sofix997
sofix997
Autor tematu - Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 8
- Posty: 66
- Rejestracja: 03 lut 2010, 22:11
- Lokalizacja: zielona góra
za chwilę to sprawdzę, podłącze całe sterowanie bez komputera pod ups i zobaczymy co z tego wyjdzie natomiast co do uruchomienia na samym zasilaniu akumulatorowym to nie mam pewności czy wytrzyma na tyle długo żeby przeprowadzić test. Mam nadzieje że ups również jako filtr rozwiąże problem.
[ Dodano: 2015-03-18, 10:49 ]
a więc sytuacja wygląda następująco:
Gdy sterowanie jest podłączone przez UPS który jest wpięty do sieci zakłucenia występują i program wyrzuca reset, jeśli sterowanie jest uruchomione tylko i wyłącznie na zasilaniu awaryjnym to jest stanowczo lepiej natomiast reset tak czy siak się pojawia.
Może powinienem lepiej uziemić maszynę? np. spiąć ją z konstrukcją stalową z której jest wykonana hala? Nie mam aż tak dużej wiedzy na ten temat więc chciałbym się poradzić kogoś mądrzejszego w tej dziedzinie.
Zauważyłem również że gdy w machu w konfiguracji porty piny wyłącze wszystkie piny odpowiedzialne za X++ X-- itd to plazma tnie jak trzeba bez żadnych zatrzymań przy rozpoczynaniu palenia oraz gdy zostają uruchomione inne maszyny
[ Dodano: 2015-03-18, 10:49 ]
a więc sytuacja wygląda następująco:
Gdy sterowanie jest podłączone przez UPS który jest wpięty do sieci zakłucenia występują i program wyrzuca reset, jeśli sterowanie jest uruchomione tylko i wyłącznie na zasilaniu awaryjnym to jest stanowczo lepiej natomiast reset tak czy siak się pojawia.
Może powinienem lepiej uziemić maszynę? np. spiąć ją z konstrukcją stalową z której jest wykonana hala? Nie mam aż tak dużej wiedzy na ten temat więc chciałbym się poradzić kogoś mądrzejszego w tej dziedzinie.
Zauważyłem również że gdy w machu w konfiguracji porty piny wyłącze wszystkie piny odpowiedzialne za X++ X-- itd to plazma tnie jak trzeba bez żadnych zatrzymań przy rozpoczynaniu palenia oraz gdy zostają uruchomione inne maszyny
Człowiek normalny ma marzenia.
Człowiek geniusz ma cele.
Człowiek geniusz ma cele.
-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 3975
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
może wystarczy stłumić generowane na wejściu płyty głównej napięcie -->>-- ono powstaje na przewodach przyłączających krańcówki - jak na antenie...sofix997 pisze:Zauważyłem również że gdy w machu w konfiguracji porty piny wyłącze wszystkie piny odpowiedzialne za X++ X-- itd to plazma tnie jak trzeba
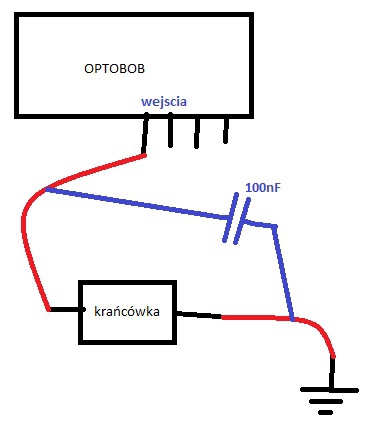
Proponuję przy płycie głównej podłączyć kondensator 100nF (lub 200nF lub więcej - aż się odczuli) - pomiędzy wejściem krańcówek i masą... Kondensator musi być na tyle duży, aby "antena" odbierając impuls magnetoelektryczny jarzenia, nie zdołała naładować tego kondensatora do napięcia wyzwolenia wejścia(1V...2V). Ta metoda jest prostsza niż stosowanie dużego prądu krańcówek...
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
Lech10
- Znawca tematu (min. 80)
")
- Posty w temacie: 3
- Posty: 87
- Rejestracja: 20 mar 2015, 20:15
- Lokalizacja: Bochnia
Witam jestem nowy na forum ale przy budowie mojego plotera miałem identyczny problem , sterowanie identyczne.
1 bardzo dobry uziom , nie izoluj stołu to nic nie da
2 podepnij stół i sterowanie do tego samego uziomu grubym przewodem ja mam 25mm
3 kable sterujące i do krańcówek ekranowane a ekran podpięty w szafce zaraz przy wejściu do szafki (jak najkrótsze przewody od ekranu) nie podpinaj ekranów do maszyny czy silników
4 na końcu jak już zwalczysz zakłócenia to na wejścia kondensatory 100nf
U mnie teraz śmiga aż miło i nie ma żadnych zakłóceń.
1 bardzo dobry uziom , nie izoluj stołu to nic nie da
2 podepnij stół i sterowanie do tego samego uziomu grubym przewodem ja mam 25mm
3 kable sterujące i do krańcówek ekranowane a ekran podpięty w szafce zaraz przy wejściu do szafki (jak najkrótsze przewody od ekranu) nie podpinaj ekranów do maszyny czy silników
4 na końcu jak już zwalczysz zakłócenia to na wejścia kondensatory 100nf
U mnie teraz śmiga aż miło i nie ma żadnych zakłóceń.
-
sofix997
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 8
- Posty: 66
- Rejestracja: 03 lut 2010, 22:11
- Lokalizacja: zielona góra
tak jak kolega markcomp77, mówi, wstawiłem kondensator 100 nF 400V MKT. niestety zero poprawy. Dla pewności przedstawiam szkic jak tego dokonałem żeby była jasność że zrobiłem to dobrze.
Przepraszam za swoją "twórczość" ale na szybkiego było najprościej
Spróbuje jeszcze z tym uziomem, natomiast mam pytanie czy ewentualnie mogę z gniazda prądowego wyprowadzić sobie grubszym kablem kabel uziemiający i spiąć stół oraz sterowanie? Czy może zrobić to w inny sposób?
Przepraszam za swoją "twórczość" ale na szybkiego było najprościej
Spróbuje jeszcze z tym uziomem, natomiast mam pytanie czy ewentualnie mogę z gniazda prądowego wyprowadzić sobie grubszym kablem kabel uziemiający i spiąć stół oraz sterowanie? Czy może zrobić to w inny sposób?
Człowiek normalny ma marzenia.
Człowiek geniusz ma cele.
Człowiek geniusz ma cele.
-
sofix997
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 8
- Posty: 66
- Rejestracja: 03 lut 2010, 22:11
- Lokalizacja: zielona góra
Drodzy koledzy,
Dla zobrazowania sprawy,
w odległości 1m od maszyny została wbita sonda uziemiająca na głębokość 4,5m do której został zamocowany płaskownik bednarkowy 30x4 który został bezpośrednio podłączony do maszyny na dwa złącza M8.
Sytuacja z zakłuceniami dalej występowała, lecz gdy odłączyłem kabel zasilający skrzynkę sterowniczą zauważyłem że pojawil się sygnał na pinie odpowiedzialnym za obwód krańcówek. Krańcówki są wpięte w sposób szeregowy czyli tak jak kolega markcomp77, opisuje w instrukcji OPTOBOB'a. Wszystkie kable ekranowane, ekran wpięty w płytę montażową skrzynki, jeden przewód od obwodu krańcówek wpięty do pinu 25 złącza LPT a drugi do wejścia OPTOBOB'a. Zauważyłem że gdy pin 25 podłącze również do płyty montażowej skrzynki problem nie występuje ale czy to jest bezpieczne? Co w momencie gdy plazma zaczyna palić i duże natężenie prądy pojawia się na całej maszynie? Czy to nie grozi spaleniem komputera czy sterowania? Pytam bo jeszcze nic nie paliłem od tego czasu. Co robić?
Dla zobrazowania sprawy,
w odległości 1m od maszyny została wbita sonda uziemiająca na głębokość 4,5m do której został zamocowany płaskownik bednarkowy 30x4 który został bezpośrednio podłączony do maszyny na dwa złącza M8.
Sytuacja z zakłuceniami dalej występowała, lecz gdy odłączyłem kabel zasilający skrzynkę sterowniczą zauważyłem że pojawil się sygnał na pinie odpowiedzialnym za obwód krańcówek. Krańcówki są wpięte w sposób szeregowy czyli tak jak kolega markcomp77, opisuje w instrukcji OPTOBOB'a. Wszystkie kable ekranowane, ekran wpięty w płytę montażową skrzynki, jeden przewód od obwodu krańcówek wpięty do pinu 25 złącza LPT a drugi do wejścia OPTOBOB'a. Zauważyłem że gdy pin 25 podłącze również do płyty montażowej skrzynki problem nie występuje ale czy to jest bezpieczne? Co w momencie gdy plazma zaczyna palić i duże natężenie prądy pojawia się na całej maszynie? Czy to nie grozi spaleniem komputera czy sterowania? Pytam bo jeszcze nic nie paliłem od tego czasu. Co robić?
Człowiek normalny ma marzenia.
Człowiek geniusz ma cele.
Człowiek geniusz ma cele.






