Strona 1 z 2
Kalibrowanie przecinarki plazmowej
: 16 lut 2012, 09:09
autor: Piotr-HT PM1650
Nasza plazma przekłamuje na wymiarze. Jeżeli wypalam blachę 500x600 to muszę w komputer wklepać np:502x603 przy takich małych wymiarach robię próbę później korektę łapie wymiar i jadę ale wczoraj wypalałem kawałem 1200x2800 i tu widzę że wymiar w miarę odległości się wyciąga i na szerokość miałem 1cm a na długości 4cm naddatku. Jedyne co przychodzi mi do głowy to wezwanie firmy która zajmuje się kalibrowaniem. Mam nadzieję że to pomoże. Jeżeli macie namiary na taką firmę z Zach-pom,lubuskiego, czy Wielkopolskiego byłbym bardzo wdzięczny.
[ Dodano: 2012-02-16, 09:14 ]
Ah dodam jeszcze że gdy dostaję rysunek w Autocad 1:1 to żeby wypalić go w normalnych wymiarach muszę go zmniejszyć w skali 0.04mm

czego już w ogóle nie rozumiem.
: 16 lut 2012, 10:42
autor: robal43
Piotr-HT PM1650, Kolego wydaje mi się ze jest problem po stronie sterowania plazmą a nie po stronie mechanicznej maszyny ...
Trzeba zobaczyć w oprogramowaniu maszyny .. miałem podobny problem przy swojej maszynce ..
Dla osi X i dla osi Y trzeba bylo troszkę ująć na grubość łuku plazmowego ..
a propos co to za maszyna ? jakie sterowanie ??

: 16 lut 2012, 21:36
autor: cnccad
1. czy oba rysunki sa robione na PC

2. jaka to maszyna
dziwne jest to że jedne wychodzą za duże a inne za małe. Brak w tym logiki.
: 08 mar 2012, 00:46
autor: zloty858
Moim zdaniem to jest wina źle dobranej kompensacji na maszynie. Jaka to maszyna??
: 10 mar 2012, 12:02
autor: RoboVan
Wg mnie to nie kompensacja. Kompensacja dla plazmy to z reguły od 0,5 do 1,2 mm a tutaj rozjazdy są dużo większe. Takie coś może być spowodowane błędem zliczania obrotów silników i gubieniem wymiaru. Trzeba poczekać na info co to za przecinarka i na czym "jeździ"
: 27 mar 2012, 12:01
autor: Piotr-HT PM1650
Przecinarka to Burny Phantom ST. Tak macie rację to co napisałem było zbyt mało precyzyjne. Zacznę od projektów rysowanych na przecinarce. Jeżeli muszę wypalić okrąg o promieniu 100 to na przecinarce muszę wpisać 102 aby uzyskać 100 niestety zawsze muszę robić próby i jakoś to wychodzi.
Odnosnie projektowania rysunków na zewnętrznym komputerze w programie AutoCad sytuacja dzieje się zupełnie odwrotna ale to wynika ze skali jaką obrałem. Jeżeli projektuje rysunek 1:1 to wychodzi jakiś kosmos. Ze skróconego wyliczenia wyszło mi że abym wypalił element w skali 1:1 muszę zmniejszyć rysunek w skali 0.04. ale to tylko przy małych elementach przy dużych tak jak pisałem wychodzi nawet do 4cm różnicy z zamierzonym rozmiarem. I teraz zrozumiałem że moja przecinarka liczy w calach pomimo wyświetlanych cm gdyż jest to sprzet amerykańsko-brytyjski. Jeden cal to 0.03937. Zacząłem robić próby w kwadratem 1000x1000 i przy skali 0.03937 wymiar wychodził 997/997 tak więc wyliczyłem że przy calach 1mm to 0.00004=1mm a co za tym idzie 0.00012= 3mm. Dodałem 1cal do 3mm (0.03937+0.00012= 0.039288) i w ten sposób wyszedł mi idelany kwadrat 1000x1000 jednak to skala jest błędna bo przy 2000x2000 wymiar już odbiega od zamierzonego tak samo jak przy 100x100.
: 27 mar 2012, 12:28
autor: cnccad
eeee.... to pierdółka
wieczorem Ci opiszę co trzeba sprawdzić , co będziesz musiał mi podać.
prawdopodobnie trzeba ją przeładować na inny system zliczania.
: 27 mar 2012, 12:57
autor: Piotr-HT PM1650
Dobrze. Zrobię jak mówisz bo już brak mi pomysłów.

: 27 mar 2012, 15:22
autor: cnccad
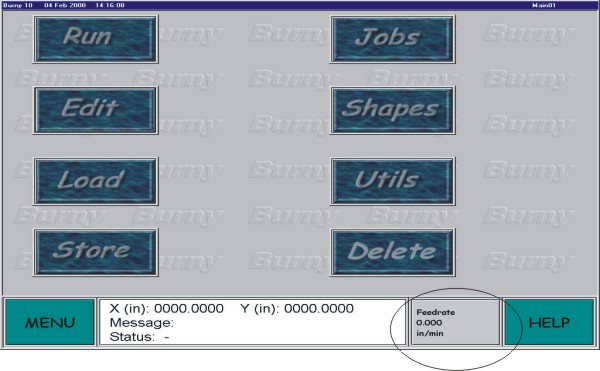
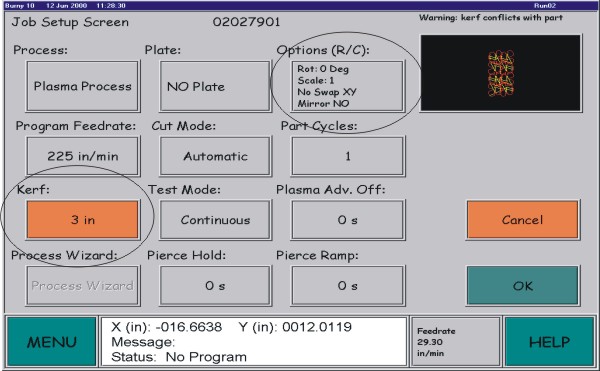
więc tak ... to co jest na zdjęciach poniżej w kółeczkach sprawdź na sterowniku jakie są wartości.
Skala na maszynie zawsze 1:1 czyli widnieje jako 1 na sterowniku.
oraz
maszyna prawdo podobnie jest przecalowana. I dlatego są takie różnice.
Ale ma ona swój kalkulator IN/MM ale on dobrze działa jak ma wyłączniki referencyjne.
jak ich nie ma to liczy w każdym miejscu inaczej.
Rysunki jak robisz to też w milimetrach a w CAM-ie musisz sprawdzić czy nie masz generacji w IN. Jakim programem CAD robisz technologię na maszynę
Rysunek możesz mieć w „mm” ale CAM już może generować w calach. I jak trafi na maszynę to się robi olbrzym.
Na jakich kodach pracuje maszyna ( ESSI czy ISO ( WORD))
Znasz hasło do sterownika
( do menu serwisowego )
kompensację ( KERF ) ustawiasz zawsze według tabel dla danego palnika.
Jaki masz palnik
otwory zawsze wycinaj na CCW ( w lewo ) a kontury elementów na CW ( w prawo )
: 12 kwie 2012, 09:44
autor: Piotr-HT PM1650
1. feedrate z pierwszego zdjecia mama mm/min.
2.scale tez mam 1. kerf daje na 0 (nie mam pojęcia o kompensacji tego palnika.)
3. Używałem kilka programów. jezeli chodzi o maszynę to mam taki sam jak na zdj tylko uboższą wersję. co do CADa uzywalwem kilku wersji na kilku komp. teraz uzywam wersje 2012.
4. wyłącznik referencyjny?
5. szkoda gadać ale niestety nie znamy hasła do menu serwisowego.
6. kompensacja ustawiana jest na 0 gdyz nie zostalem nawet przeszkolony nie wspominajac juz o mojej znikomej wiedzy na temat kompensacji
7.moj palnik to HT PM 1650 na stole ( Speed cut cnc plasma cuting system) zdjecie wkleje za chwilę
[ Dodano: 2012-04-12, 10:03 ]
