Zerwanie łuku pilotującego
: 30 sie 2010, 22:03
Pracuje na plazmie firmy Microstep EasyCut 6001.20P/G
Od dłuższego czasu mamy problem polegający (jak mi się wydaje ) na
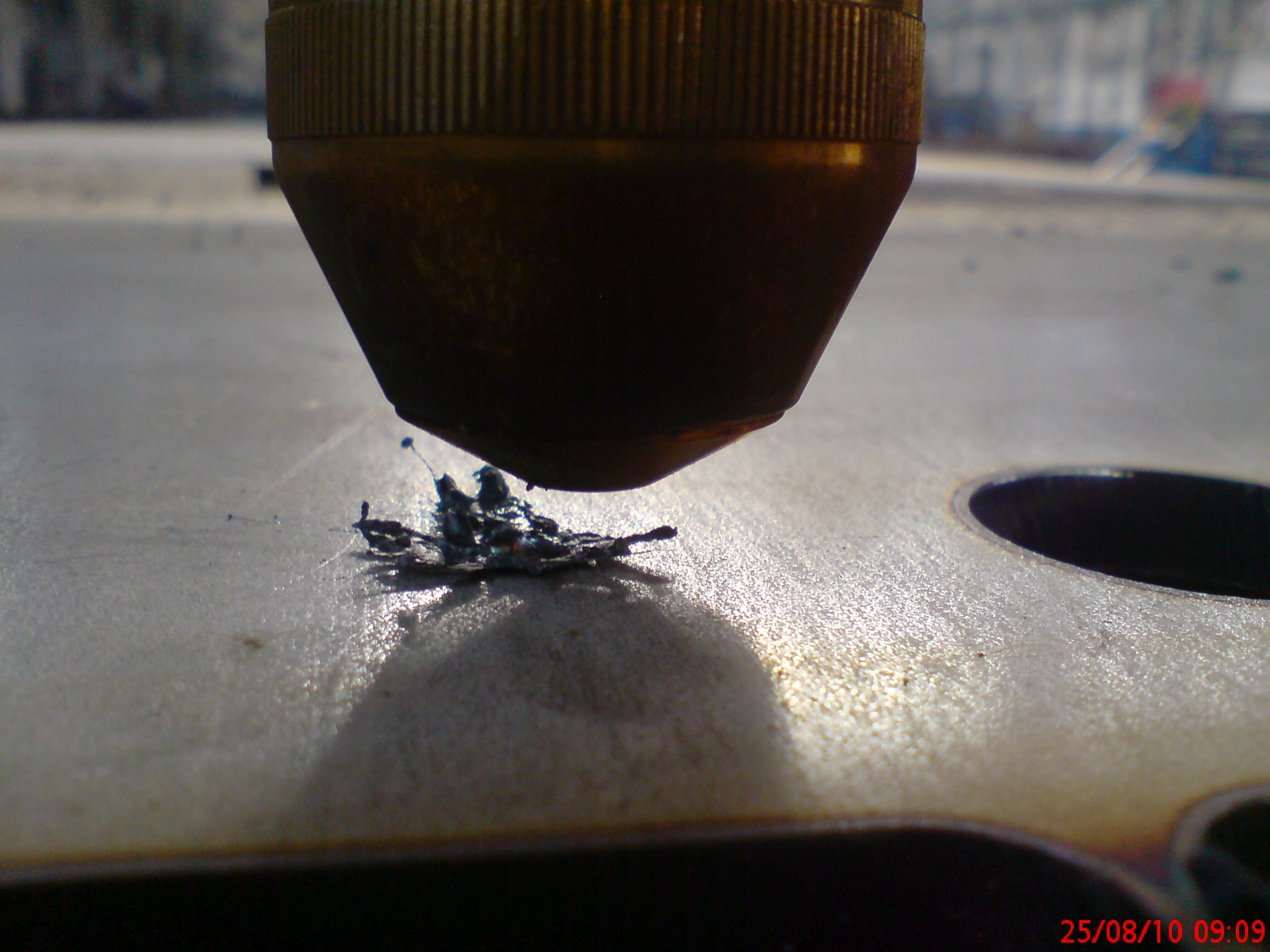
zrywaniu łuku plazmowego. Otóż w momencie przebijania materiału
strumień plazmy gaśnie w ułamku sekundy po zajarzeniu a maszyna
(zależnie od prędkości cięcia albo od czasu startu) w tym czasie wykonuje kilkumilimetrowy ruch w kierunku cięcia.
Pragnę nadmienić iż materiał w tym momencie nie jest przebity do końca.
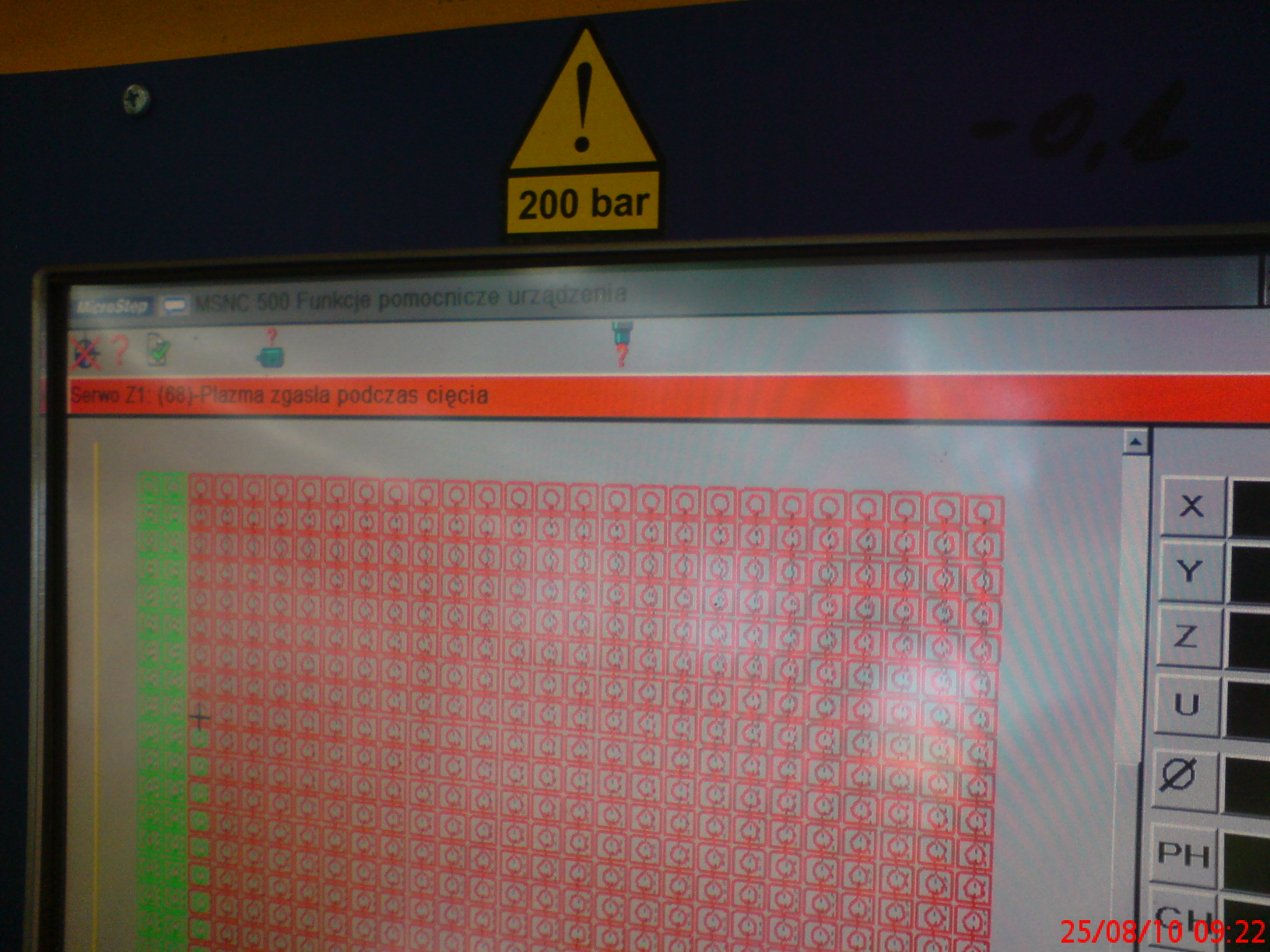
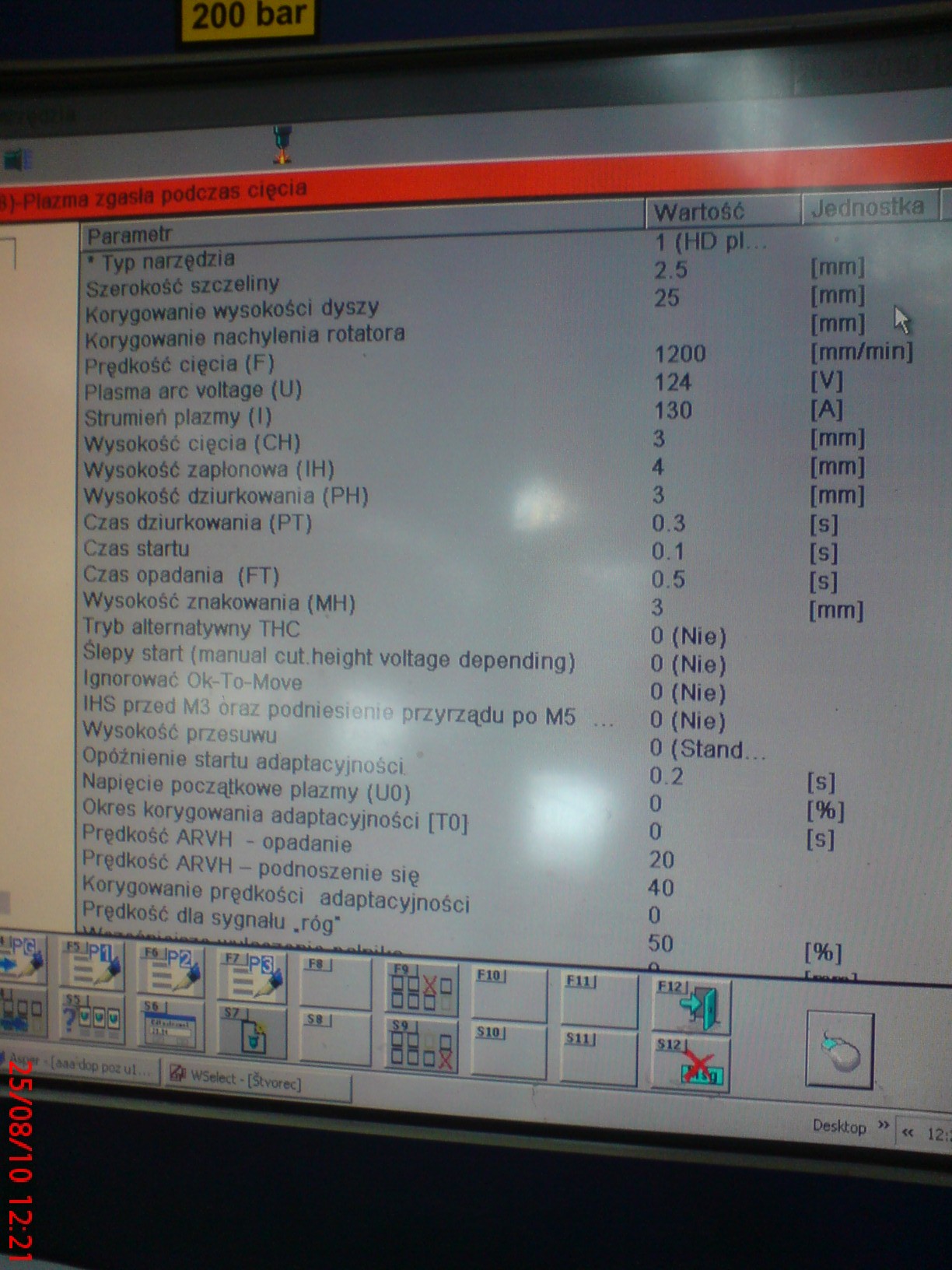
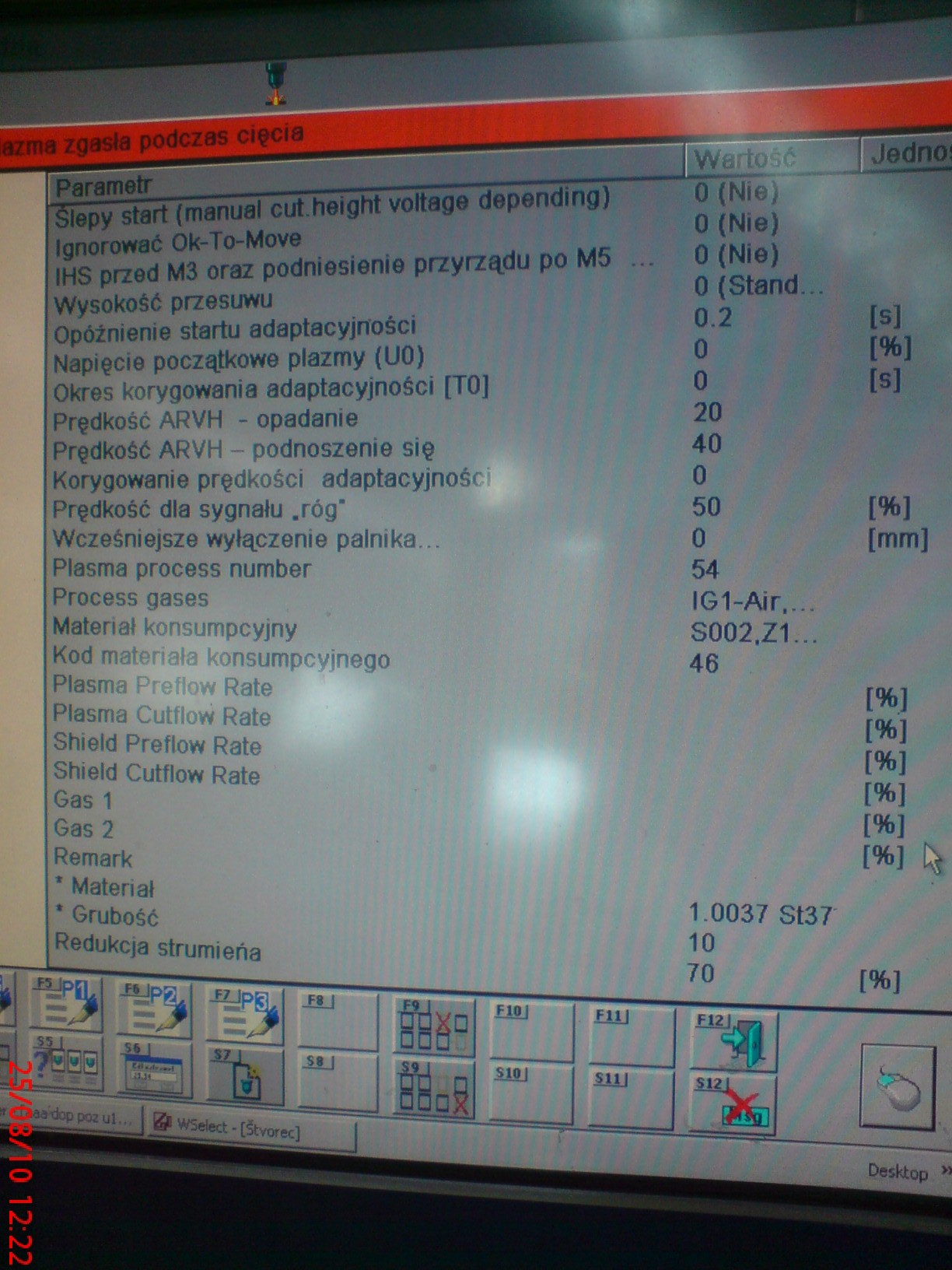
Na wyświetlaczu monitora pojawia się komunikat : ”Plazma zgasła podczas cięcia”
a na wyświetlaczu przy źródle przez chwilę mignie Error 7 co oznacza (wg instrukcji)
że dysza dotknęła materiału
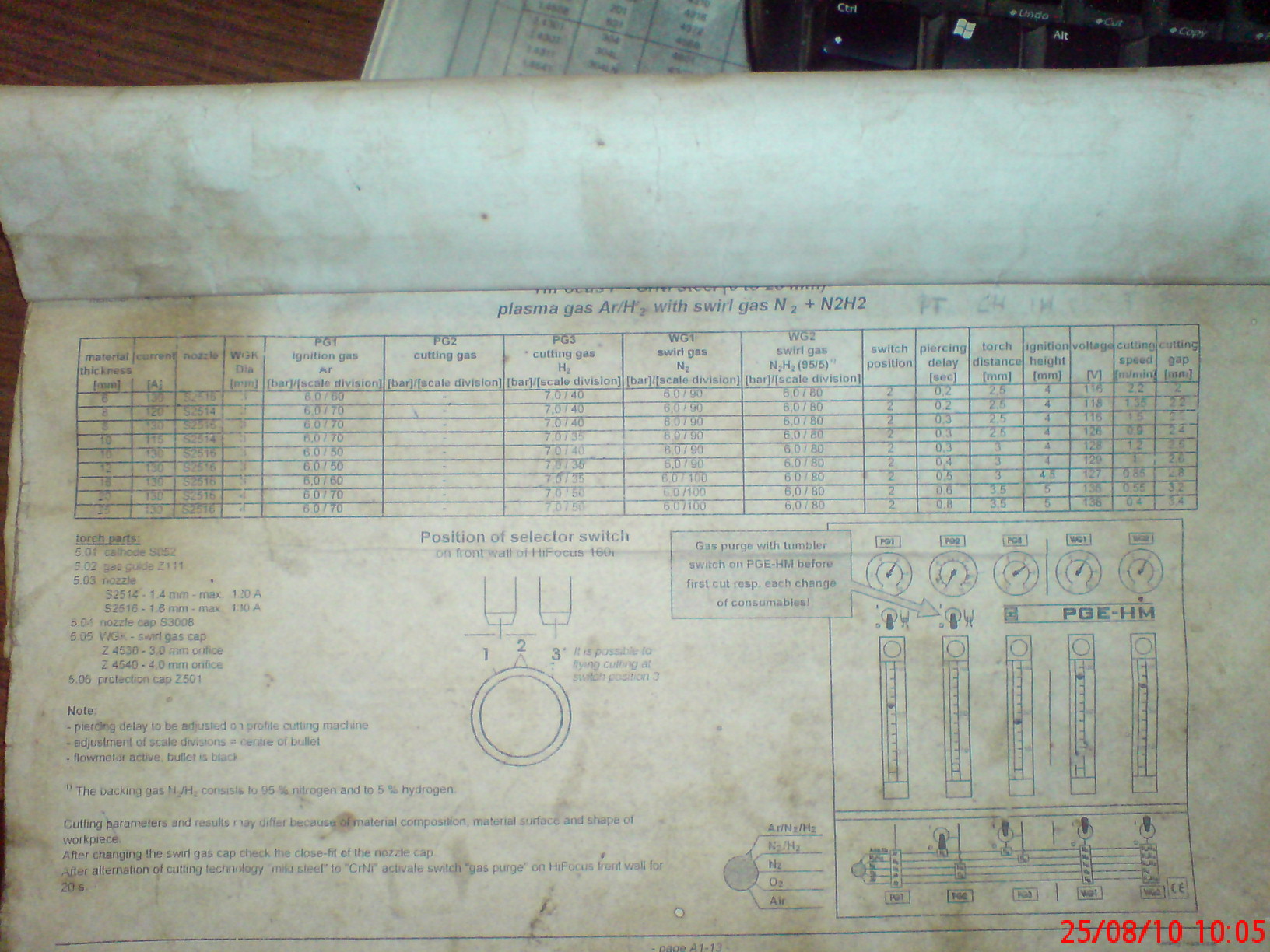
Używamy palnika kiellberg PerCut Oraz źródła plazmy Kiellberg HiFocus Plus 160A
z mieszalnikiem gazów PGE-HM tej samej firmy.
Maszyna jest użytkowana prawie 4 lata i tylko na początku używaliśmy zestawów oryginalnych.
Proszę o sugestie i podpowiedź gdzie szukać przyczyny niesprawności.
Jeszcze trochę i maszyna wykończy nas psychicznie gdyż nawet 200 razy
w ciągu zmiany jesteśmy zmuszenia do kasowania pojawiających się komunikatów i ponownym zastartowaniu maszyny.
Jeden ze „znawców tematu” stwierdził iż problem tkwi po stronie
systemu pomiarowego , który ustala z jakiej wysokości nastąpi przebijanie
(taka packa na siłowniku) .
Twierdzi iż podczas przebijania materiału powstająca wypływka a dokładniej
ciekły metal dotyka do elektrody i system gasi plazmę.
Nie bardzo chce mi się w to wierzyć.
Chciałbym się dowiedzieć czy wina może być po stronie palnika,
źródła plazmy, może wpływ ma płyn chłodniczy (palnik nie cieknie) ,
a może brak masy bądź jakiegoś innego połączenia ?



Od dłuższego czasu mamy problem polegający (jak mi się wydaje ) na
zrywaniu łuku plazmowego. Otóż w momencie przebijania materiału
strumień plazmy gaśnie w ułamku sekundy po zajarzeniu a maszyna
(zależnie od prędkości cięcia albo od czasu startu) w tym czasie wykonuje kilkumilimetrowy ruch w kierunku cięcia.
Pragnę nadmienić iż materiał w tym momencie nie jest przebity do końca.
Na wyświetlaczu monitora pojawia się komunikat : ”Plazma zgasła podczas cięcia”
a na wyświetlaczu przy źródle przez chwilę mignie Error 7 co oznacza (wg instrukcji)
że dysza dotknęła materiału
Używamy palnika kiellberg PerCut Oraz źródła plazmy Kiellberg HiFocus Plus 160A
z mieszalnikiem gazów PGE-HM tej samej firmy.
Maszyna jest użytkowana prawie 4 lata i tylko na początku używaliśmy zestawów oryginalnych.
Proszę o sugestie i podpowiedź gdzie szukać przyczyny niesprawności.
Jeszcze trochę i maszyna wykończy nas psychicznie gdyż nawet 200 razy
w ciągu zmiany jesteśmy zmuszenia do kasowania pojawiających się komunikatów i ponownym zastartowaniu maszyny.
Jeden ze „znawców tematu” stwierdził iż problem tkwi po stronie
systemu pomiarowego , który ustala z jakiej wysokości nastąpi przebijanie
(taka packa na siłowniku) .
Twierdzi iż podczas przebijania materiału powstająca wypływka a dokładniej
ciekły metal dotyka do elektrody i system gasi plazmę.
Nie bardzo chce mi się w to wierzyć.
Chciałbym się dowiedzieć czy wina może być po stronie palnika,
źródła plazmy, może wpływ ma płyn chłodniczy (palnik nie cieknie) ,
a może brak masy bądź jakiegoś innego połączenia ?