Hypertherm powermax380
: 28 kwie 2010, 16:10
witam wszystkich forumowiczów! 
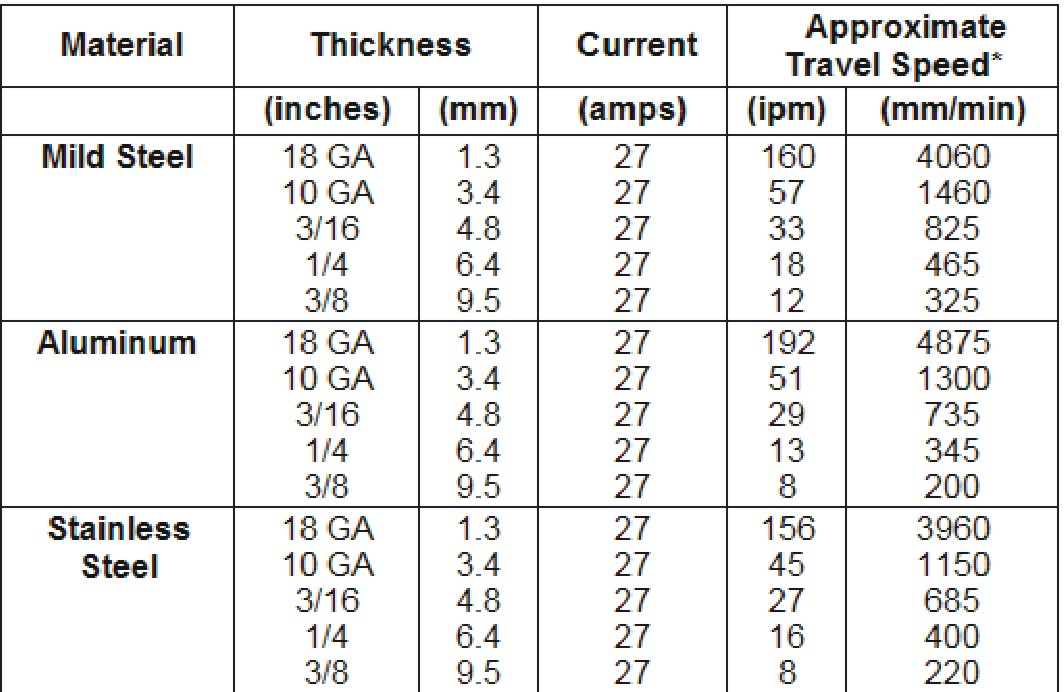
otóż jestem posiadaczem ww. modelu wycinarki plazmowej. Nie ukrywam ze mam problem z dobraniem odpowiednich parametrow wycinarki (szczegolnie z osią Z czyli wysokoscia dyszy nad cieta blacha) Parametry takie jak predkosc ciecia w ogole sie nie pokrywaja z parametrami instrukcji, gdzie napisane jest np. zeby blache o grubosci 3mm ciać z predkoscia 1600 mm/min. przy takich ustawieniach w ogole nie przecina blachy a jedynie zlobi rowki...gdy zmniejsze predkosc jest lepiej ale od spodu balchy zbiera sie tzw. szlaka :/
(wczesniej pracowalem na wycinarce styropianowej, ktorej obsluga byla wg mnie nieskompliowana, stad laicyzym, za ktory przepraszam, dot. pracy w metalu)
wracajac do plazmy:
na jakiej wysokosci powinna byc dysza zeby ciac optyalnie?
watpliwosc mam tez co do pradu, na agregacie mam zakres od 16 do 27 AMPs. powinien byc na full ustawiony?
jak wyeliminowac szlake?
czy blacha przed cieciem powinna byc oczyszczona?
...może ktos w Was zna ten model i bedzie w stanie mi pomoc, bedę bardzo wdzieczny za sugestie i ew. roziwazania.
tutaj sa screeny z menu i wartosci parametrow:
http://zapodaj.net/23be8f60efde.bmp.html
http://zapodaj.net/60420c9f77f6.bmp.html
jezleli zdublowalem temat to przepraszam ale przegladajac forum nie znalazlem odp na moje pytania.
czekam na odpowiedzi madrych głów
z gory dziekuje i pozdrawiam
otóż jestem posiadaczem ww. modelu wycinarki plazmowej. Nie ukrywam ze mam problem z dobraniem odpowiednich parametrow wycinarki (szczegolnie z osią Z czyli wysokoscia dyszy nad cieta blacha) Parametry takie jak predkosc ciecia w ogole sie nie pokrywaja z parametrami instrukcji, gdzie napisane jest np. zeby blache o grubosci 3mm ciać z predkoscia 1600 mm/min. przy takich ustawieniach w ogole nie przecina blachy a jedynie zlobi rowki...gdy zmniejsze predkosc jest lepiej ale od spodu balchy zbiera sie tzw. szlaka :/
(wczesniej pracowalem na wycinarce styropianowej, ktorej obsluga byla wg mnie nieskompliowana, stad laicyzym, za ktory przepraszam, dot. pracy w metalu)
wracajac do plazmy:
na jakiej wysokosci powinna byc dysza zeby ciac optyalnie?
watpliwosc mam tez co do pradu, na agregacie mam zakres od 16 do 27 AMPs. powinien byc na full ustawiony?
jak wyeliminowac szlake?
czy blacha przed cieciem powinna byc oczyszczona?
...może ktos w Was zna ten model i bedzie w stanie mi pomoc, bedę bardzo wdzieczny za sugestie i ew. roziwazania.
tutaj sa screeny z menu i wartosci parametrow:
http://zapodaj.net/23be8f60efde.bmp.html
http://zapodaj.net/60420c9f77f6.bmp.html
jezleli zdublowalem temat to przepraszam ale przegladajac forum nie znalazlem odp na moje pytania.
czekam na odpowiedzi madrych głów
z gory dziekuje i pozdrawiam
{kind=link}
{kind=link}