



Podłączenie palnika
-
bpm90
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 11
- Rejestracja: 22 maja 2008, 15:12
- Lokalizacja: Kalisz
Podłączenie palnika
Witam. Posiadam źródło hypertherm 1650 z palnikiem recznym i skończyłem właśnie budowę wypalarki. Maszyna sterowana Mach3. Niedlugo zakupie palnik maszynowy jednak narazie chciałbym podłączyć palnik ręczny. Forum czytam od jakiegoś czasu jednak nigdzie nie moge znalezc informacji na ten temat. Dlatego bardzo byłbym wdzięczny jeśi ktoś by mi napisał jak to zrobić i czy istnieje taka możliwość aby sterować palnikiem z programu. Pozdrawiam
Tagi:


")
-
bpm90
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 11
- Rejestracja: 22 maja 2008, 15:12
- Lokalizacja: Kalisz
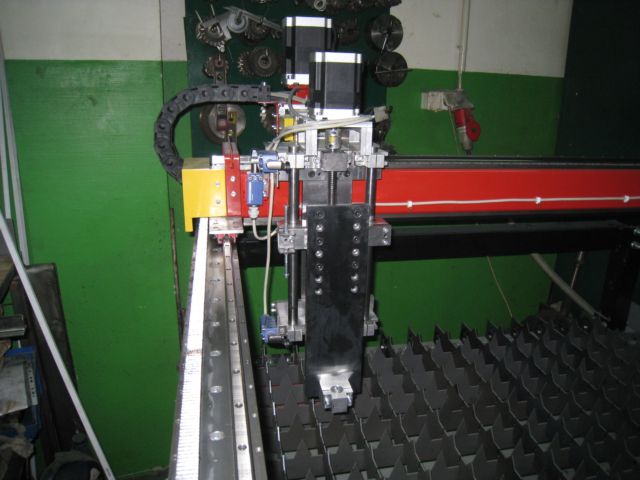
Dzięki. Jutro zacznę kombinować w razie czego to będę pisał. A co do regulacji wysokości palnika to nie mam żadnego pomysłu, ale chce zakupić RWP dostępny w sklepie i zobaczymy co wyjdzie, narazie to wystarczy mi sam palnik podłączony do prób. Maszynke zacząłem budować jakiś rok temu. Dlatego że nie miałem żadnego pojecia o sterowaniu CNC zakupiłem projekt. Do końca nie wiedziałem co z tego wyjdzie ale musze powiedzieć że jak zostało już wszystko podłączone i uruchomione to byłem miło zaskoczony. Oś X i Y śmigają na silnikach 21 Nm ,a oś Z 8Nm. Maszyna jeszcze nie jest przytwierdzona do podłoża także sztywność pozostawia jeszcze wiele do życzenia. Ale predkości dojazdowe 16 m/min są moim zdaniem wystarczające. Problemy starałem się rozwiązywać na bierząco zanim się jeszcze pajawiły. Na tej się napewno nie skończy następną zrobie już wg swojego projektu. Zrobiłem pare zdjęć.




-
karolcnc
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 1
- Posty: 27
- Rejestracja: 27 wrz 2008, 13:23
- Lokalizacja: Świętokrzyskie
Proponuje aby Kolega zaopatrzył się w osłony prowadnic i listw, ponieważ pył podczas cięcia dostanie się wszędzie, będzie osadzał się na listwach - te najlepiej gdyby były zamontowane zębami do dołu.
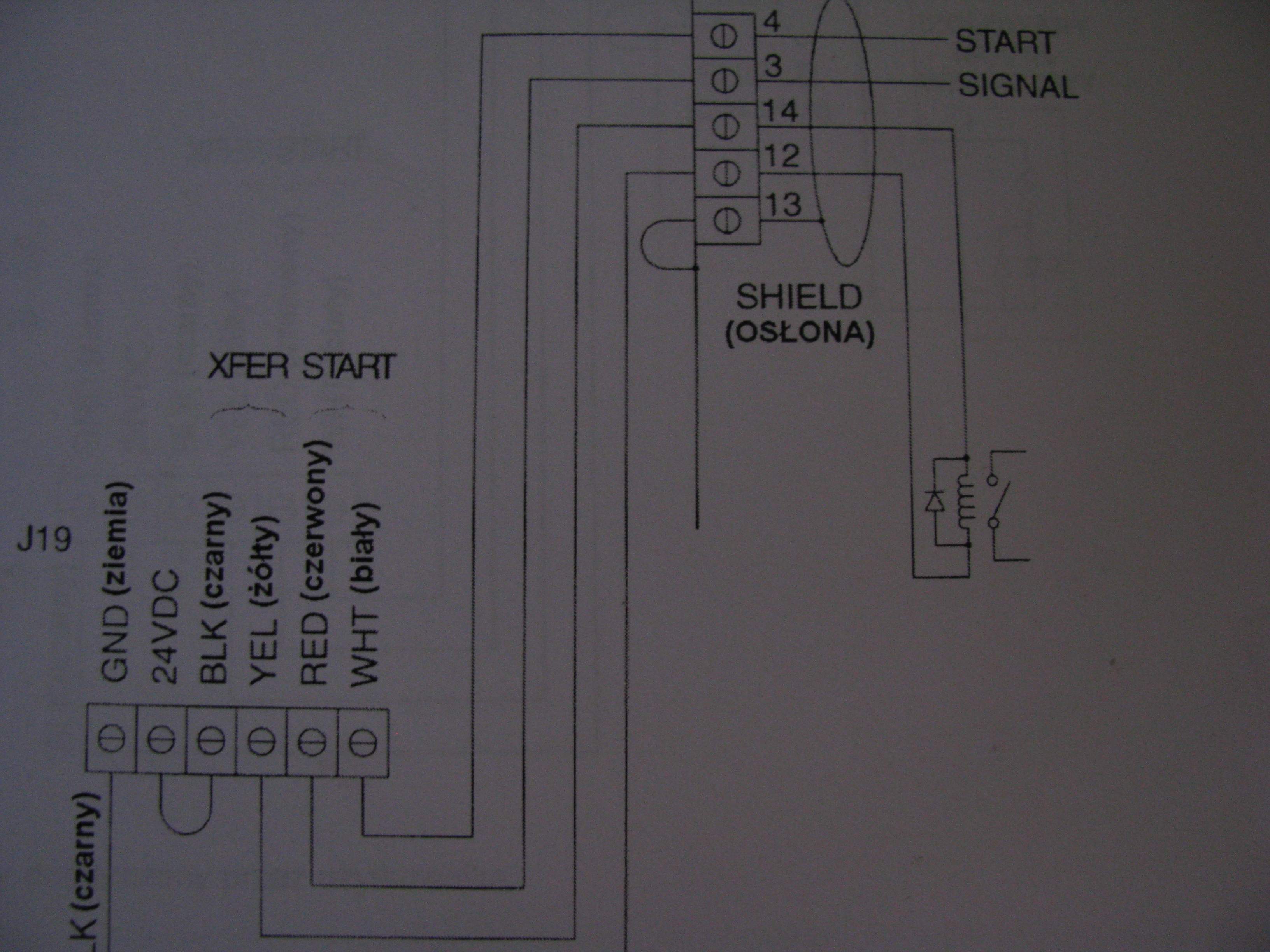
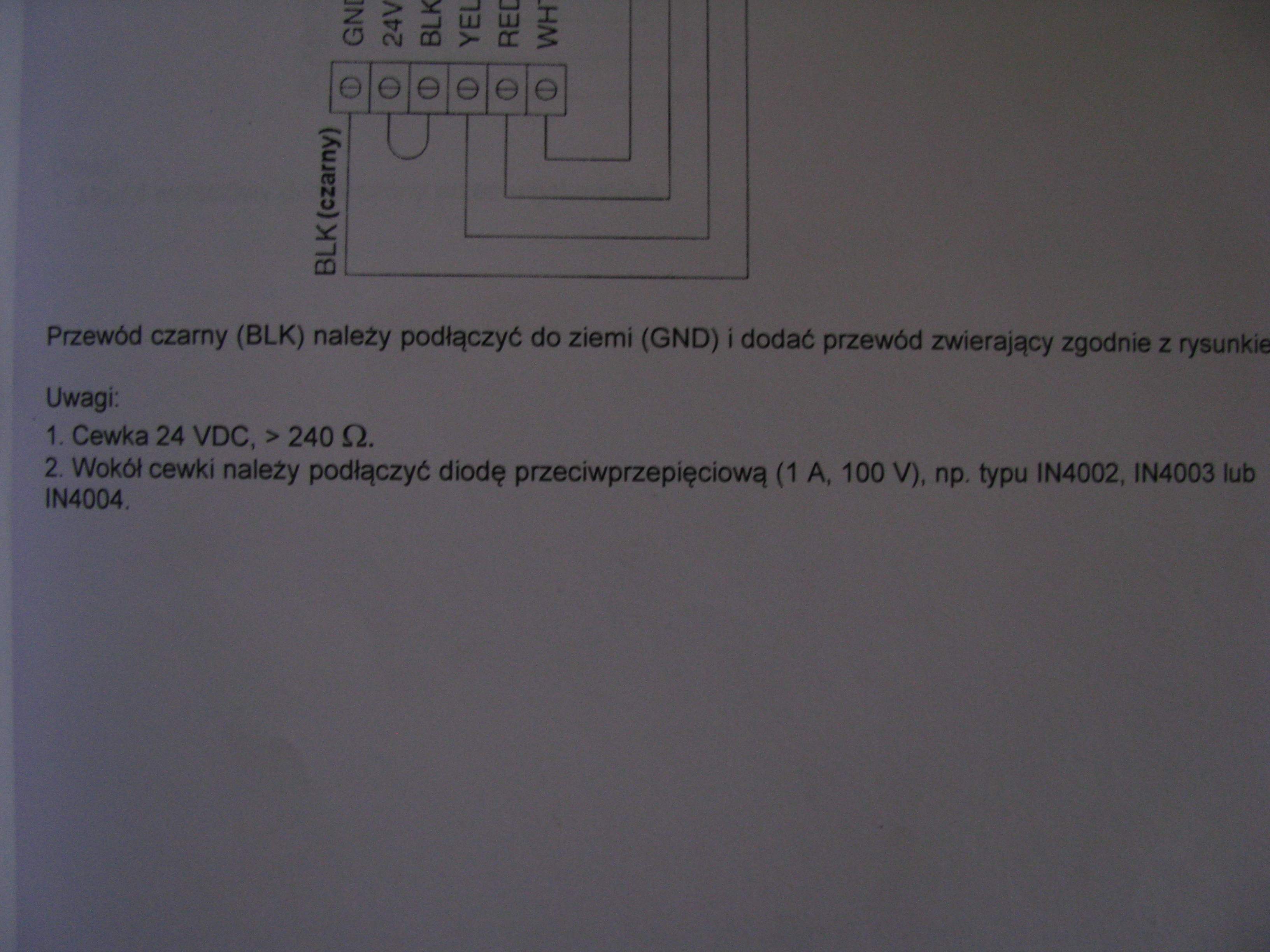
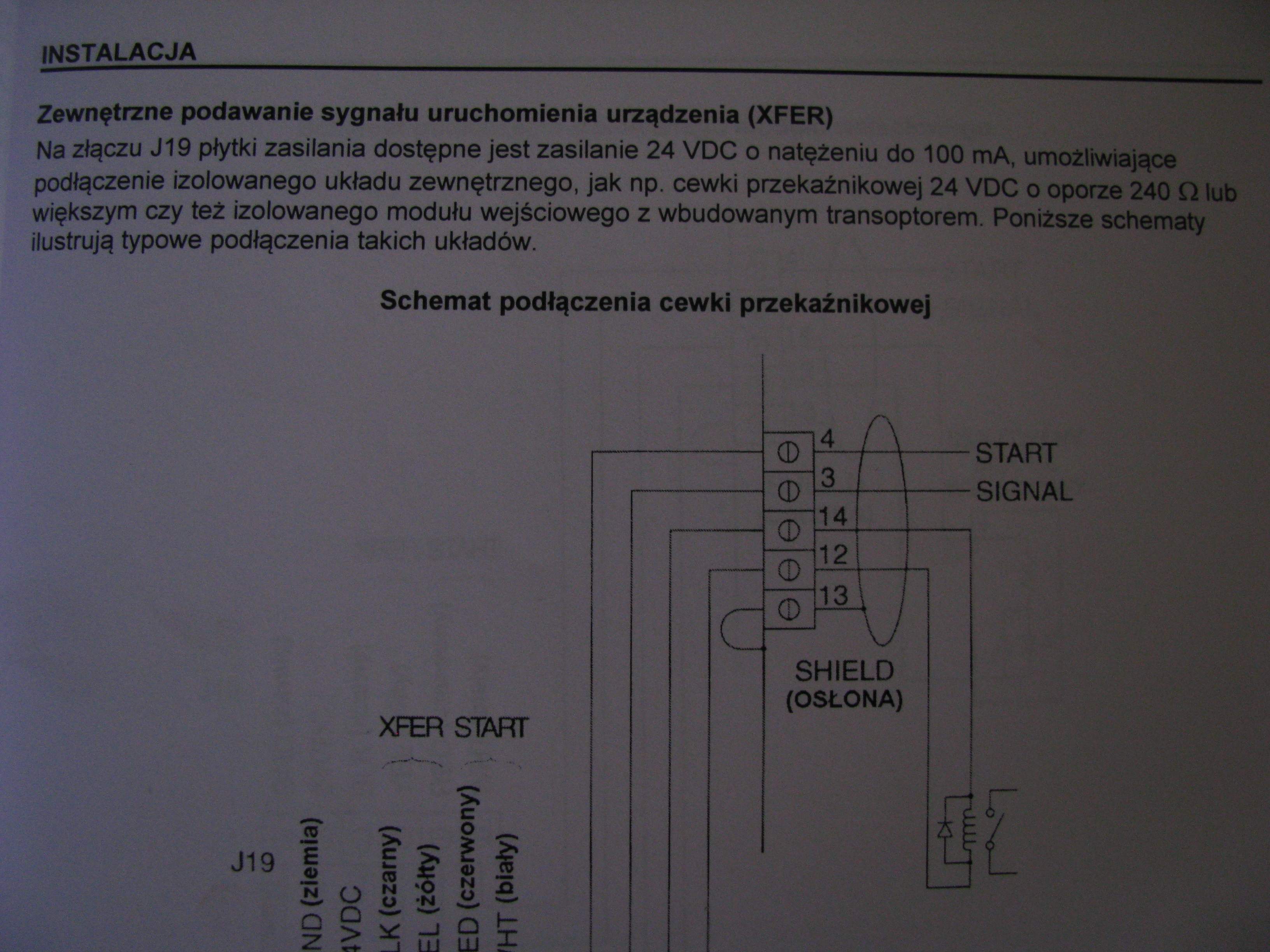
Jeżeli chodzi o sterowanie palnikiem ręcznym w HP 1650 to jeżeli dobrze pamiętam źródło nie pozwala załączać "zdalnie" palnika ręcznego przez złącze z tyłu, nie zgłębiałem tematu, ale palnik ręczny załącza się tylko poprzez switch w rękojeści , można więc spróbować tak nim sterować przez przekaźnik z płyty.
Jeżeli chodzi o sterowanie palnikiem ręcznym w HP 1650 to jeżeli dobrze pamiętam źródło nie pozwala załączać "zdalnie" palnika ręcznego przez złącze z tyłu, nie zgłębiałem tematu, ale palnik ręczny załącza się tylko poprzez switch w rękojeści , można więc spróbować tak nim sterować przez przekaźnik z płyty.
-
 cnccad
cnccad
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 3548
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
tak ... osłona to dobry pomysł.
Ale w tym wykonaniu jak palnik jest dużo poniżej torowiska to nic ta osłona nie da a zastosowanie zębatki tak jak piszesz zębem do dołu będzie gromadzić pył na zębatce i go walcować. Oczywiście to nie będą jakieś „kosmiczne „ ilości ale na pewno będą.
Więc raczej listwa z zębami do pionu i wystawionymi na zewnątrz prowadnicy.
Moduł np. 1,5 i będzie git.
Jak by to była gazówka … to mogło by tak być. Ale plazma … to jest chol….o co robi dużo hałasu i kurzu.
co do HP1650 ... opisałem wyżej jak to zrobić by sterować źródłem i mieć potwierdznie z niego.
Ale w tym wykonaniu jak palnik jest dużo poniżej torowiska to nic ta osłona nie da a zastosowanie zębatki tak jak piszesz zębem do dołu będzie gromadzić pył na zębatce i go walcować. Oczywiście to nie będą jakieś „kosmiczne „ ilości ale na pewno będą.
Więc raczej listwa z zębami do pionu i wystawionymi na zewnątrz prowadnicy.
Moduł np. 1,5 i będzie git.
Jak by to była gazówka … to mogło by tak być. Ale plazma … to jest chol….o co robi dużo hałasu i kurzu.
co do HP1650 ... opisałem wyżej jak to zrobić by sterować źródłem i mieć potwierdznie z niego.
Pozdrawiam.
Każda praca ma swoją wartość a zaniżanie jej wartości jest brakiem szacunku do pieniędzy i samych siebie.
Każda praca ma swoją wartość a zaniżanie jej wartości jest brakiem szacunku do pieniędzy i samych siebie.






