Strona 1 z 2
Niedokładność w wycięciu elementów
: 22 cze 2009, 19:36
autor: nomoney
Witam. Ostatnio wycinałem elementy pisane programem ( Fast Cam o ile dobrze pamiętam) maszyną Jantar 2. Dla dokładności dodam że były to 4 elementy (identyczne z jednego programu) o wymiarach 2,70 x 60 z około 100 otworami o średnicy około 8 cm . Wszystko byłoby dobrze ,gdyby nie fakt że, po wycięciu tych części rozstawy otworów w dwóch elementach nie zgadzały się z dwoma pozostałymi. O dziwo nieduże przesunięcia zaczęły się od połowy elementu -lecz przy końcu różnica doszła do aż 2 cm. Jeśli ktoś wie co mogło być tego przyczyną bardzo proszę o informacje.
: 22 cze 2009, 20:25
autor: mat336
Moim zdaniem to moga byc jakies luzy na srubie która przesuwa wrzeciono. moze byc tez cos z kompensacja,
: 22 cze 2009, 21:16
autor: cnccad
tak jak pisze kolega mat336 ale nie śruba i nie wrzeciono bo to plazma a nie obrabiarka.
Ale założenie słuszne. Prawdo podobieństwo luzu mechanicznego po za obszarem pomiarowym , czyli że enkoder teoretycznie osiąga pozycję ale mechanika wędruje gdzieś dalej.
Dziwne jest to że aż 2cm się rozbiega ale w eckercie to jest wszystko możliwe.
wiec , dołączam się do opinii kolego mat336 , tyle ze proponuję przegląd mechaniczny.
Dobrze by było wypalić koło i zobaczyć gdzie jest przesunięcie , na której osi i za tą się zabrać.
jeżeli to plazma to blacha max 3mm i szybkość cięcia max. na tę grubość ... to od razu sie problem pojawi , bo zadziałają w pełnej okazałości bezwłady narzędzia jakim jest palnik.
Potem można się zastanawiać co zrobić.
Co do korekcji , kompensacji …. Hm …. Musiała by się zmieniać w trakcie cięcia , a czyta linie jak by nie było z programu , po czym dolicza kompensację jak korzysta z maszynowej a jak z programu , to musiał by program zaszaleć żeby linie ochrona przeliczać na dwa różne warianty.
Tyle też to by było dziwne że wówczas mu się robi przerwa linii , a kolega nie wspomina o przerwaniu cięcia , tylko o dziwnym cięciu. Więc biorę założenie że luz mechaniczny.
Po za tym …
Maszyny Eckerta maja wadę w oprogramowaniu. Było to już poruszane na forum.
chyba że termika dała się w znaki ...
: 22 cze 2009, 21:24
autor: Marcin_FST
Raz mi się zdarzyło coś podobnego, z tym, że cały detal był do kitu. w programie do nestingu była ustawiona za mała odległość między elementami, a powiekszona kompensacja spowodowała, że krawędź cięcia była praktycznie "wspólna" i wygięło mi detal podczas cięcia (bo oporu nie było) i cały do kitu wyszedł. może problem tkwi w zbyd dużej bliskości detali między sobą i nieodpowiedniej kolejności cięcia (rozumiem, że najpierw otwory, a potem obrys zewnętrzny) ?
: 23 cze 2009, 09:39
autor: RomanB
Marcin_FST pisze:rozumiem, że najpierw otwory, a potem obrys zewnętrzny
To podstawa. Dalej kierunki cięcia otworów przeciwne do wskazówek zegara a obrys zgodny.
Może spróbuj wypalać otwory w kolejności jak najdalszej od siebie. wtedy bedzie małe miejscowe nagrzewanie materiału, co może powodować odkształcenia blachy. Faktem jest to że maszyna bedzie duzo robiła przejzdów.
Jak gruba blacha?
: 23 cze 2009, 14:15
autor: cnccad
Najlepiej podeślij zdjęcia , lub rysunek palonych elementów z którymi masz problem na forum.
Coś sie wymyśli.
: 23 cze 2009, 14:24
autor: Leoo
Proponuję dokładnie obejrzeć prowadnice i listwy zębate. Takie maszyny powinny mieć osłony.
: 24 cze 2009, 20:32
autor: nomoney
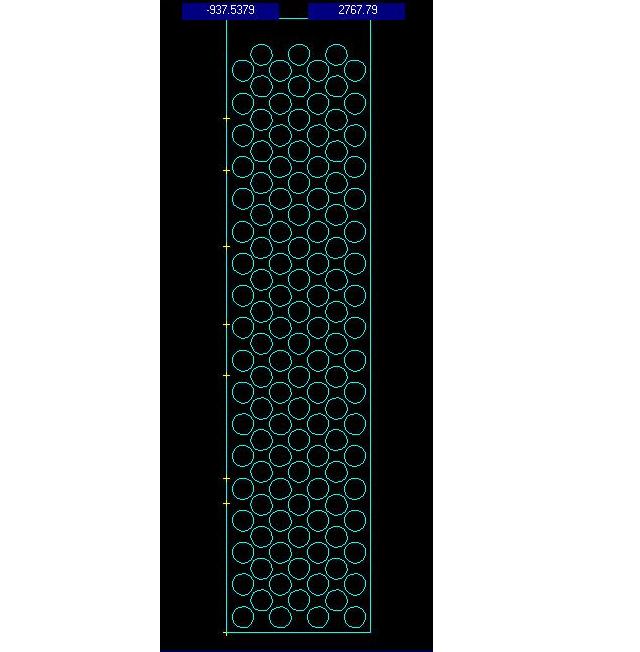
Zamieszczam rysunek elementu - cięty z blachy 8 mm. Odkształcenie blachy raczej nie wchodzi w gre biorąc pod uwagę jej grubość.Prowadnice też wyglądają ok.
: 24 cze 2009, 21:24
autor: cnccad
oooooooooooooo ale dziór tu jest
Więc żeby to wyglądało jakoś normalnie to albo tak jak pisze kolega RomanB
Albo zachować kolejność "Z" cięcia czyli sukcesywnie w poziomie z przejazdem w górę.
Ale czy sprawdzałeś mechanikę w maszynie ??
na włączonej maszynie serwa powinny ciągle pozycjonować i spróbuj mocno "poszarpać" rękoma portal osi "X" i "Y" przyglądając się wskazaniom pozycji osi. Hehe ... tylko nie urwij czegoś

Teraz tak .... nie piszesz czym paliłeś i jeżeli paliłeś gazówka to sprawa jasna. Nie problem w mechanice a tylko w termice. Po prostu Ci sie rozjechały wymiary od ciepła.
jeżeli pojedyńczo plazmą ( po jednej sztuce ) to jak kładłeś następne blachy to nie powinieneś kłaść ich w tym samym miejscu a tylko 2...3cm dalej w obu kierunkach.
To miejsce po poprzednich paleniach juz będzie klinem dla blachy może powodować przesunięcia nie otworów a całej blachy. kontur Ci wyjdzie poprawnie ale dziury nie.
Bo kontur chyba Ci wyszedł poprawnie. Był jako ostatni palony.
: 25 cze 2009, 22:30
autor: chrisz1796
jedno pytanie? dzieliłeś okręgi na 2 łuki po 180 stopni?
dlaczego? zaraz padnie pytanie pewnie. Bo tak trzeba, w każdym razie oprogramowanie w maszynach Eckerta (na pewno 2 lata wstecz i starsze), miało taką wadę. Wystarczy, że łuk nie będzie większy niż 180 stopni i wszystko OK.
W rozważaniach pomijam nagrzewanie się blachy, technologię i niedoskonałości mechaniczne
pozdro4all