Strona 1 z 1
Pierwsze cięcia
: 07 sty 2023, 15:14
autor: tszatan
Po problemach z paskami oraz niedziałającym źródłem w końcu udało się uruchomić pierwszy raz maszynę.
Problemy są 2:
1. palnik odjeżdża strasznie wysoko przez co jakość ciecia jest słaba właściwie jej nie ma
https://youtu.be/reM6dYLSc8Y
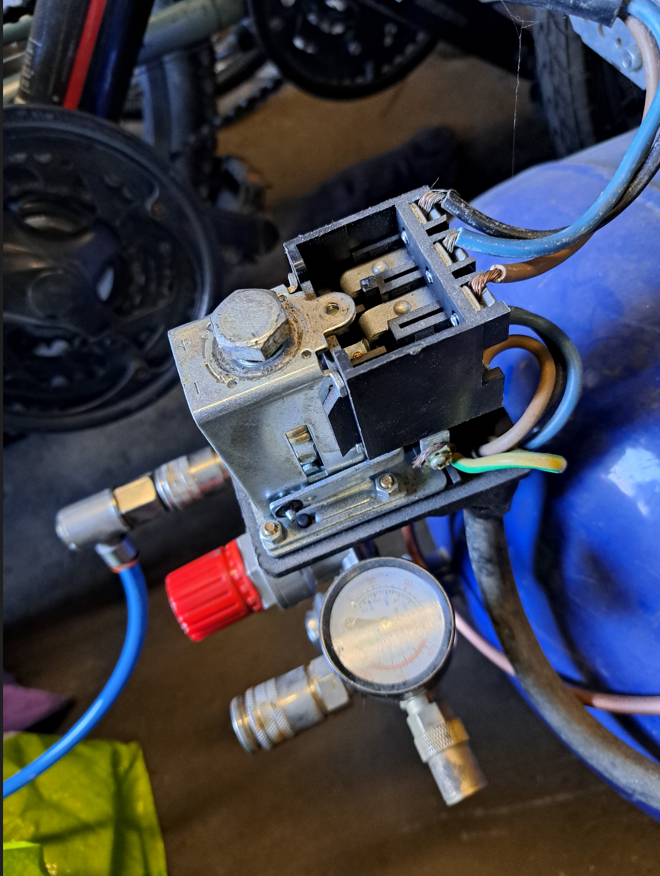
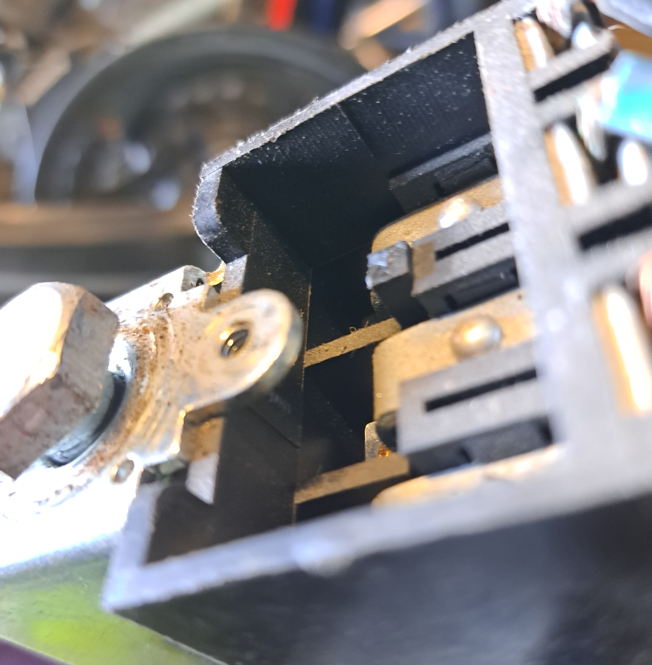
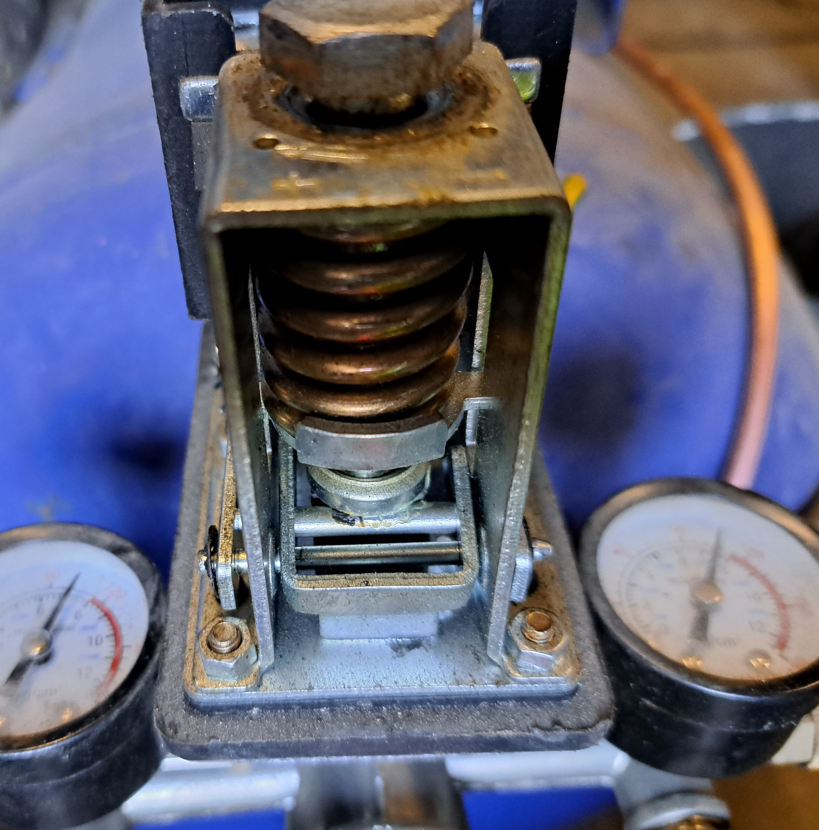
2. nie mam pojęcia jak podnieść ciśnienie załączania kompresora, włącza się przy 6barach. Czy to możliwe, że mój presostat nie posiada takiej regulacji?
Dziękuję za podpowiedzi.
Re: Pierwsze cięcia
: 07 sty 2023, 15:39
autor: dudziak4
śrubę powinieneś wkręcić a nie wykręcić, chociaż jest możliwe że zakres się skończył.
Czego używasz do generowania kodu?
Re: Pierwsze cięcia
: 07 sty 2023, 15:48
autor: tszatan
N0010 (Filename: kwadrat 50mm 3mm slow.tap)
N0020 (Post processor: cnc moj pp.scpost)
N0030 (Date: 07/01/2023)
N0040 G21 (Units: Metric)
N0050 G53 G90 G40
N0060 F1
N0070 S500
N0080 (Part: kwadrat 50mm)
N0090 M06 T3 (Plasma, 3mm 2500)
N0100 G00 X-7.2233 Y9.0767 Z10.0000
N0110 M300
N0120 G00 Z3.8000
N0130 M03
N0140 G04 P0.5
N0150 G01 Z1.5000 F100
N0160 G02 X-5.4915 Y13.2577 I2.9564 J1.2246 F2500.0
N0170 X-5.4915 Y13.2577 I5.4915 J-13.2577
N0180 M05
N0190 G00 Z10.0000
N0200 X-17.5000 Y17.5000
N0210 M300
N0220 G00 Z3.8000
N0230 M03
N0240 G04 P0.5
N0250 G01 Z1.5000 F100
N0260 G02 X-16.3137 Y20.3640 I0.5932 J1.4320 F2500.0
N0270 X-16.3137 Y20.3640 I-1.1863 J-2.8640
N0280 M05
N0290 G00 Z10.0000
N0300 X17.5000 Y17.5000
N0310 M300
N0320 G00 Z3.8000
N0330 M03
N0340 G04 P0.5
N0350 G01 Z1.5000 F100
N0360 G02 X16.3137 Y14.6360 I-0.5932 J-1.4320 F2500.0
N0370 X16.3137 Y14.6360 I1.1863 J2.8640
N0380 M05
N0390 G00 Z10.0000
N0400 X17.5000 Y-17.5000
N0410 M300
N0420 G00 Z3.8000
N0430 M03
N0440 G04 P0.5
N0450 G01 Z1.5000 F100
N0460 G02 X14.6360 Y-16.3137 I-1.4320 J0.5932 F2500.0
N0470 X14.6360 Y-16.3137 I2.8640 J-1.1863
N0480 M05
N0490 G00 Z10.0000
N0500 X-17.5000 Y-17.5000
N0510 M300
N0520 G00 Z3.8000
N0530 M03
N0540 G04 P0.5
N0550 G01 Z1.5000 F100
N0560 G02 X-16.3137 Y-14.6360 I0.5932 J1.4320 F2500.0
N0570 X-16.3137 Y-14.6360 I-1.1863 J-2.8640
N0580 M05
N0590 G00 Z10.0000
N0600 X28.2000 Y28.8500
N0610 M300
N0620 G00 Z3.8000
N0630 M03
N0640 G04 P0.5
N0650 G01 Z1.5000 F100
N0660 G02 X25.0000 Y25.6500 I-3.2000 J0.0000 F2500.0
N0670 G01 X-28.9000 F2500
N0680 G02 X-25.6500 Y28.9000 I0.0000 J3.2500 F2500.0
N0690 G01 Y-28.9000 F2500
N0700 G02 X-28.9000 Y-25.6500 I-3.2500 J0.0000 F2500.0
N0710 G01 X28.9000 F2500
N0720 G02 X25.6500 Y-28.9000 I0.0000 J-3.2500 F2500.0
N0730 G01 Y25.0000 F2500
N0740 M05
N0750 G00 Z10.0000
N0760 M05 M30
Re: Pierwsze cięcia
: 07 sty 2023, 15:59
autor: dudziak4
czyżby sheetcam trochę nie dopasowany a używasz jakiegoś thc ?
Re: Pierwsze cięcia
: 07 sty 2023, 17:14
autor: tszatan
Shetćam + pp z forum
Thc proma
Re: Pierwsze cięcia
: 07 sty 2023, 20:55
autor: dudziak4
żeby palnik nie jechał za wysoko podczas cięcia, ustaw palnik na wysokości cięcia i zablokuj thc żeby nie miało możliwości sterowania góra-dół. Zrób 100-150mm cięcia na zablokowanym thc zanotuj sobie wartość napięcia jaka się wyświetla i taką później ustaw jako wyjściowe napięcie dla thc dla takiej grubości i prądu. Nie sugeruj się tablicami znalezionym w sieci.