



")
Postanowiłem pisać dalej w tym temacie aby nie zakładać kolejnego.
Dokończyłem prace nad moją wypalarką i co się okazało? że pomimo już jakiegoś doświadczenia znowu popełniłem błąd przy budowie ale mniejsza o to (po prostu troszkę słabo wykorzystuje pole robocze maszyny)











Troszkę opiszę maszynkę :
Oś X
Zakres roboczy 0 do 2400mm (tu popełniłem gafe albowiem nie uwzględniłem martwego pola a miało być 2500mm )
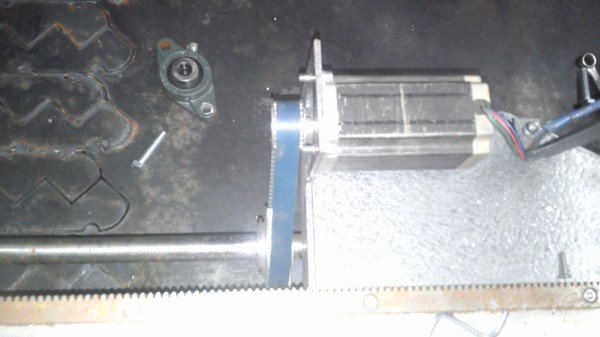
Napęd: Silnik krokowy 3.1Nm 3A
Przełożenie 1:1 koło zębate M1.5 Z-11 przyłożone bezpośrednio na listwę zębatą i dociskane sprężyną
Oś Y
Zakres roboczy 0 do 1270mm (mógłbym łatwo powiększyć do 1450mm ale nie mam takiej potrzeby)
Napęd: silnik krokowy 3.1Nm 3A
Przełożenie 2:1 Silnik koło zębate T5 20z, Wałek -koło zębate T5 40z napęd przekazywany na listwę za pomocą kół zębatych M1.5 17z obustronnie
Kasowanie luzu ręczne
Oś Z
Zakres roboczy 0 do -60
Napęd: silnik krokowy 1.89Nm 2.8A
Przełożenie: 1:1 za pomocą śruby trapezowej 10x3 +nakrętka z brązu
Na osi Z podatkowa pływająca oś z palnikiem
W puszce sterownik zelpr 3oś + Trafo TS 200VA 230/32V + softstart
Dotychczasowy program sterujący to LinuxCNC
Maszyna posiada krańcówki bazujące wszystkie osie + limit Z jednak ze względu na brak pinów są odłączone poza limitem Z albowiem próbuje podpiąć THC od prokopcio
Teraz kilka pytań do kolegów albowiem mam wiele problemów których nie miałem wcześniej, a mianowicie.
1. Czy popełniłem duży błąd stawiając komputer na podstawie ruchomej połączonej z ramą albowiem zawiesza mi się przy odpalaniu łuku? Dodam tylko że palnik jest na płytce z akrylu 15mm, a sam stół roboczy odizolowany jest od ramy przekładkami z klingerytu 5mm a dodatkowo sterownik jest na przekładce z ebonitu 20mm i z własnym uziemieniem niezależnie od uziemienia stołu i ramy.
2. Jak rozwiązać wykrywanie materiału i jakim g-kodem to podpisać?
Mam pływający uchwyt z kracówką NO z tym że jak dysza dotknie materiału to ma jeszcze 4mm do zadziałania krańcówki. Chciałbym to ustawić tak aby każdorazowo LinuxCNC komendę M3 S1 interpretował jako zjazd osią Z do wstępnie ustawionego ofsetu z pełną prędkością a następnie z prędkością F150 zjechał do materiału >załączenie limitu>automatyczny offset -4mm> podjazd do wysokości przebicia (u mnie to 3mm)
3. Najważniejsze pytanie
Jak zmusić LinuxCNC do współpracy z THC?
Wiem że kamar to rozwiązał i juz pracowałem nad tym z kol. jarenio (za co jestem wdzięczny) ale poległem przy próbie podłączenia neta do warsztatu co utrudniało dalszą prace. Czy jest ktoś z okolic Czarnkowa-Piły kto byłby mógł pomóc lub raz jeszcze napisać mi co zmienić w configu aby THC był widziany.
4. Jakiego płynu używacie w stołach wodnych albowiem u mnie woda mocno koloruje
Czy wystarczy jak wleje inhibitor korozji taki jak wlewamy do instalacji c.o.?
Nie wykluczam również zmiany programu sterującego jednak Mach mi nie zbyt podchodzi i wcale tu nie chodzi o kwestię ceny ale o kulturę pracy silników i przytłaczający interfejs.
Rozważam też zakup PikoCNC ale w pierwszej kolejności chcę spróbować raz jeszcze z LinuxCNC albowiem ten program najbardziej mi leży i posiadam bogatą bibliotekę plików ngc. które pisałem "z ręki" i które stale uzywam.
Jeżeli chodzi o kompa to ma proc Intel D 2x2.8 GHz 1,5 Gb RAM i grafikę GF (nie pamiętam
pozdrawiam i dziękuje za jakąkolwiek odezwe


")






