



")
Witam,
Planuję zbudować stół cnc do plazmowej plazmowej. Do sterowania myślę użyć programu CNConv 2v1.
Posiadam chinską przecinarkę dedra 40 amper, która po naciśnięciu przycisku zajarza łuk niekiedy odrazu a czasem dopiero po 2 sekundach.
Zbudowałem już układ na przekładniku prądowym wychwytujący zajarzenie łuku i teraz moje pytanie brzmi w jaki sposób dać programowi znać, że łuk już się zapalił i by program mógł zacząć posów.
z góry dzieki za odp.
chinska plazma - startowanie posówu


-
pulek
- Znawca tematu (min. 80)
")
- Posty w temacie: 1
- Posty: 93
- Rejestracja: 14 paź 2009, 12:13
- Lokalizacja: NWM
Z tego co mi wiadomo CNConv do obsługi plazmy dopiero powstaje w "pełnej" wersji dla plazmy. Do teraz to była tylko namiastka. Podejrzewam, że w takiej wersji będzie tak przydatna opcja jak "potwierdzenie" zajarzenia łuku. Też mnie interesuje taki układ. Czy ty zamierzasz sterować poprzez USB ? Autor kontrolera CNConv sam przyznaje, że do wypalarek plazmowych się nie nadaje...
-
prokopcio
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1127
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Dokładnie tak... w wersji 14 już będą obsłużone 3 dodatkowe wejścia dla przecinarki: Potwierdzenie zajarzenia łuku głównego, THC Up i THC Down...
Niestety również jest prawdą, że interfejs USB nie nadaje się zbytnio do sterowania przecinarek plazmowych z zajarzaniem łuku HV / HF - po prostu komputer (nie kontroler CNConv) potrafi "odłączyć" urządzenie od portu USB. Po moich wnikliwych testach widzę, ża najważniejszym "ogniwem" jest porządna opto-izolacja od strony LPT, to załatwia sprawę jednak nie może ona zawierać przetwornic DC-DC które mimo, że izolują obwody galwanicznie to poprzez transformator zawarty w ich wnętrzu pięknie przechodzą zakłócenia. "czysta" opto-izolacja załatwia sprawę.
Ja steruję po USB i nie mam problemów choć już do tego celu stworzyliśmy sterownik (jeszcze niedostępny) :
choć już do tego celu stworzyliśmy sterownik (jeszcze niedostępny) :
PC -> usb / opto rs485 ( może być nawet 500m ) -> sterownik z wyświetlaczem i przyciskami
) -> sterownik z wyświetlaczem i przyciskami  -> maszyna.
-> maszyna.
Niestety również jest prawdą, że interfejs USB nie nadaje się zbytnio do sterowania przecinarek plazmowych z zajarzaniem łuku HV / HF - po prostu komputer (nie kontroler CNConv) potrafi "odłączyć" urządzenie od portu USB. Po moich wnikliwych testach widzę, ża najważniejszym "ogniwem" jest porządna opto-izolacja od strony LPT, to załatwia sprawę jednak nie może ona zawierać przetwornic DC-DC które mimo, że izolują obwody galwanicznie to poprzez transformator zawarty w ich wnętrzu pięknie przechodzą zakłócenia. "czysta" opto-izolacja załatwia sprawę.
Ja steruję po USB i nie mam problemów
PC -> usb / opto rs485 ( może być nawet 500m
-
 cnccad
cnccad
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
co do zakłóceń ...
RS232 / CAN. Pewne , proste i przede wszystkim tanie.
Długo "trenowałem" RS485 , 422 a po przejściu na CAN jak ręka odjął , problemy się skończyły.
jedyny minus to taki że trzeba mu za gwarantować osobne zasilanie i wówczas pracuje bez problemu.
Też testowałem światłowód , ale koszta były trochę wyższe niż dla CAN. Jak się nie mylę to CAN mnie kosztował w całości 60zł w całości. Obecnie zmieniłem trochę jego konstrukcję i zastosowałem dwa rodzaje transoptorów.
poniżej schemat konwertera RS 232/CAN strony komputera PC
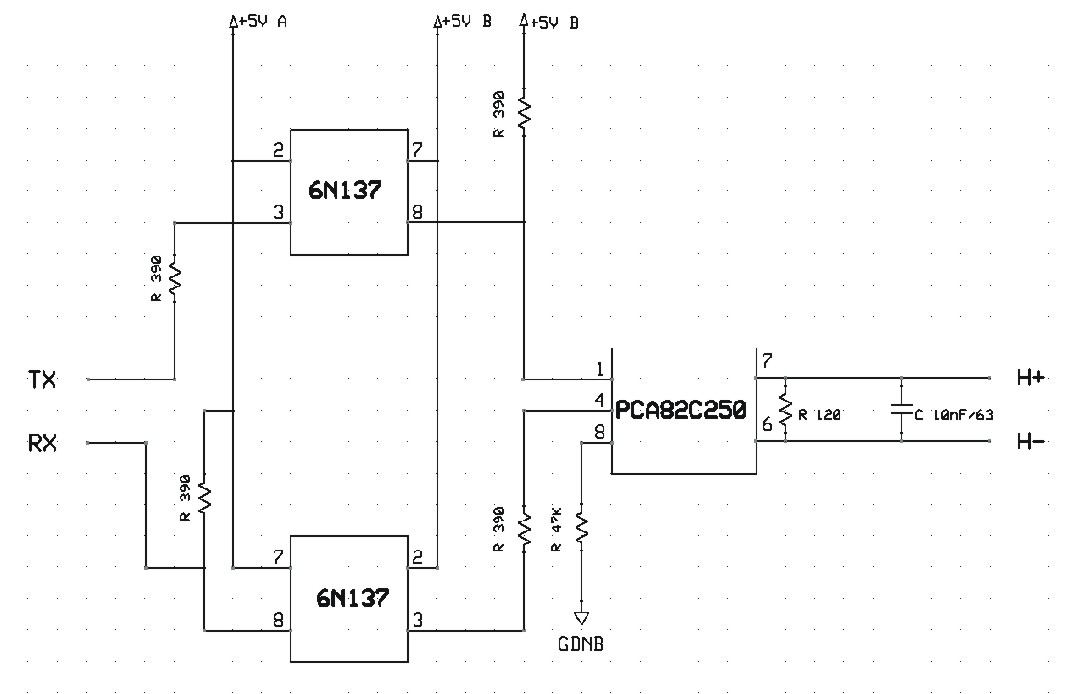
Druga strona trochę inaczej jest zrobiona. Zakłócenia ... hm ... po prostu ich nie ma.
Oczywiście , przewód ekranowany CAN gdyż HF jak by nie było to jest. Ekran podłączony z jednej strony i nie potrzeba wyrównywać potencjałów bo do czego ...
RS232 / CAN. Pewne , proste i przede wszystkim tanie.
Długo "trenowałem" RS485 , 422 a po przejściu na CAN jak ręka odjął , problemy się skończyły.
jedyny minus to taki że trzeba mu za gwarantować osobne zasilanie i wówczas pracuje bez problemu.
Też testowałem światłowód , ale koszta były trochę wyższe niż dla CAN. Jak się nie mylę to CAN mnie kosztował w całości 60zł w całości. Obecnie zmieniłem trochę jego konstrukcję i zastosowałem dwa rodzaje transoptorów.
poniżej schemat konwertera RS 232/CAN strony komputera PC
Druga strona trochę inaczej jest zrobiona. Zakłócenia ... hm ... po prostu ich nie ma.
Oczywiście , przewód ekranowany CAN gdyż HF jak by nie było to jest. Ekran podłączony z jednej strony i nie potrzeba wyrównywać potencjałów bo do czego ...
Pozdrawiam robaczki kolorowe :)






