")
Witam ,szukam pomocy
czy ktoś z kolegów jest w stanie wykonać
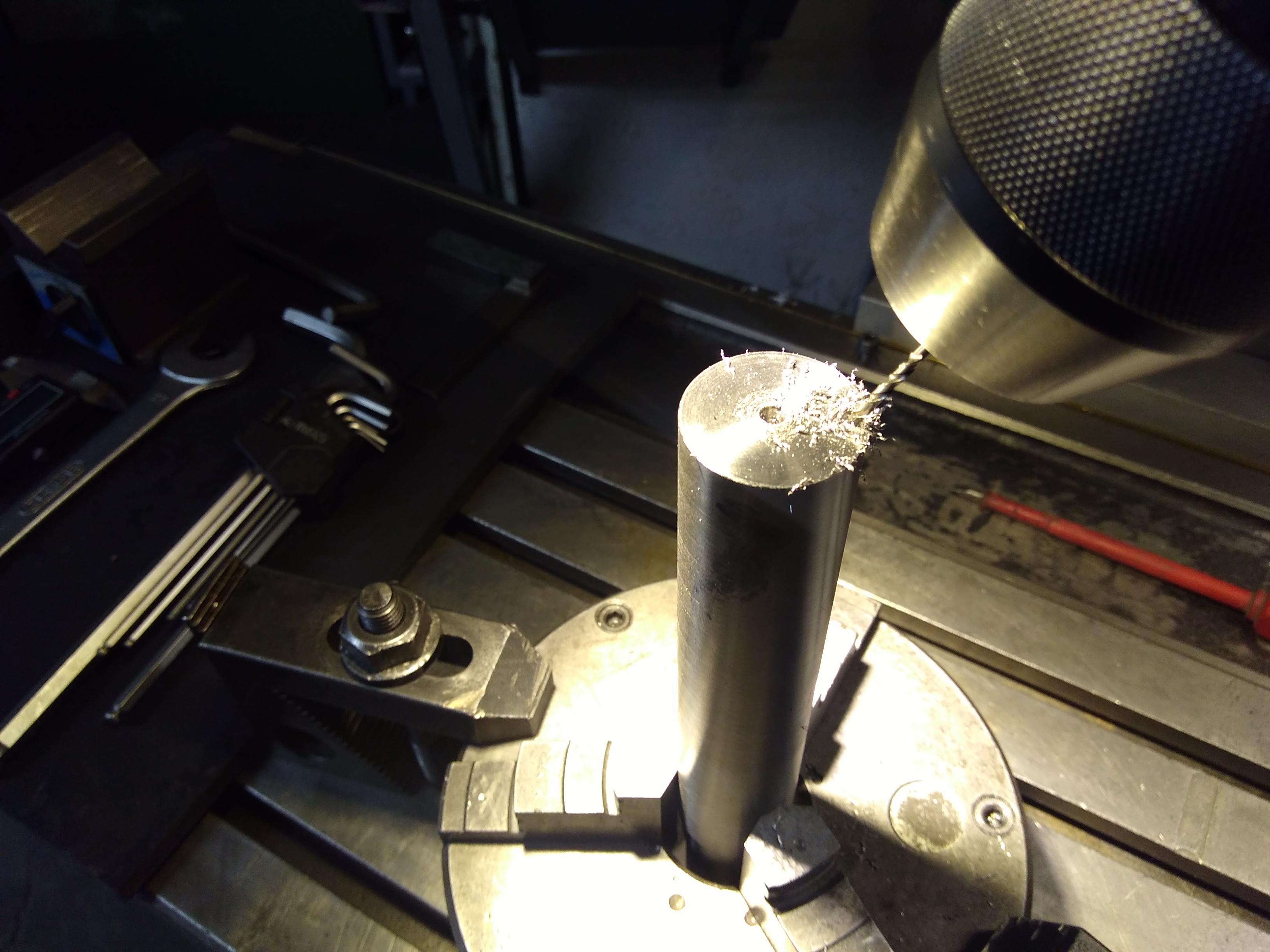
otwór przelotowy fi 26 mm w wałku stalowym 40HMT fi 57
długość wałka 330mm
wykonanie otworu w wałku na dlugości 330mm


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 11570
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: wykonanie otworu w wałku na dlugości 330mm bez podtrzymki
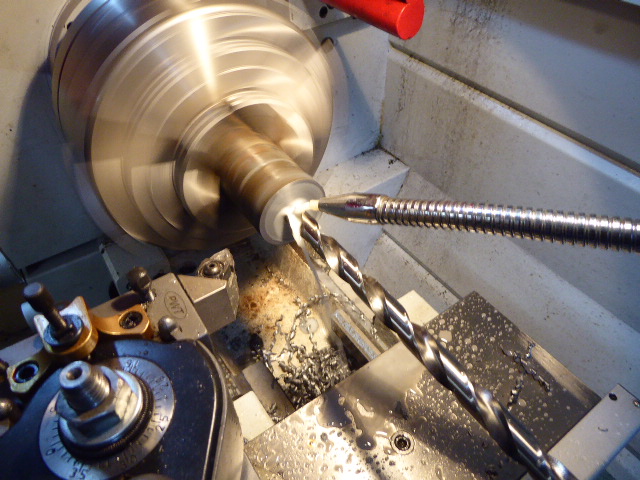
Ostatnio wierciłem w wałku ze stali S235 nietolerowany nieprzelotowy otwór ⌀14mm x 265mm, wiertło ⌀14,0mm 375/260 HSS DIN1869, chłodzenie emulsją, nawiercenie nawiertakiem, obroty 240/min. Wiercenie krótkimi "skokami" by nie tworzyć długiego wióra, by chłodziwo mogło dotrzeć do strefy skrawania, oraz by czoło się możliwie jak najczęściej samocentowało, z częstym wyprowadzaniem by wyrzucić wióry. (zwłaszcza przy ostatnich 20mm, bo rowek wiórowy był krótszy niż wiercona głębokość)
 ,
,  ,
,



Średnica wejścia ⌀14,14mm, otwór na końcu na pewno nie jest idealnie osiowy, ale włożony weń długi szlifowany pręt ⌀14mm nie wykazywał jakiegoś znaczącego bicia wystającego końca. A wszedł lekko, więc prawdopodobnie się nie musiał wygiąć jeśli oś otworu byłaby łukowata.
(film nagrywany z ręki bez statywu więc nieco drga)
https://www.dropbox.com/scl/fi/oi9twzxh ... hwfw9&dl=0
, , Średnica wejścia ⌀14,14mm, otwór na końcu na pewno nie jest idealnie osiowy, ale włożony weń długi szlifowany pręt ⌀14mm nie wykazywał jakiegoś znaczącego bicia wystającego końca. A wszedł lekko, więc prawdopodobnie się nie musiał wygiąć jeśli oś otworu byłaby łukowata.
(film nagrywany z ręki bez statywu więc nieco drga)
https://www.dropbox.com/scl/fi/oi9twzxh ... hwfw9&dl=0
pozdrawiam,
Roman
Roman
-
Steryd
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 4143
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: wykonanie otworu w wałku na dlugości 330mm
Jak Ci brakuje łoża, to zacznij krótkim wiertłem, a dlugie założysz już będąc w otworze.wałek 40mm nie jest jakoś bardzo ciężki. Jak nie będziesz szalał z obrotami, to bez podtrzymki da radę, najtrudniej bedzie planować, nawiercanie i wiercenie to bułka z masłem.
Można?
Morzna!!!
Morzna!!!
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2111
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: wykonanie otworu w wałku na dlugości 330mm bez podtrzymki
to ja też się pochwale tym co wszystkie tygryski lubią.
Φ 4x220 mat 40H na trzonek wytaczaka antywibracyjnego (jak popatrzeć co można kupić to ceny wołają od ok 5000 zł wzwyż a i tak nie ma takich które są mi przydatne)
https://drive.google.com/file/d/1RA13x- ... drive_link
Dodatkowo otwór wiercony w trzonku ustawiony jest mimośrodowo a z drugiej strony trzeba złapać go dla dyszy wyjściowej Φ 2 czyli pionowy kąt nachylenia dyszy wzgledem osi i drugi skierowania jej na czubek płytki i trzeci skręcenia trzonka względem płaszczyzny wiercenia aby złapać mimoosiowość kanału dolotowego. Dlatego wygląda to tak koślawo ale otwory się odnalazły.