



Bazowanie materialu oś C


-
andrzey520
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 107
- Rejestracja: 28 cze 2011, 19:41
- Lokalizacja: wp
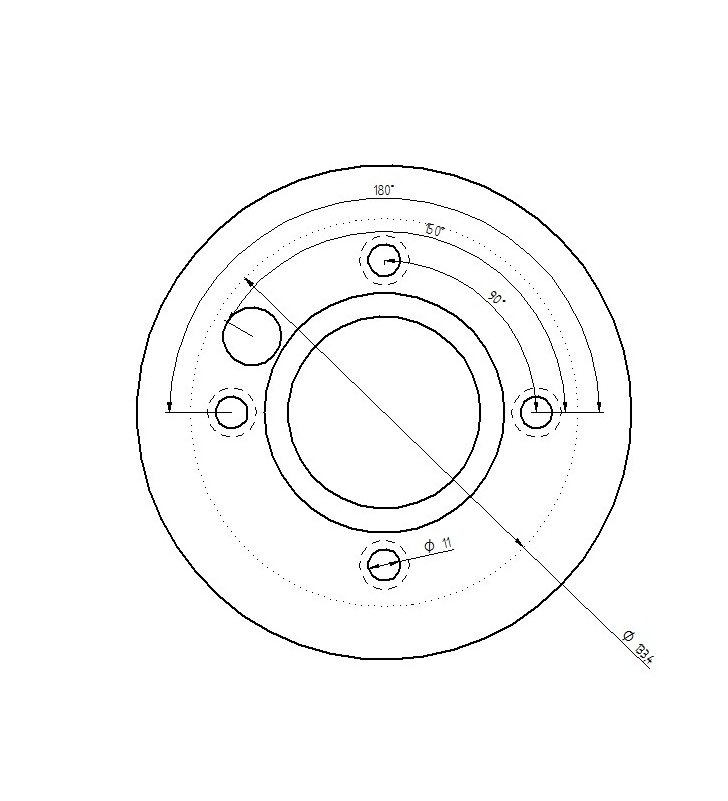
Witam u siebie na CTX(siemens) robie to tak jak mam serie jakis detali z otworami to robie sobie 2 stopniowe szczeki i gwintuje w nich jakieś otwory do bazowania detalu wkręcam dorobione kołeczki i poprostu nasuwam na nie detal jeżeli są to pojedyńcze sztuki to zaznaczam na detalu gdzie był wiercony 1-szy otwór i to wkładam na pałe jak ktoś u góry pisał ustawiam wrzeciono funkcja M19 najerzdzam napędzanym narzędziem na współrzędne zapinam czujnik i kręce osią C aż ustawie czujnik na 0 wtedy wpisuje w offsecie dokład do osi C o dany kąt np.13 stopni i można jechać metoda ta jest troche upierdliwa no ale to dla 1-2 sztuk może byc ale jak jest 100 to osiwiał bym tak to robić Pozdrawiam
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 4
- Posty: 1863
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
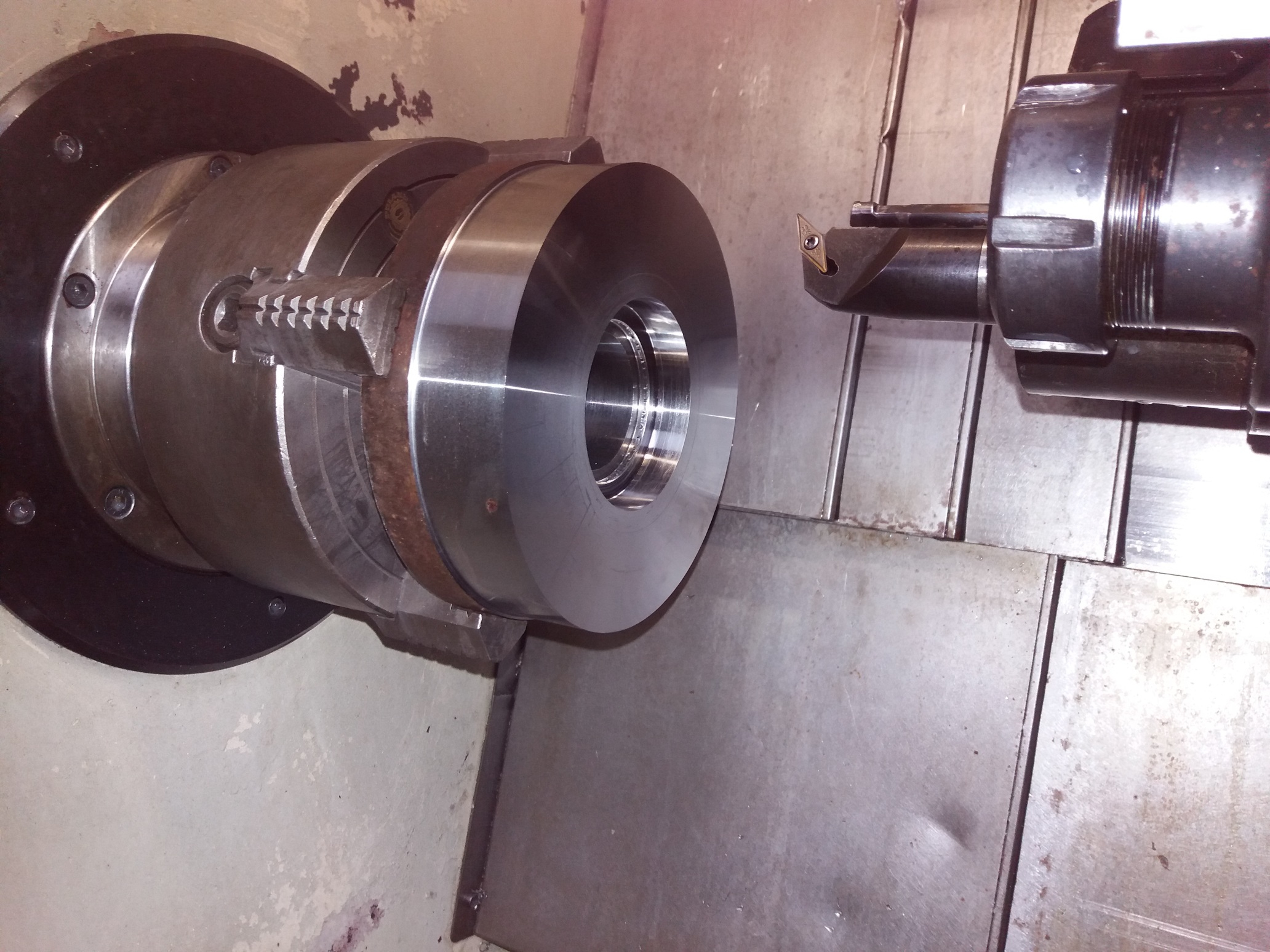
Wiec tak , nie mam możliwości ustawiania w JOG osi C  , maszyna ma dwa oddzielne kolka do ustawiania osi Z i X i to wszystko . Metodę na ustawienie najpierw wrzeciona na dany kat a następnie ustawienie i dokręcenie detalu uważam za mocno nieprecyzyjną (obrabiam w uchwycie 4 szczękowym wiec zawsze po zaciśnięciu będzie potrzebna jakaś korekta zamocowania) ale jest to jakieś wyjście. Dzisiaj może znajdę trochę czasu to po testuje przy maszynie czy nie ma tam jakiejś opcji bazowania w osi C bo w instrukcji nic nie znalazłem
, maszyna ma dwa oddzielne kolka do ustawiania osi Z i X i to wszystko . Metodę na ustawienie najpierw wrzeciona na dany kat a następnie ustawienie i dokręcenie detalu uważam za mocno nieprecyzyjną (obrabiam w uchwycie 4 szczękowym wiec zawsze po zaciśnięciu będzie potrzebna jakaś korekta zamocowania) ale jest to jakieś wyjście. Dzisiaj może znajdę trochę czasu to po testuje przy maszynie czy nie ma tam jakiejś opcji bazowania w osi C bo w instrukcji nic nie znalazłem

Ostatnio zmieniony 04 lut 2017, 09:00 przez blasterpl, łącznie zmieniany 1 raz.
-
mateu5
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 618
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
Z tym kołkiem to też nie tak kolorowo, przecież szczęki są ruchome, jeśli średnica za która trzyma detal w szczękach wyjdzie mu mniejsza czy też większa, to detal zamiast trzymać szczeka to będzie trzymać kołek.
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
-
capt.d.
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 387
- Rejestracja: 25 lut 2016, 19:23
- Lokalizacja: Tarnowskie Góry
Aloha
Pozdrawiam
Ile to jest mocno? Często tak robiłem, co prawda na frezarkach i w uchwytach 3-szczękowych ale jednak sposób jest sprawdzony. Jeśli uchwyt nie jest w stanie tragicznym i miary nie są +/-0,01 - nie powinno być problemów.blasterpl pisze:Metodę na ustawienie najpierw wrzeciona na dany kat a następnie ustawienie i dokręcenie detalu uważam za mocno nieprecyzyjną
To w jaki sposób Kolega wywiercił te otwory?blasterpl pisze:czy nie ma tam jakiejś opcji bazowania w osi C
Zgadza się, dlatego myślę, że rozwiązaniem w takiej sytuacji może być zrobienie fasolki w szczęce. Jej oś zawsze będzie po promieniu, nic tylko ustawić ją pod odpowiednim kątem.mateu5 pisze:Z tym kołkiem to też nie tak kolorowo, przecież szczęki są ruchome, jeśli średnica za która trzyma detal w szczękach wyjdzie mu mniejsza czy też większa, to detal zamiast trzymać szczeka to będzie trzymać kołek.
Pozdrawiam






