Frezowanie na tokarce
: 02 wrz 2016, 10:20
Witam!
Zmajstrowałem sobie uchwyt do frezowania na tokarce.
Mam kilka pytań o dobór parametrów. No bo tak:
biorę frez np 8mm walcowy HSS. Chcę nim wyfrezować kanałek w płycie.
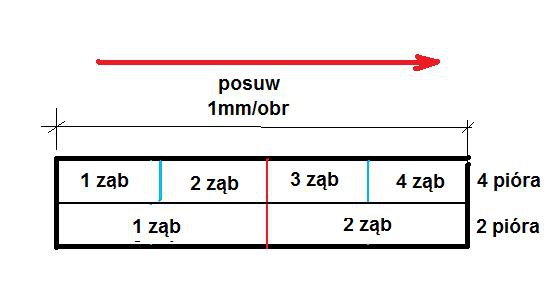
Odczytuję sobie prędkość skrawania dla stali węglowej 16 m/min (daję najmniejszą bo mała sztywność maszyny) i ustawiam najbliższe obroty na tokarce (wychodzi chyba 450 u mnie). I teraz pozostaje kwestia posuwu - jak go dobrać?
Bo w Poradniku Frezera piszą że dla moich warunków posuw na ostrze powinien wynosić około 0,2-0,1 mm na ostrze, przy czym tabela odnosi się do frezowania przeciwbieżnego a kanałek jak frezuję to jest chyba przeciwbieżny i współbieżny jednocześnie.
Tymczasem jak przeglądałem forum to ludzie pracują z posuwami np 0.05 albo nawet 0.02 na ostrze. Czy nie prowadzi to do szybkiego stępienia freza?
Jak dobrać ten posuw na ostrze?
Zmajstrowałem sobie uchwyt do frezowania na tokarce.
Mam kilka pytań o dobór parametrów. No bo tak:
biorę frez np 8mm walcowy HSS. Chcę nim wyfrezować kanałek w płycie.
Odczytuję sobie prędkość skrawania dla stali węglowej 16 m/min (daję najmniejszą bo mała sztywność maszyny) i ustawiam najbliższe obroty na tokarce (wychodzi chyba 450 u mnie). I teraz pozostaje kwestia posuwu - jak go dobrać?
Bo w Poradniku Frezera piszą że dla moich warunków posuw na ostrze powinien wynosić około 0,2-0,1 mm na ostrze, przy czym tabela odnosi się do frezowania przeciwbieżnego a kanałek jak frezuję to jest chyba przeciwbieżny i współbieżny jednocześnie.
Tymczasem jak przeglądałem forum to ludzie pracują z posuwami np 0.05 albo nawet 0.02 na ostrze. Czy nie prowadzi to do szybkiego stępienia freza?
Jak dobrać ten posuw na ostrze?