



Rozumiem, że odkręcasz nakrętkę sprzęgła pod koniec toczenia? Próbowałem tak, ale obawiałem się, że od takich praktyk, częstych chwilowych poślizgów tarczy sprzęgła się to najzwyczajniej zużyje i odpuściłem. Pewnie jak zawsze panikuje niepotrzebniekrj pisze:W mojej tue do wyłączania posuwu używam wbudowanego sprzęgła .
Jaki kupic noz na plytki wymienne?
-
kavior
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 17
- Posty: 183
- Rejestracja: 05 gru 2014, 13:38
- Lokalizacja: Krakow
Tagi:


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 11
- Posty: 7977
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
https://www.iscar.com/eCatalog/Family.a ... pe=4&rel=Ikavior pisze:WZÓR pisze:Ile tym nożem brałeś u siebie na raz?
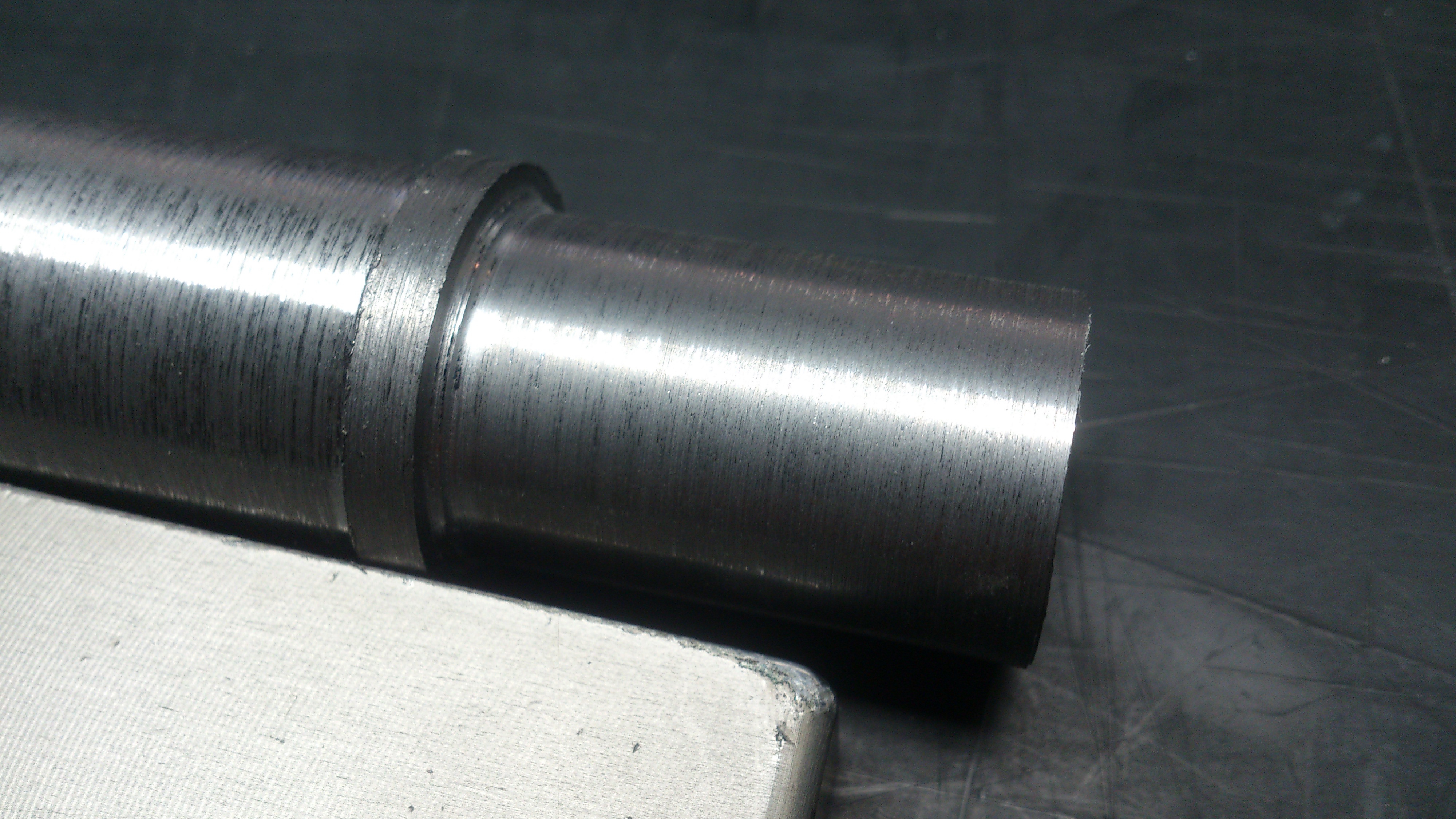
Powierzchnia z ostatniego foto brałem niewiele, jakieś dwie dychy. Na próbę brałem 3mm i żarło pięknie...
Jaką byś płytkę nie wybrał ;
ap (min.) 1mm , ap (max.) 3 mm
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 5345
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
jeśli posuw jest mniejszy, niż 30 procent promienia naroża (dla r0.4 około 0.12, dla r1.2 sobie policz) to zaczyna się drapanie, a nie skrawanie. Najczęściej przyczyną jest albo za mała warstwa skrawana, albo symboliczny posuw, albo (u tych mniej doświadczonych) za małe obroty. Wiór ma być przynajmniej żółty, to będzie ładnie.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 7977
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Spróbuj obroty x2 z tendencją w górę.kavior pisze:W pracy na tokarce tur w stanie idealnym, moim nozem i na moim walku powierzcnia wyglada zdecydowanie lepiej. Zbior 1mm, predkosc 450 i maly posuw. Czyli cos z moim tue nie halo? Na fotce prawa strona toczona na turze.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 rc36
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 2264
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
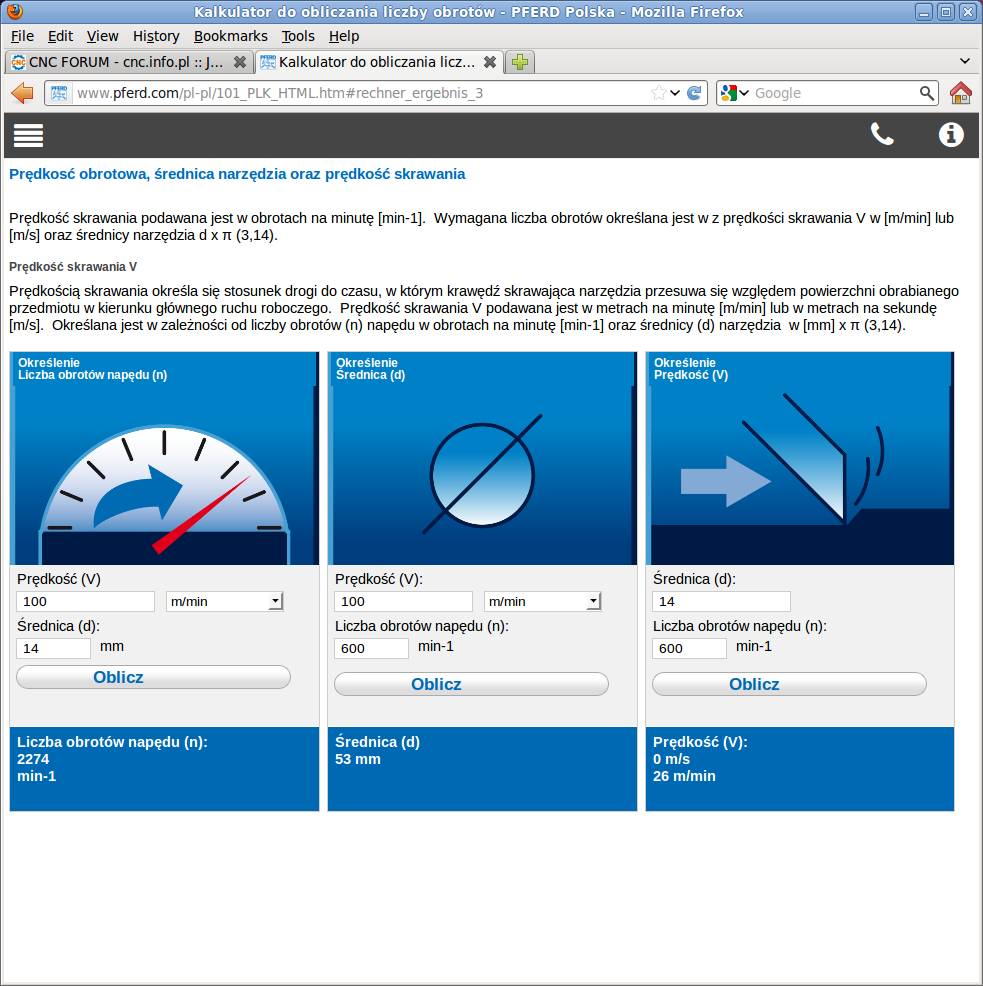
kavior, W obu przypadkach powierzchnia jest zła, tu masz kalkulator do obliczania przybliżonej prędkości skrawania, jeśli chodzi o stal to powinieneś utrzymywać prędkość skrawania 100-150m/min, posuw 01-0,14mm/obrót.

")
-
 viper
viper
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 490
- Rejestracja: 23 wrz 2013, 13:44
- Lokalizacja: Polska
gdybyś toczył zawodowo to wiedziałbyś że, przy bardzo małych średnicach nie da się uzyskać odpowiedniego Vc. W innych przypadkach w oparciu o odpowiednie płytki stosuje się Vc 100-300 i więcej. Małe średnice np. fi 5, fi 10 nie toczy się na pewno WNMG hehe. Wtedy trzeba iść w inną stronę aby uzyskać idealną powierzchnię.pioterek pisze:Ależ takich parametrów 100 - 150 m/min to nie zawsze da się uzyskać na TUE-35.
Kavior, co do Twojej jakości przetoczenia to oko może rozboleć
około Vc100-250 załóżmy że, optymalnie będzie Vc 150=1194obr/min
Co do posuwu to trzeba zobaczyć jaki masz łamacz, promień i do katalogu producenta. Zakładam na oko że to będzie jakieś 0,15-3,50f. Wiec nie bój się dać ten posuw większy, przynajmniej 0,2mm/obr
WZÓR jednak się pozbyłeś niechcianej oprawki
-
krj
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 102
- Rejestracja: 10 gru 2009, 22:33
- Lokalizacja: Kraków
Rozumiem, że odkręcasz nakrętkę sprzęgła pod koniec toczenia? Próbowałem tak, ale obawiałem się, że od takich praktyk, częstych chwilowych poślizgów tarczy sprzęgła się to najzwyczajniej zużyje i odpuściłem. Pewnie jak zawsze panikuje niepotrzebnie
to sprzęgło jest bardzo proste do naprawy , niema tam okładzin , jest metalowy pierścień łatwy do dorobienia .







