



")

Z założenia zamierzam obrabiać na nich tworzywa sztuczne, mosiądz i kwasówke do max średnicy 20mm. Zalezy mi na gwintowaniu i obroty prawe/lewe. Sruby 16 o skoku 5mm. Myślałem żeby jedną zostawić w oryginale na prowadnicach ślizgowych a drugą przerobić na prowadnice liniowe (tu konieczne nowe silniki żeby uzyskać większe predkości).
W oryginale były w maszynach głowice narzedziowe niestety w moje ręce trafiły bez głowic
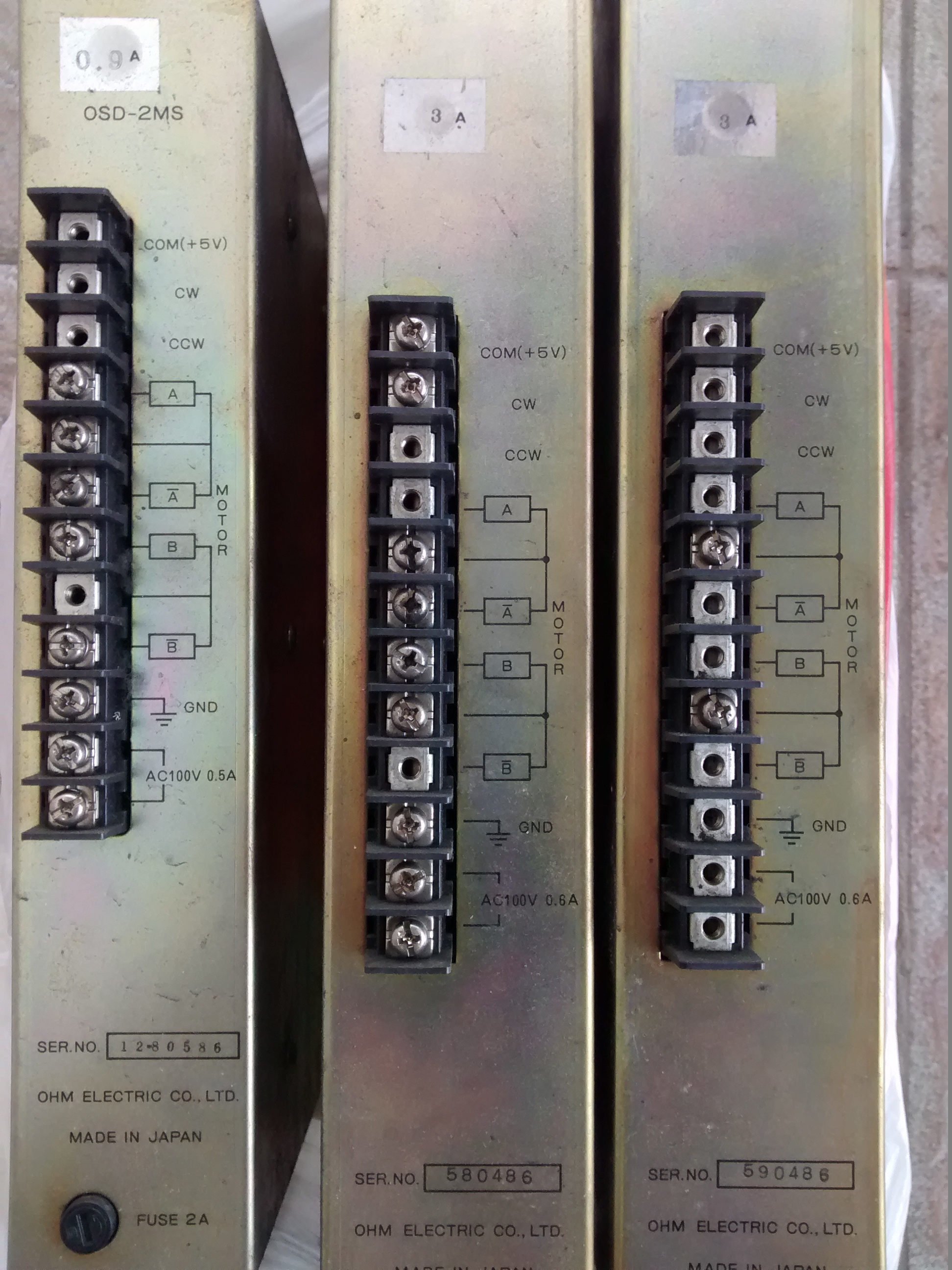
Oryginalne sterowanie z powodu uszkodzeń zdemontowałem. Zostały mi silniki i sterowniki. 1 silnik DC od wrzeciona bez enkodera (enkoder zamontowany na wrzecionie) i dwa silniki od osi + do tego sterowniki. Pytanie czy dało by się to wykorzystać do jednej maszynki i czy nie było by za dużo z tym kłopotów? Sterowanie na linuksie.
Będę wdzięczny za wszelki porady.



")
")





