")
Kupiłem takową za w miarę dobrą cenę około 15tyś, sprawdziłem i wszystko wyglądało dobrze:


Wyposażenie ma bardzo dobre co widać na fotkach:

Dodatkowo był nowy uchwyt bisona 200mm z kompletem szczęk.
Ściągnąłem mechanika by zrobić przegląd. I się zaczęło.
Wiadomo było, że łoże będzie do skrobania, ale ups, łoże hartowane i zamiast skrobania trzeba szlifować. Mechanik polecił, że może je wyszlifować ręcznie co już prawie skończył.
Zasada ta sama co do skrobania, liniał tusz i plamki.
Zaczął od wyprowadzenia prowadnic konia, doskrobał konia i wyszło różnicy około 0.01mm na stronach. Z prowadnicy konia sprawdzone zostały prowadnice skrzyni posuwów i wyszło 0.4mm różnicy. Tą samą metodą zostały wyszlifowane (szlifierka kątówka) 3 prowadnice.


Mechanik ma swój przyrządzik do szlifierki trzpieniowej i za jej pomocą wyprowadził najmniejszą z prowadnic. Przy następnym szlifowaniu zrobię fotki jak to idzie.
Suport będzie podklejony za pomocą wykładziny do prowadnic o oznaczeniu GLB500030-TB. Koszt 1,1mb wykładziny o wymiarach 1,5x30mm to około 320zł brutto z przesyłką.
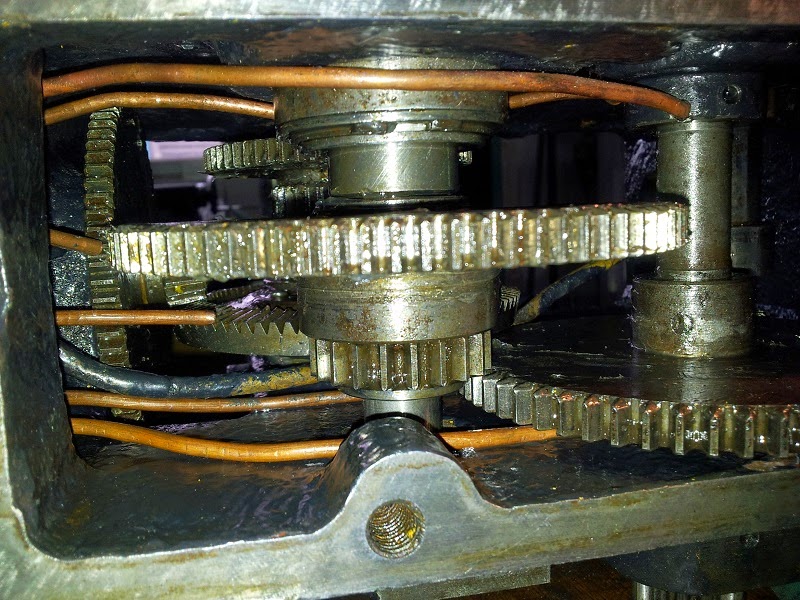
Po rozebraniu skrzynki suportowej oczom naszym ukazała się istna masakra:

Więc cała skrzynka jest do rozebrania na czynniki pierwsze. Na dnie było 5cm jakiejś błotnistej substancji. O dziwo koła są w bardzo dobrym stanie i żadne nie wygląda na zużyte.
Jak się pójdziemy dalej z robotą to dorzucę więcej fotek i opisów.