



Gościu który będzie dorabiał takie kółko to nie będzie sąsiad z frezarką i podzielnicą. A jak już będzie miał sprzęt to z resztą sobie poradziAreo84 pisze:A czy dla gościa, który będzie miał dorobić
moduł koła stożkowego ,kto wykona zębatke


-
 pioterek
pioterek
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 8
- Posty: 1724
- Rejestracja: 27 gru 2012, 02:40
- Lokalizacja: kujawsko-pomorskie
Znaczenie ma takie, że o ile jest to koło wykonane w jakiś znormalizowany sposób to prościej jest wykonać detal bez żmudnych obliczeń i pomiarów. W sytuacji którą by można uznać za nietypową - niezgodną z normą, wykonawcy lepiej dostarczyć dla ułatwienia zadania, pozostałe elementy przekładni wraz z obudową po to by na miejscu mógł prawidłowo dopasować dorabiany element. I tak jak napisane wyżej "to z resztą sobie poradzi" -ć powinien.
-
tom102
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 8
- Posty: 23
- Rejestracja: 06 lip 2014, 15:25
- Lokalizacja: wąsosz
Poniżej zdjęcia całego zespołu.
Średnica zewnętrzna większego koła da=178mm, średnica podstaw zębów df=130mm, dla pewności zrobię pomiary jeszcze raz bo coś mi tu nie pasuje.
Na zdjęciach nie ma tej uszkodzonej zębatki, ale za to jest ta druga taka sama tyle ze cała i chyba tylko to jest pocieszające. Dorobienie takiej zębatki to koszt około 650zł,a ja myślałem, że do 300zł się zmieszczę,



Średnica zewnętrzna większego koła da=178mm, średnica podstaw zębów df=130mm, dla pewności zrobię pomiary jeszcze raz bo coś mi tu nie pasuje.
Na zdjęciach nie ma tej uszkodzonej zębatki, ale za to jest ta druga taka sama tyle ze cała i chyba tylko to jest pocieszające. Dorobienie takiej zębatki to koszt około 650zł,a ja myślałem, że do 300zł się zmieszczę,
-
pioterek
- ELITA FORUM (min. 1000)
- Posty w temacie: 8
- Posty: 1724
- Rejestracja: 27 gru 2012, 02:40
- Lokalizacja: kujawsko-pomorskie
No mi też coś nie gra, ale dorobienie jest ułatwione skoro jest drugie koło takie same jak te uszkodzone to wzorując się na nim za pomocą czujnika i tymczasowej podmianie wzorca zamiennie z materiałem w umocowanym na podzielnicy trzpieniu, można dokładnie ustawić maszynę. I nawet "sąsiad z frezarką i podzielnicą" powinien dać radę.

-
Areo84
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 8
- Posty: 991
- Rejestracja: 26 gru 2009, 09:33
- Lokalizacja: ...
Przy kole stożkowym chyba tak nie da rady. Ząb ma na całej długości zmienną szerokość i grubość.Więc frez modułowy odpada. Do tego są raczej strugarki do kół zębatych obwiedniowe lub kopiowe.pioterek pisze:I nawet "sąsiad z frezarką i podzielnicą" powinien dać radę.
Chociaż znajomy frezer z długoletnim doświadczeniem opowiadał mi kiedyś że dorabiał (w zasadzie to wyrzeźbił
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 12
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
To nieprawda, można nawet amatorsko z dobrym skutkiem nacinać kola stożkowe frezami kształtowymi (a nawet nożami kształtowymi w flycutterze) na podzielnicy. I żadna to magia.. Proszę popatrzeć na dno wrębu - równoległe linie, czyli głowa zęba frezu.Areo84 pisze:Przy kole stożkowym chyba tak nie da rady. Ząb ma na całej długości zmienną szerokość i grubość.Więc frez modułowy odpada. Do tego są raczej strugarki do kół zębatych obwiedniowe lub kopiowe.

Oczywiście są i wręby stożkowe, ale to koryguje się w czasie nacinania ustawieniem osi kola do osi frezu. Fakt, że zabawy jest wtedy trochę, ale to możliwe.

http://www.industrialjigandfixture.com/ ... index.html



http://bbs.homeshopmachinist.net/thread ... h-Question
tu za pomocą dorobionego frezu zataczanego(z 1 ostrzem)
[youtube][/youtube]
http://homepage.ntlworld.com/corromant/bevel_gears.htm


Gdzieś miałem do tego całą teorię ustawiania, tabelki, itp, jak znajdę to wstawię..
http://www.sherline.com/tip27.htm
http://modelengineeringwebsite.com/How_ ... gears.html
http://www.model-engineer.co.uk/forums/ ... p?th=52018
nawet spiralne, ale już na cnc

https://www.flickr.com/photos/edhume3/s ... 964223180/
"Oblatany" frezer, mając jeszcze wzór w postaci całego kola, jest w stanie zrobić je spokojnie, nawet jak wkradną się tam jakieś niedoskonałości profilu czy zazębienia, to do napędu posuwu nie będzie to miało znaczenia
pozdrawiam,
Roman
Roman
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 16240
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Prawda, prawda. Naciać się da i nawet dość często się to robiRomanJ4 pisze: To nieprawda, można nawet amatorsko z dobrym skutkiem nacinać kola stożkowe frezami kształtowymi
Zęba na trzy razy i na moich cnc-ach idzie nawet dość żwawo ale z prawdziwym zarysem to niewiele ma wspólnego. Wolnoobrotowe połączenia z nietolerowanym luzem.
-
Areo84
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 8
- Posty: 991
- Rejestracja: 26 gru 2009, 09:33
- Lokalizacja: ...
RomanJ4 to zawsze coś tego neta wygrzebie ciekawego 
Może wbili mi do łba tylko to co książkowo poprawne, i nie mam tak dużego doświadczenia jak kolega. I dlatego oraz przez szacunek do Ciebie nie ośmiele się podważać i negować tego co piszesz:
Patrze na te zdjęcia na dno wrębu i widzę linie nierównoległe. W warsztacie wala mi się parę rożnych kół stożkowych o zębach prostych, takich fabrycznych i to dno wrębu w żadnym kole też nie ma równoległych linii.
Więc tylko zapytam: kiedy będą one równoległe, a kiedy nie? czy będzie zależało to od kąta stożka? czy ze względu na geometrię jest jeszcze jakiś podział tych kół?
Jeżeli chodzi o to nacinanie frezem modułowym to też nie będę się z kolegą spierał. Wydaje mi się że nawet korygując położenie osi koła do osi frezu nie uzyskamy całkiem poprawnego zarysu zębów skrawając to frezem modułowym poruszającym się po linii prostej. Może jak pisze Kamar -w niewymagających dużej dokładności przekładni do zaakceptowania. Bo w bardziej odpowiedzialnych, przenoszących duże momenty czy poruszające się z dużymi prędkościami obrotowymi to już raczej nie będzie tak różowo.
Ale może to tylko taka teoria...
Jeśli jesteśmy już przy teorii to nie lubię bezkrytycznie wierzyć w to co napisali teoretycy, bo nieraz ma się to nijak do praktyki, ale w jednej książce znalazłem coś takiego:
,,... W kołach zębatych stożkowych ząb ma zmienną wysokość i grubość. Z tych względów w dokładnych kołach stożkowych nie można obrabiać zębów metodą kształtową, którą niekiedy stosuje się do obróbki kół walcowych, a do kół stożkowych tylko w obróbce zgrubnej. Jedyną metodą dający poprawny zarys zęba jest metoda obwiedniowa. (...) Natomiast dla przekładni mniej dokładnych stosuje się metodę kopiową (struganie kopiowe) "
,,Technolgia Budowy Maszyn" autor: Tadeusz Puff
Zastanawiam co by było gdyby tak dorobione koło miało współpracować z takim dokładniejszym kołem struganym obwiedniowo. Czy w ogóle chciałoby to chodzić i jakby wyglądał zatuszowany ślad współpracy zębów jednego i drugiego koła.
Może wbili mi do łba tylko to co książkowo poprawne, i nie mam tak dużego doświadczenia jak kolega. I dlatego oraz przez szacunek do Ciebie nie ośmiele się podważać i negować tego co piszesz:
Ale coś nie bardzo mi się zgadza.RomanJ4 pisze: Proszę popatrzeć na dno wrębu - równoległe linie, czyli głowa zęba frezu.
Patrze na te zdjęcia na dno wrębu i widzę linie nierównoległe. W warsztacie wala mi się parę rożnych kół stożkowych o zębach prostych, takich fabrycznych i to dno wrębu w żadnym kole też nie ma równoległych linii.
Więc tylko zapytam: kiedy będą one równoległe, a kiedy nie? czy będzie zależało to od kąta stożka? czy ze względu na geometrię jest jeszcze jakiś podział tych kół?
Jeżeli chodzi o to nacinanie frezem modułowym to też nie będę się z kolegą spierał. Wydaje mi się że nawet korygując położenie osi koła do osi frezu nie uzyskamy całkiem poprawnego zarysu zębów skrawając to frezem modułowym poruszającym się po linii prostej. Może jak pisze Kamar -w niewymagających dużej dokładności przekładni do zaakceptowania. Bo w bardziej odpowiedzialnych, przenoszących duże momenty czy poruszające się z dużymi prędkościami obrotowymi to już raczej nie będzie tak różowo.
Ale może to tylko taka teoria...
Jeśli jesteśmy już przy teorii to nie lubię bezkrytycznie wierzyć w to co napisali teoretycy, bo nieraz ma się to nijak do praktyki, ale w jednej książce znalazłem coś takiego:
,,... W kołach zębatych stożkowych ząb ma zmienną wysokość i grubość. Z tych względów w dokładnych kołach stożkowych nie można obrabiać zębów metodą kształtową, którą niekiedy stosuje się do obróbki kół walcowych, a do kół stożkowych tylko w obróbce zgrubnej. Jedyną metodą dający poprawny zarys zęba jest metoda obwiedniowa. (...) Natomiast dla przekładni mniej dokładnych stosuje się metodę kopiową (struganie kopiowe) "
,,Technolgia Budowy Maszyn" autor: Tadeusz Puff
Zastanawiam co by było gdyby tak dorobione koło miało współpracować z takim dokładniejszym kołem struganym obwiedniowo. Czy w ogóle chciałoby to chodzić i jakby wyglądał zatuszowany ślad współpracy zębów jednego i drugiego koła.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 12
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Akurat do przekładni w suporcie gdzie obroty wałka pociągowego są raczej małe, wręcz bardzo małe, taka dokładność powinna wystarczyć w zupełności.Areo84 pisze:jak pisze Kamar -w niewymagających dużej dokładności przekładni do zaakceptowania. Bo w bardziej odpowiedzialnych, przenoszących duże momenty czy poruszające się z dużymi prędkościami obrotowymi to już raczej nie będzie tak różowo.
Ma kolega w zupełności rację, i zdaję sobie z tego sprawę, że nie jest to właściwa, zgodna z wymogami teorii metoda nacinania uzębienia kół stożkowych, ale możliwa do wykonania dla mniej wymagających przekładni niespecjalistycznymi maszynami i narzędziami.Areo84 pisze:Wydaje mi się że nawet korygując położenie osi koła do osi frezu nie uzyskamy całkiem poprawnego zarysu zębów skrawając to frezem modułowym poruszającym się po linii prostej
Kazimierz Ochęduszko w swoim trzytomowym dziele p/t "Przekładnie zębate. tom II. Wykonanie i montaż" nazywa je (bo jest kilka) "Obróbką według metod zastępczych" (rozdział VII p.2.).
Obróbka przy zastosowaniu metod zastępczych odbywa się narzędziami kształtowymi. Wynika stad wniosek, że koła nacięte tymi metodami nie będą miały poprawnych zarysów, a dla znośnej współpracy muszą być poprawione odręcznie pilnikami, lub z góry rezygnuje się z właściwej współpracy.
Metod zastępczych jest kilka. Spośród nich omówimy jedynie dwie..
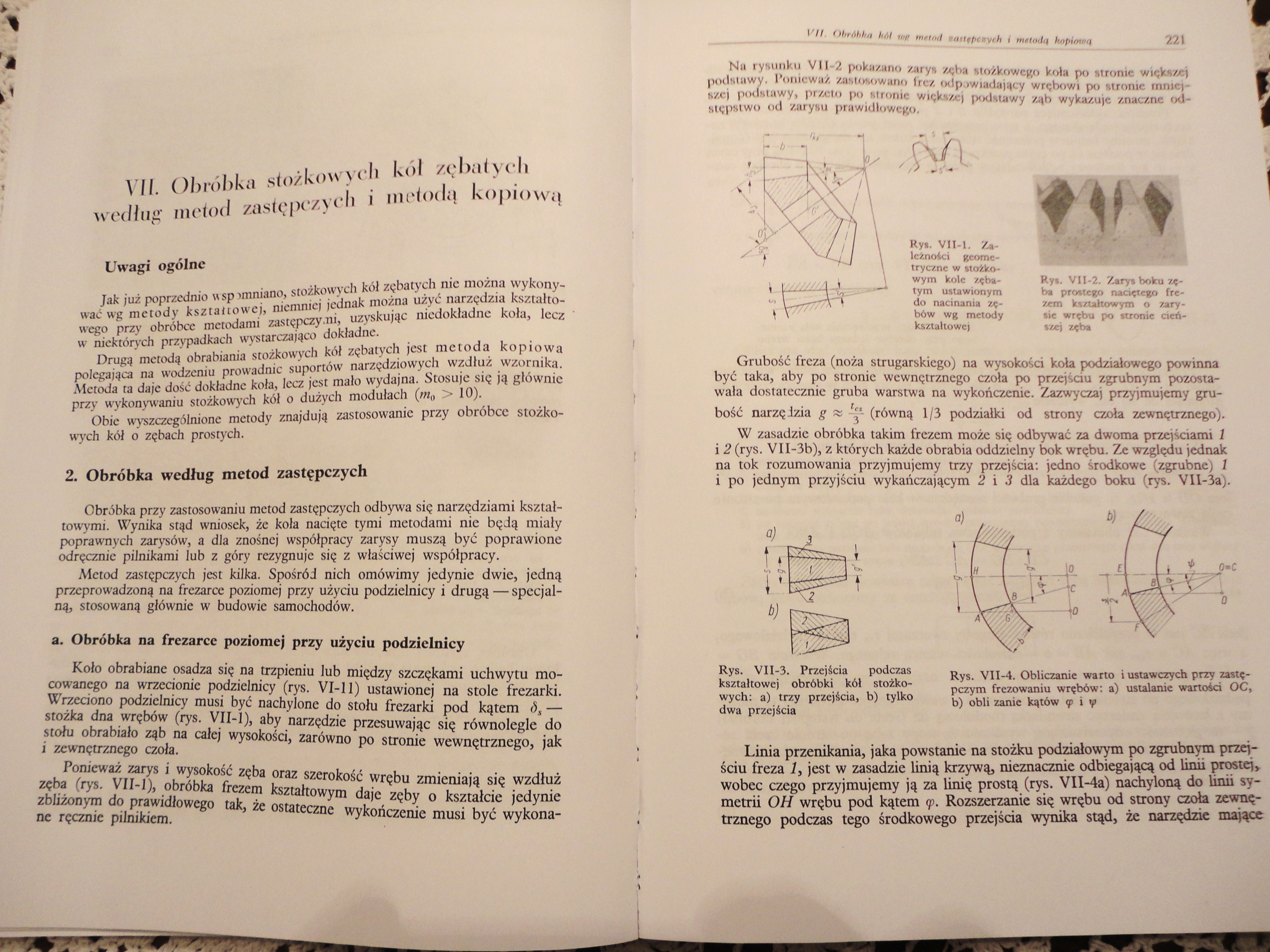
Przy czym pierwsza, najbardziej nas interesująca z przyczyn posiadanego wyposażenia i możliwości to:
- "a. Obróbka na frezarce poziomej przy użyciu podzielnicy."
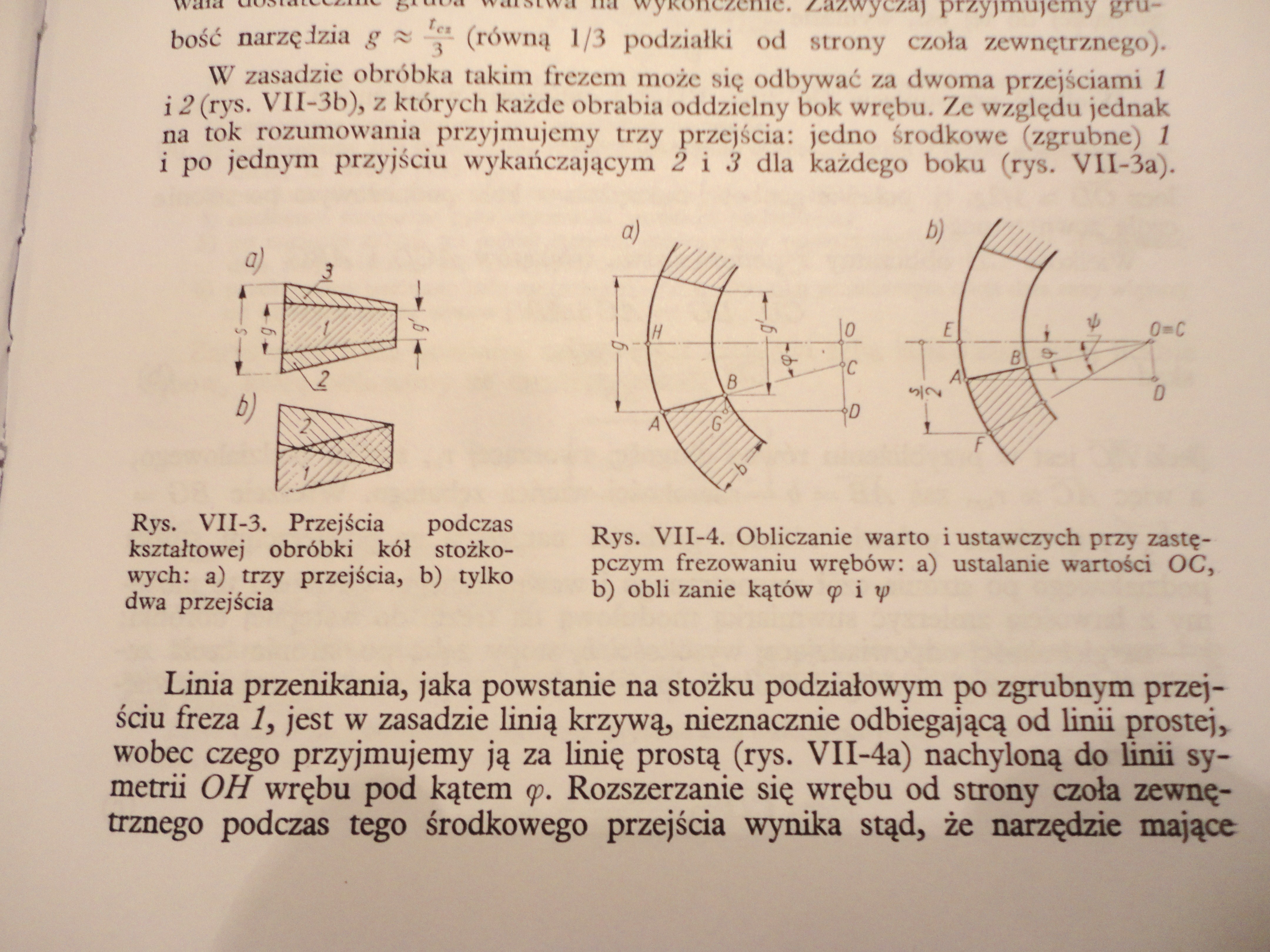
z możliwymi do zastosowania wersjami wykonania wrębów
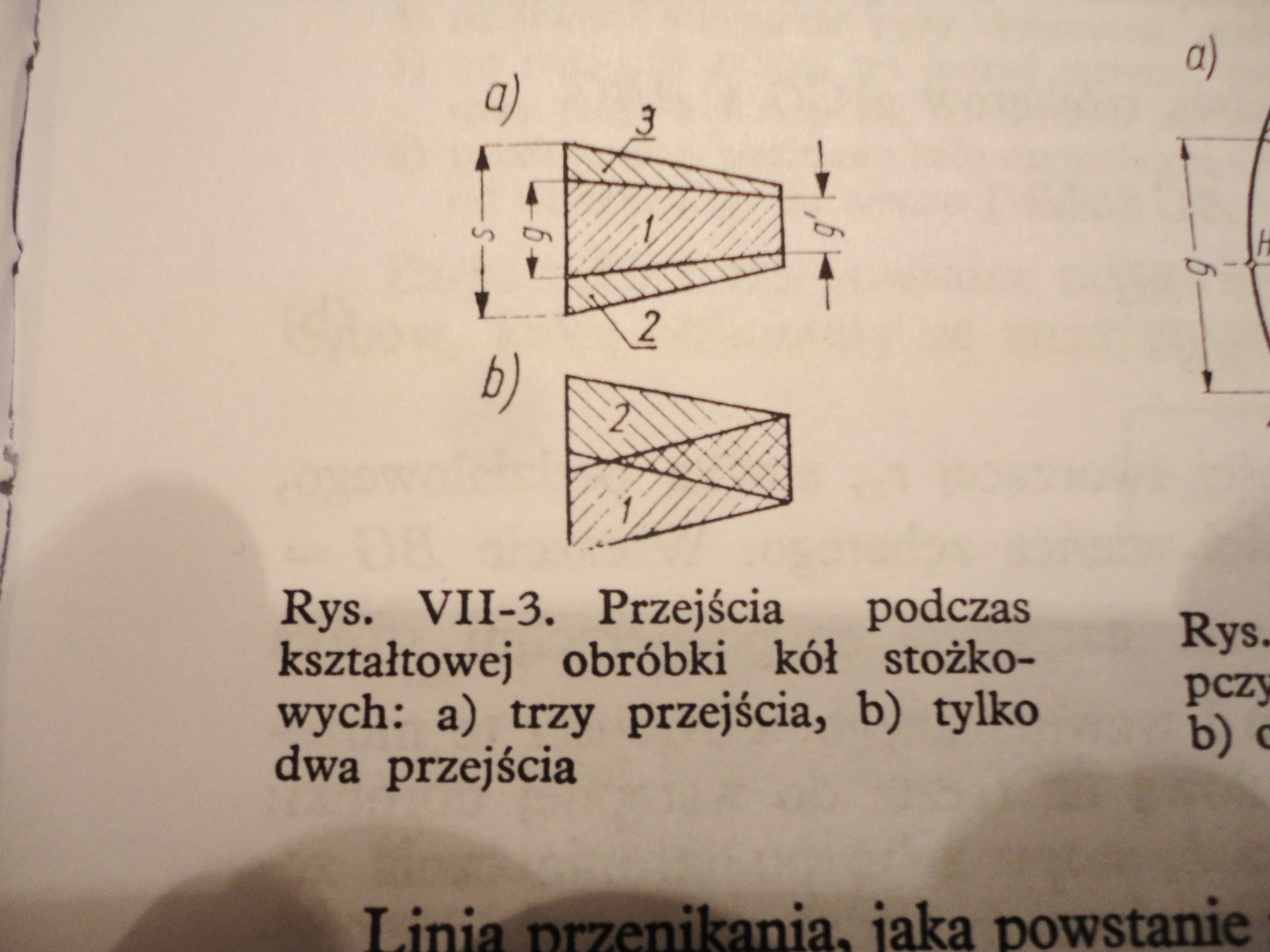
które do zastosowania jak wyżej w zupełności powinny się nadać. O ile znajdzie kolega chętnego do wykonania..
Zainteresowanych szczegółami tychże odsyłam do książki..
pozdrawiam,
Roman
Roman






