Strona 1 z 4
Tokarka Mori Seiki SL-3B CNC
: 09 lis 2014, 15:21
autor: blasterpl
: 09 lis 2014, 16:46
autor: 251mz
Sterowanie wraz z gratami praktycznie tożsame jak w mazaku którego kupiłem i zezłomowałem

Mimo wszystko życzę Ci jak najlepiej o by "tylko" nie zamieniło się w "AŻ" .
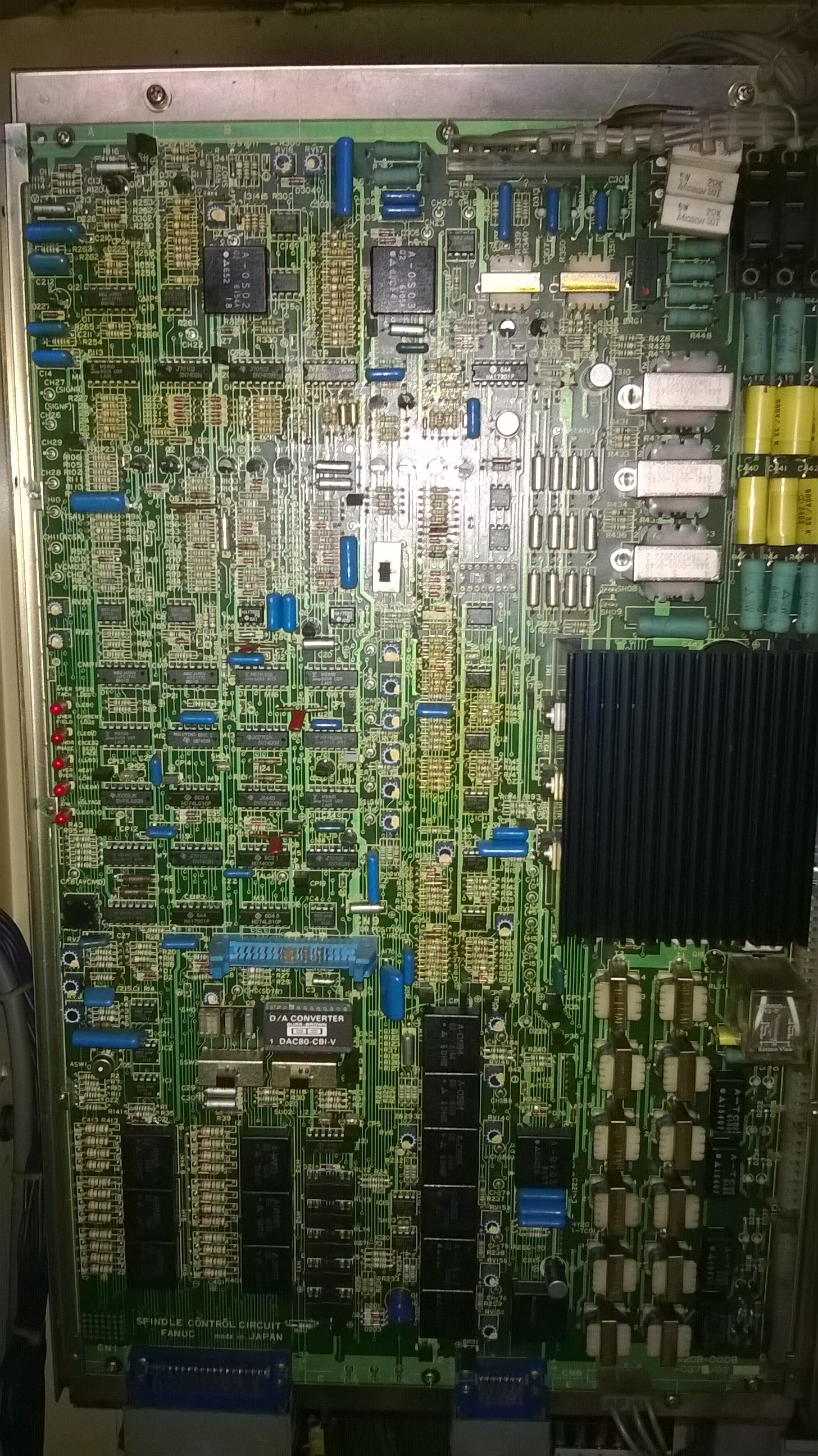
Widzę ,że jest to na serwach DC i pewnie resolverach. Czy się mylę?
Masz już pomysł jak uruchomić sztukę którą sobie zostawiasz?
: 09 lis 2014, 18:56
autor: dance1
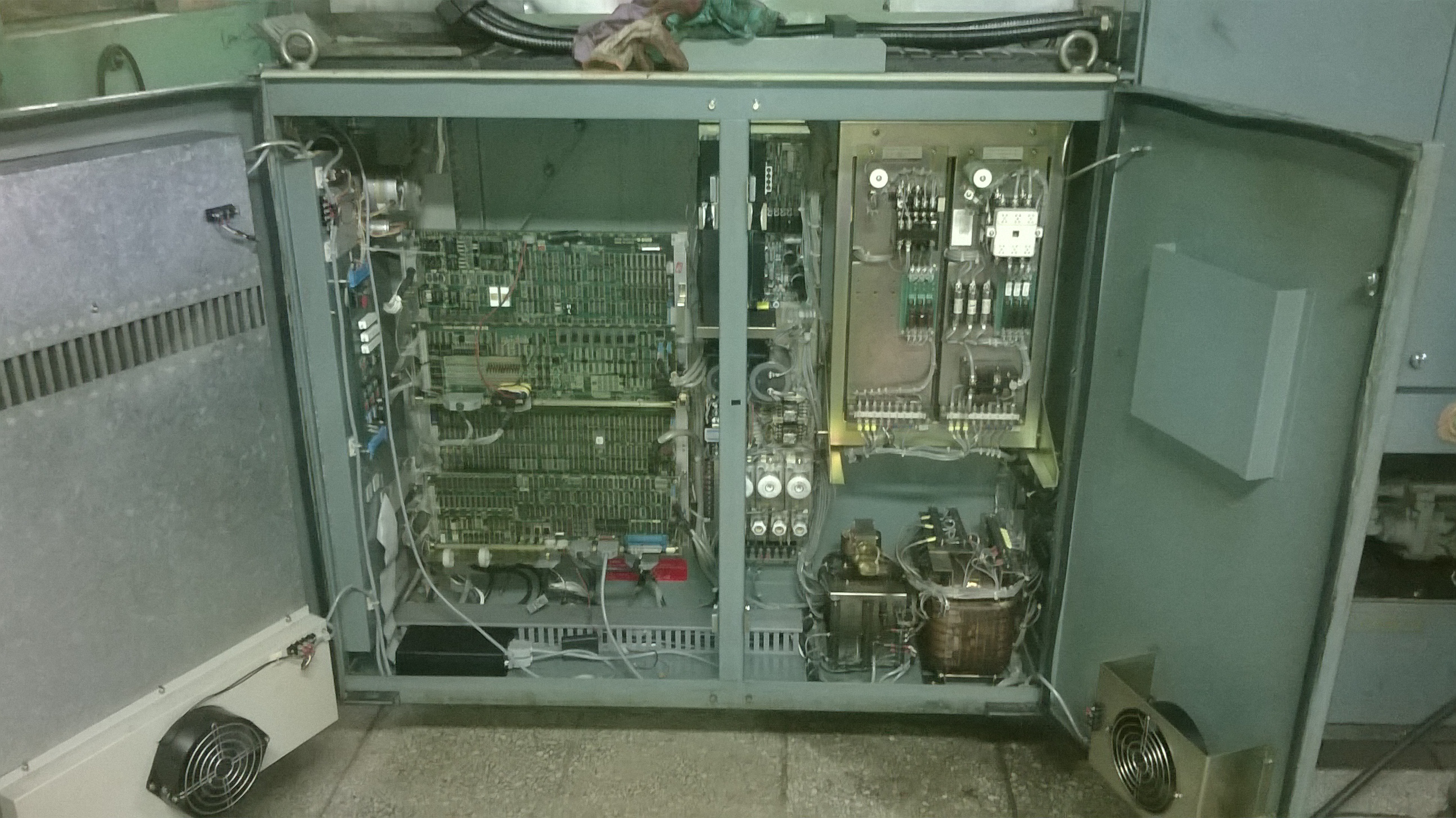
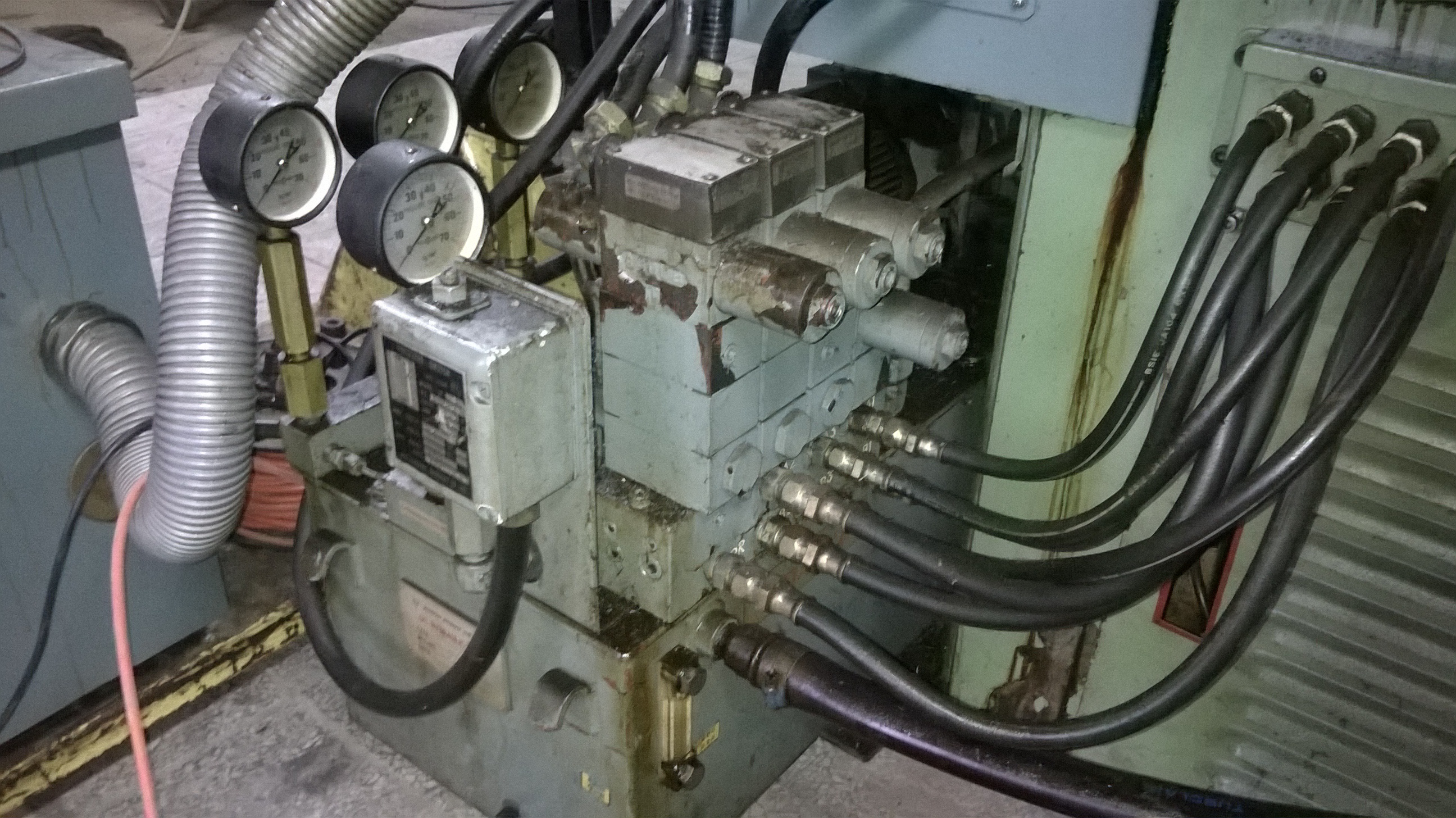
Mam nadzieję że zakup dobrze przemyślałeś, mechanicznie w b.dobrym stanie i tylko za to płaciłeś gdyż "elektronika", sterowanie, w tych maszynach jest już nic nie warte, nawet jak je uruchomisz.
Zresztą wiele to raczej oczekiwać nie można po sterowaniu NC z przed 30-40 lat gdy pod taśmy perforowane było tworzone.
Co nie zmienia faktu że powodzenia życzę i kibicuję, jakiś filmik z 1 uruchomienia bym prosił, jak da radę, oczywiście.
Tak po przemyśleniu w tokarce jak dobrze zachowane to to sterowanie kilka jeszcze ładnych lat działać będzie, podałem Tobie we wcześniejszym temacie link do tematu gdzie o podstawach pisali, w Pl dużo tematów nie znajdziesz dot. 5T.
: 09 lis 2014, 19:00
autor: mheli
Ile Kolega będzie wołał za tą do sprzedania ? Jaki ma przelot wrzeciona ?
: 09 lis 2014, 21:19
autor: blasterpl
251mz pisze:
Masz już pomysł jak uruchomić sztukę którą sobie zostawiasz?
Maszyna która zostaje u mnie jest w 100% sprawna

( do naprawy była jedna krańcówka ) co już zresztą uczyniłem . Problem jest taki ze nie potrafię się z nią dogadać . Siedzę codziennie przy manualach i powoli coś tam próbuje . "Juz" potrafię zabazować maszynę i odkryłem jak wyświetlić na pulpicie pozycje osi
. Toczenie na razie tylko z dżojstika , manualnie

. Ta do sprzedania jest krótko po remoncie rewolweru , puki co zarezerwowana , znajomy był , oglądał i się zastanawia . Dane techniczne Model B .
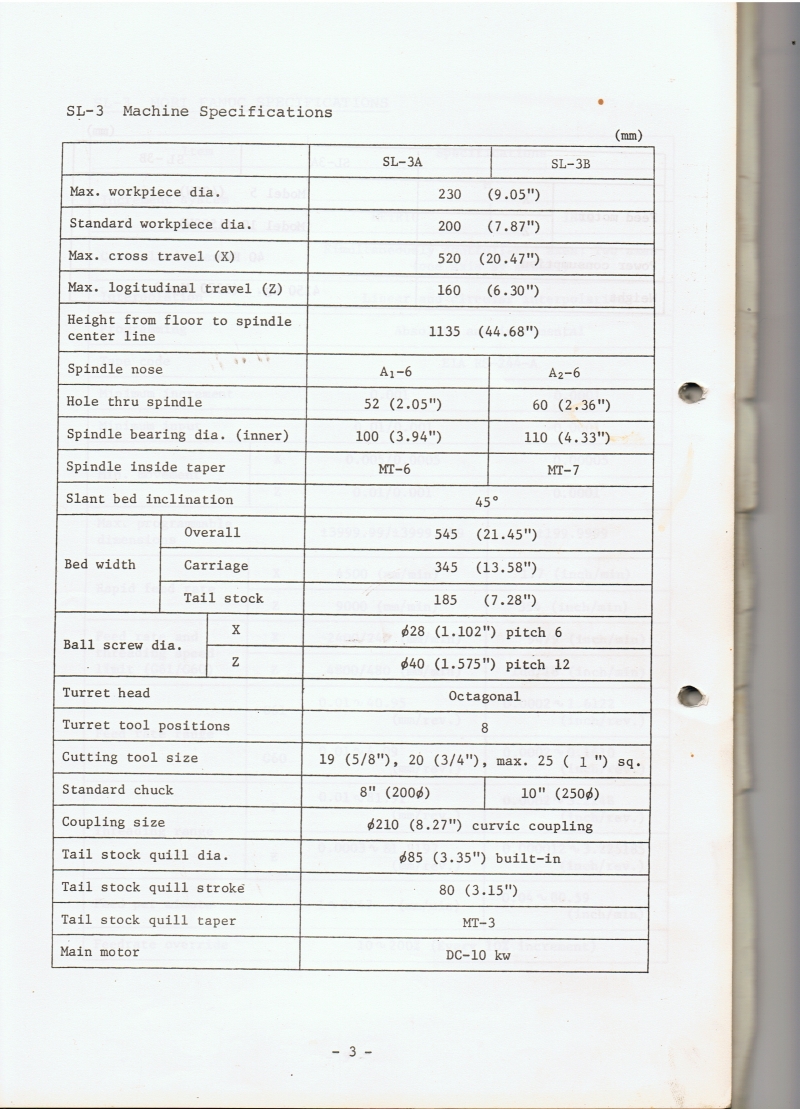
O oo widzę ze się Japonce machnęli i zamienili długości przejazdów w tabelce , Z ma 520 a X 160.
: 09 lis 2014, 22:55
autor: dance1
błąd to pestka, szacun że z japońsko-angielskim tłumaczeniem z lat 80 dajesz radę, masakra, rodowici brytyjczycy mają problemy, duże problemy

: 12 lis 2014, 18:50
autor: blasterpl
: 12 lis 2014, 19:28
autor: mheli
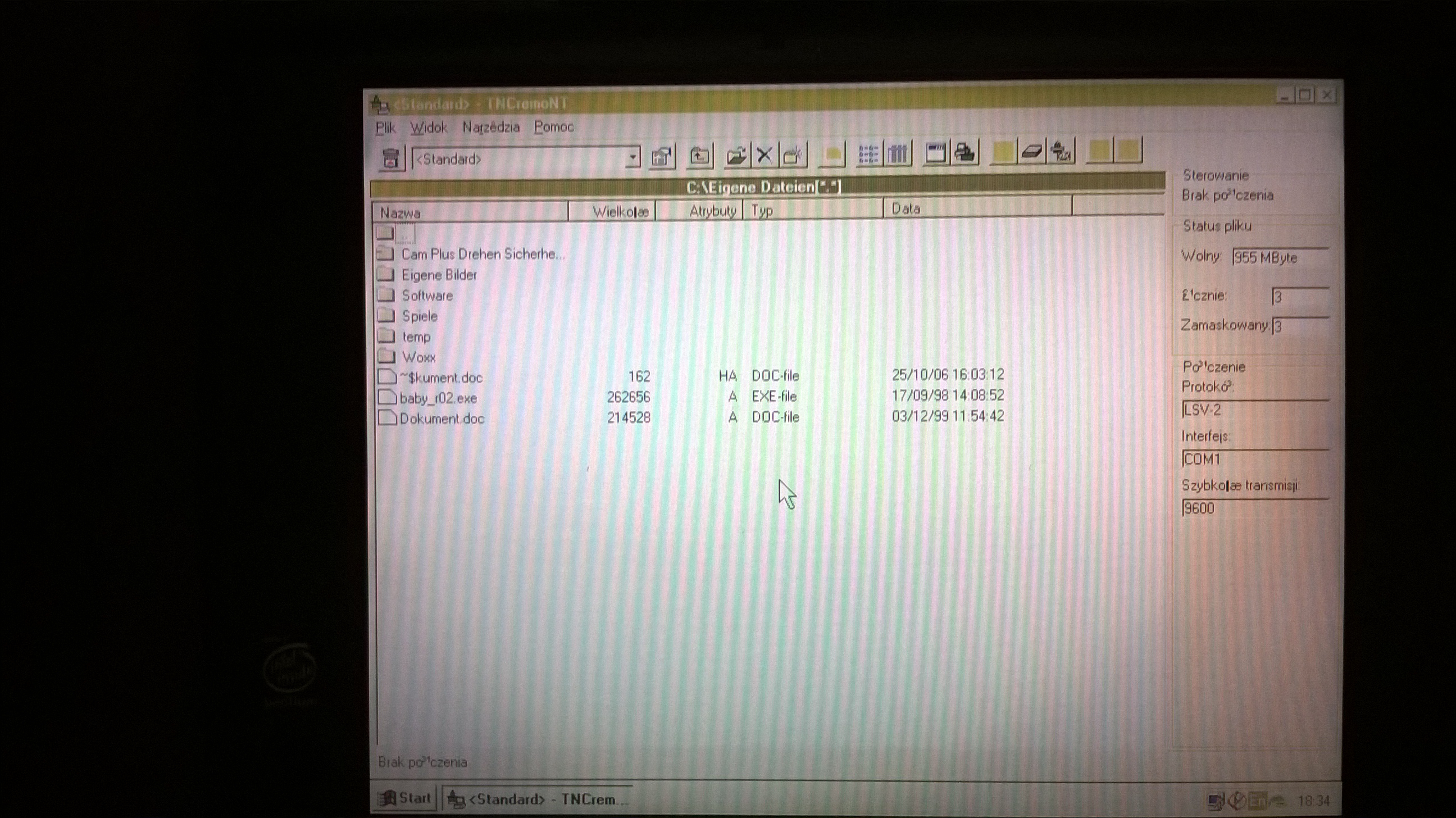
Ten ostatni screen to TNCremoNT, czyli program do transferu danych dla maszyn na Heidenheinie, osobiście nie spotkałem przy innym systemie.
: 12 lis 2014, 22:53
autor: blasterpl
mheli pisze:Ten ostatni screen to TNCremoNT, czyli program do transferu danych dla maszyn na Heidenheinie, osobiście nie spotkałem przy innym systemie.
Całkiem możliwe , sprzedający miał na hali kilkanaście rożnych obrabiarek wiec może było coś na Heidenheinie
[ Dodano: 2014-11-13, 18:05 ]
Powoli zaczynam ginąć

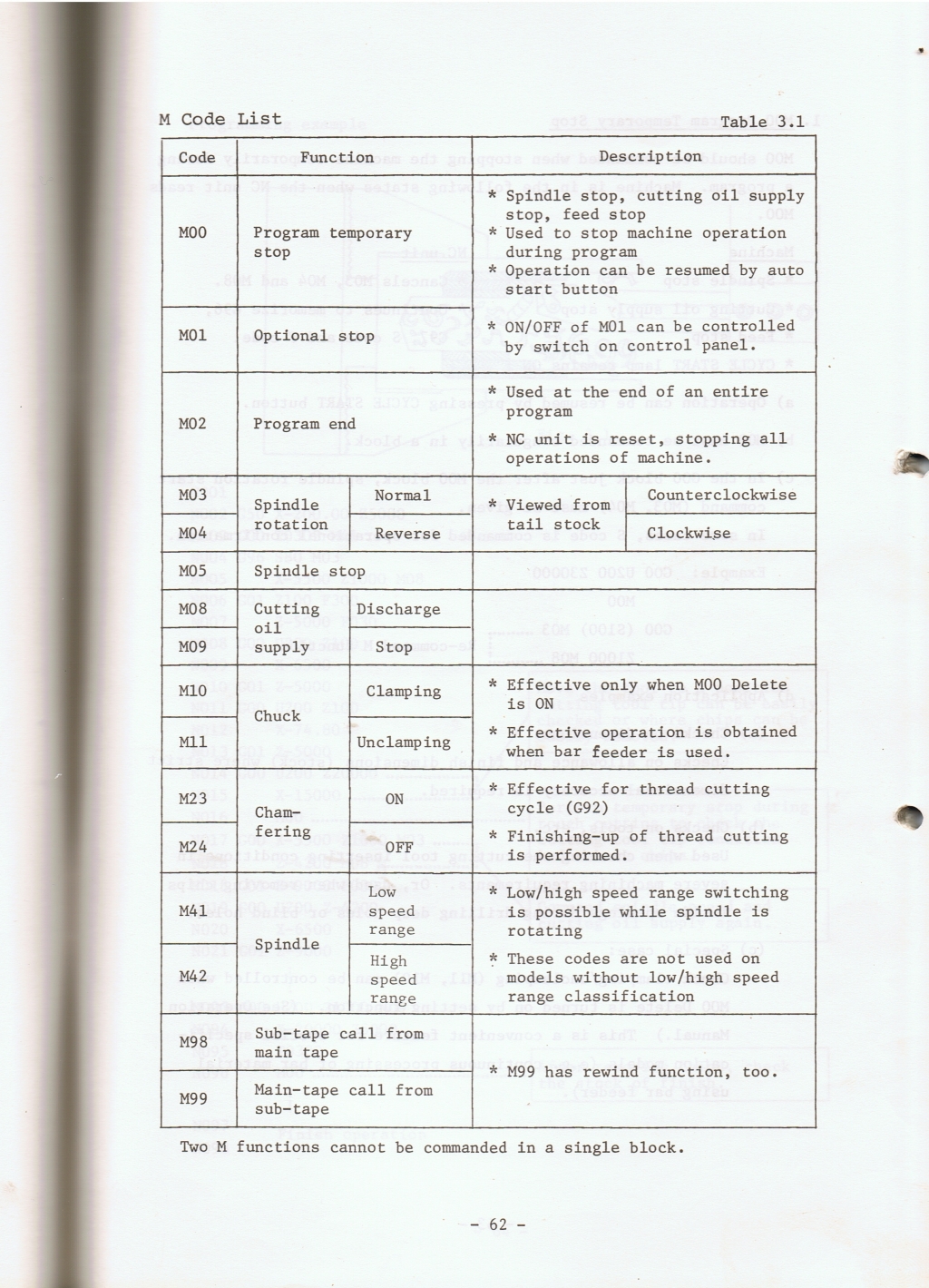
, czy ktoś mógł by mi machnąć maleńki programik testowy np. na toczenie walka ø 35 na ø 34 na długości 10mm . Taki książkowy , z wyborem szybkości , chłodziwem i powrotem do bazy

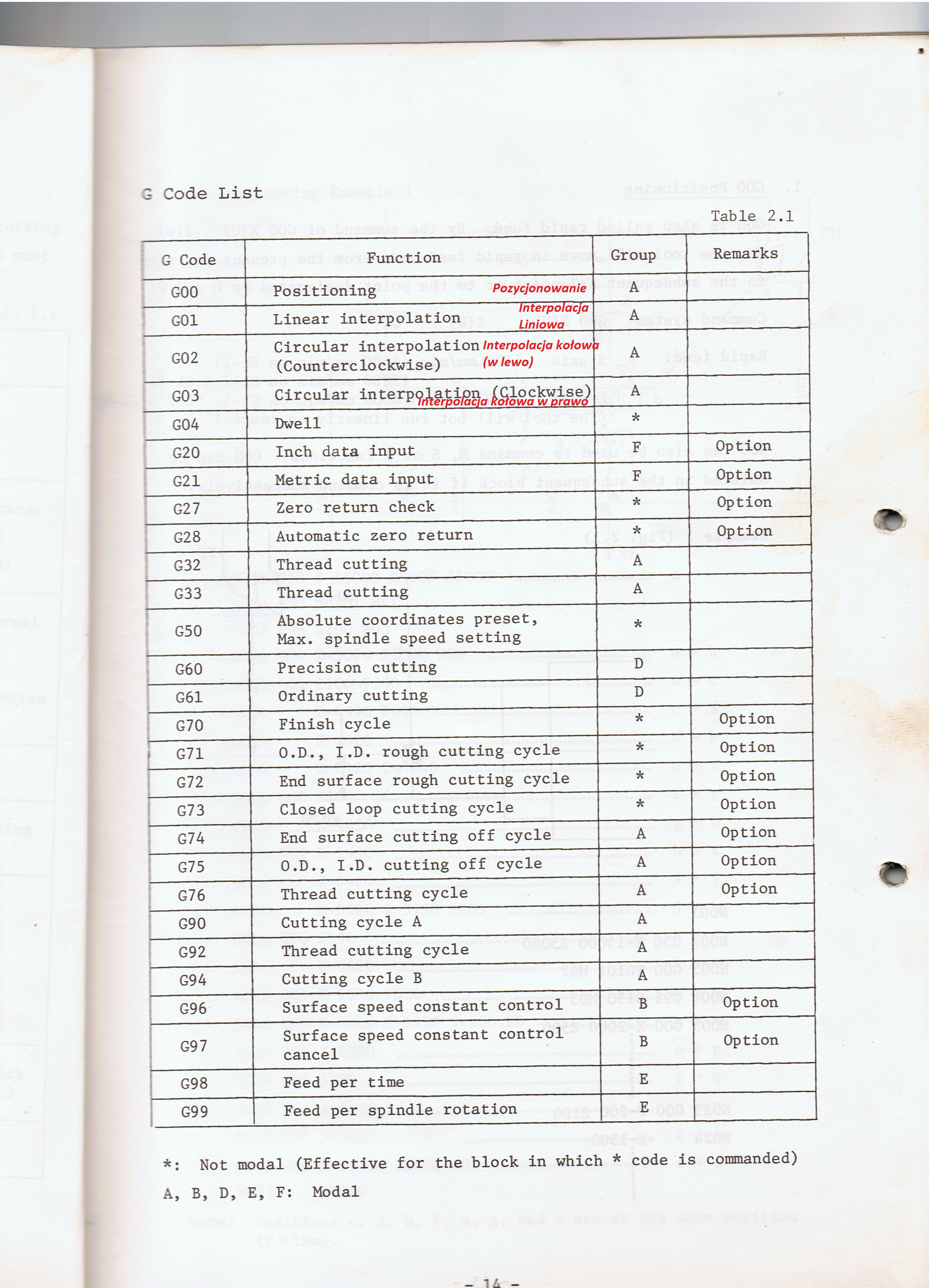
W oparciu o kody do Fanuca 5 .
: 14 lis 2014, 22:16
autor: mheli
Nie ogarniam ... Kolega ogarnął Linuxa który mi osobiście przegrzał styki a z prostym Fanucem nie daje rady ... ?
Ok. pomijając standartowe definicje jednostek, specyficzne dla danej maszyny itd ... Na Fanucu z którym ja mam styczność chodzą standartowe G-cody np :
T0101
S 800
M3
M8
G0 X37
G0 Z1
F100
G1 X34.6
G1 Z-9.98
G0 X36 Z-9.5
G0 Z1
G1 X34.2
G1 Z-9.98
G0 X35.4 Z-9.5
G0 Z1
F70
G1 X34
G1 Z-10
G1 X36
G0 Z1
G28
M9
M5
M2
To tak na szybko ... myślę że najprościej jak sie da ... Oczywiście jeśli maszyna jest w trybie pracy - średnica ...
 mam kpl. dokumentacje wraz ze wszystkimi parametrami stałymi wiec prawdopodobnie wystarczy je "tylko" wklepać z palca . Uszkodzona maszyna jest do sprzedania , jest kompletna wiec może ktoś ja uruchomi . Obie maja interface RJ wiec można się łączyć z nimi z PC
mam kpl. dokumentacje wraz ze wszystkimi parametrami stałymi wiec prawdopodobnie wystarczy je "tylko" wklepać z palca . Uszkodzona maszyna jest do sprzedania , jest kompletna wiec może ktoś ja uruchomi . Obie maja interface RJ wiec można się łączyć z nimi z PC  , puki co nie wiem jak to zrobić . Tak poza tym to w ogóle niewiele potrafię na razie zrobić , może ktoś z szanownych kolegów ma opanowane sterowanie Fanuc 5T i coś niecoś by pomógł
, puki co nie wiem jak to zrobić . Tak poza tym to w ogóle niewiele potrafię na razie zrobić , może ktoś z szanownych kolegów ma opanowane sterowanie Fanuc 5T i coś niecoś by pomógł