Strona 1 z 2
rysunek na g kody
: 18 wrz 2014, 00:05
autor: hawai
Witam
już 4 dzień siedzę nad pewnym problemem przy toczeniu . A wiec dokupiłem sterownik i SSK 2 podłączyłem silnik krokowy jako spindle i kreci

.Chce wykonać taki element jak na zdjęciu frez robi luk r20 później wgłębienie i z drugiej strony r20 . Czy moze ktos mi pomoc napisac taki G kod do mach3 .
Generowanie kody z artkama i zmiana osi na Z połamalo mi tylko dwa frezy .
Dziękuje z góry
: 18 wrz 2014, 07:46
autor: MlKl
Za mało danych o technologii. Piszesz o toczeniu, a narzędziem roboczym jest frez, coś zamieniasz na oś Z - co? I po co? W tokarce Z to zawsze posuw równoległy do osi toczenia. Jeżeli dobrze rozumiem, chcesz używać tokarki jako poziomej frezarki z osią obrotową, i frez w napędzanej oprawce w miejscu noża. W takim wypadku programujesz to jak normalną tokarkę - czyli Z plus X i dodatkowo wprowadzasz obrót w osi B.
: 18 wrz 2014, 08:08
autor: Raven
Tak jak Miki napisał - zbyt mało danych...
Jak chcesz aby frez poszedł ścieżką obrysu figury to masz na szybko skrobnięty fragment kodu:
G1 X0 Y0
G02 X20 Y20 I20 J0
G1 X15
G03 X25 I5 J0
G1 X20
G02 X40 Y0 I0 J-20
Wiedząc co/jak/gdzie pewnie zrobił bym kompletnie inną kolejność.
Zakładam, że silnik krokowy kręci detalem a frezarka jedzie po obrysie.
: 18 wrz 2014, 14:04
autor: hawai
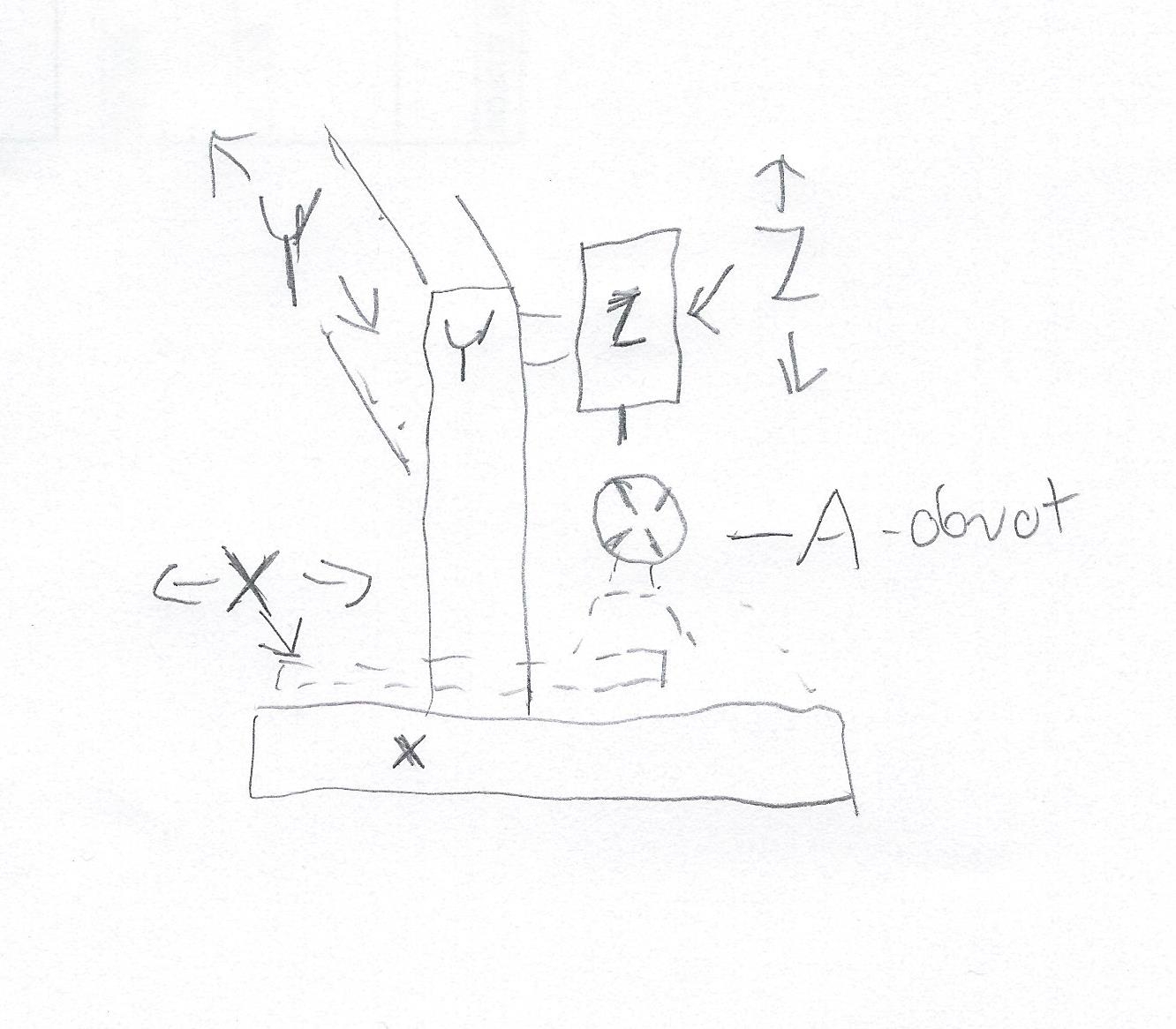
Dzieki , maszyna to standardowe małe cnc z sztywna brama os X Y Z tak jak na rysunku do tego z boku dodaje silnik krokowy os A z uchwytem obrotowym i podłączyłem jako spindle ze cały czasz sie kreci .
Dzieki Rawen za kod niedługo go przetestuje ,a czy mozna automatycznie wygenerowac kod z artcama lub inny prosty program do tego ? Z palca muszę poćwiczyć ale teraz mi zalezy na czasie .
Nie mam noży tokarskich wiec musi być frez ,czy warto kupić nóż do takich rzeczy i czy te t z allegropo 17 pln są Ok czy nie warto .
: 18 wrz 2014, 15:05
autor: MlKl
Oś X w tym przypadku nie pracuje w ogóle - ma stać w miejscu, tak, by oś freza leżała w osi obrotu materiału. Twoja oś Z pracuje jako X tokarki, a twoja oś Y jako Z tokarki.
Oś obrotowa w takim układzie bywa oznaczana jako C. Ale raczej nie znajdziesz postprocesora, który ci wypluje gotowy kod na tak skonfigurowaną maszynę. Co nie oznacza, że się nie da, trzeba w wygenerowanym kodzie automagicznie pozamieniać literki na właściwe. A najprościej napisać kod z palca.
Nożem niewiele zwojujesz na takiej maszynce - za mała sztywność.
: 18 wrz 2014, 17:29
autor: hawai
dzięki Miki - ale jak wygenerować w artcamie zeby dal mi kod tylko dla 2 osi ? czy w ogóle można bo mi zawsze generuje na 3 osie ,, może usunąć ta nie potrzebna 3 os ?
Miki dal bys rade napisac mi to z palca na frez kulowu 6mm lub czy ktos inny moze pomoc ?
Zalaczam poprawny rysunek jest to samo tylko promien zmienilem na R15 i to wyciecie na 8mm i glebokie na 8 mm .
: 18 wrz 2014, 18:04
autor: MlKl
Dać dałbym radę, ale za pracę zwykłem brać pieniądze. Porad udzielam za darmo. Masz do ogarnięcia raptem trzy łuki w jednej płaszczyźnie. Niejaki problem sprawi dopasowanie trajektorii do kształtu narzędzia ale być może sprawę załatwi g41 i g42 z odpowiednimi parametrami.
: 19 wrz 2014, 10:29
autor: hawai
Miki wysłałem ci pytanie na priwa
: 19 wrz 2014, 14:56
autor: MlKl
Przykro mi - za piwo nie będę stawiał systemu i uczył się Macha.
: 19 wrz 2014, 23:40
autor: hawai
to jaka jest cena ?