Strona 1 z 1
tokarka GSK 980TD c problem
: 13 lut 2014, 21:12
autor: hagi81
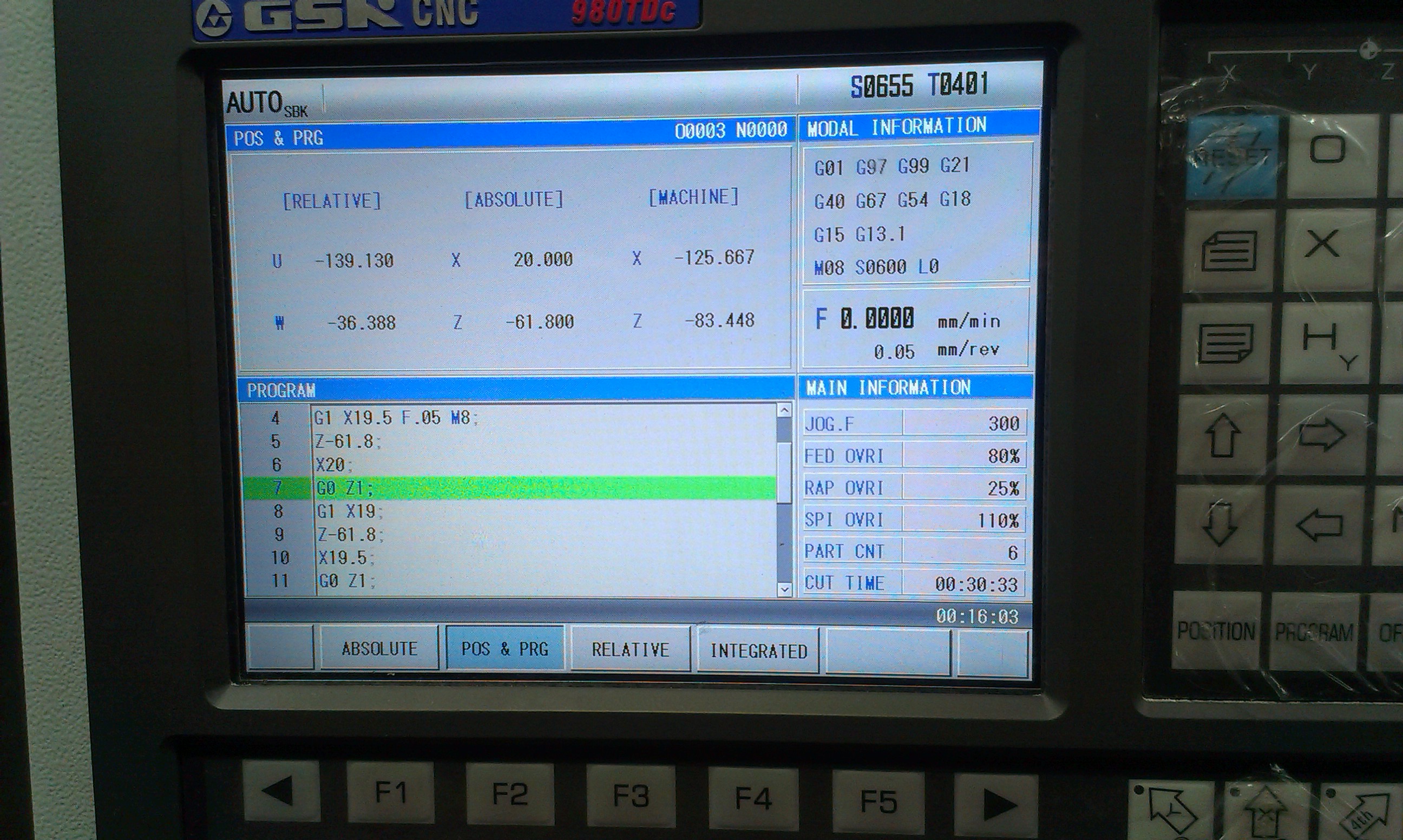
Witam , mam mały kłopot z zerowaniem narzędzi w tej tokarce , wszystko jest po angielsku , 1raz na tym oprogramowaniu zaczynam pracować , nie wiem jak zerować i jak robić korekty , proszę o info dziękuję i pozdrawiam

dołączam zdjęcie pulpitu


 [ Dodano: 2014-02-14, 11:41 ]
[ Dodano: 2014-02-14, 11:41 ]
Punkt zero złapie ale wtedy tylko to narzędzie jest wyzerowane inne nie jak wyzeruje inny np, T0101 to np, T0401 jest już przestawiony , nie kumam , a Narazie ustawiam narzędzia w look machine
: 24 lut 2014, 13:59
autor: qerc
witam
Mam takie sterowanie na swojej napisz jak ustawiasz narzędzia
to coś pomogę nie wpisujesz czasem w offset oo
: 31 mar 2014, 07:55
autor: hagi81
qerc pisze:witam
Mam takie sterowanie na swojej napisz jak ustawiasz narzędzia
to coś pomogę nie wpisujesz czasem w offset oo
Narazie udało mi sie ustawić w machine look tylko jedno narzędzie mam problem z ustaleniem innego bo te sie przestawiać potrafi , napisz jak uatawiasz może mi sie w końcu uda
dzięki
: 31 mar 2014, 08:52
autor: qerc
Każde narzędzie ma mieć swój offset
tj. T0101 a T0404 pierwsze 2 cyfry po T 01lub 04 to numer narządzia następne 2 to offset jeśli wpisujesz w ten sam inne to nic dziwnego że zmieniają się dla innego narzędzia
wywołuj narzędzie każde z innym offsetem
: 31 mar 2014, 09:59
autor: hecza
Podejrzewam, że w waszym przypadku po T dwie pierwsze cyfry to numer gniazda, a następne dwie to numer narzędzia, który jest tożsamy z numerem offsetu.
Pomierzonych narzędzi może być więcej niż gniazd, a co za tym idzie numer gniazda nie musi być taki sam jak numer narzędzia/offsetu.
Pozdrawiam
: 31 mar 2014, 23:28
autor: hagi81
: 01 kwie 2014, 11:47
autor: hecza
Nie mam takiej maszyny/sterowania, więc tylko podejrzewałem.
Rację ma kolega qerc – dwie pierwsze to numer narzędzia, a następne to numer offsetu.
Jest więcej dla mnie inności, ale nie będę przecież przepisywał pdf-a.
http://www.gskcnc.cz/static/userfiles/F ... K980TD.pdf
Niestety, jeżeli nikt nie wytłumaczy dogłębnie problemu, to trzeba przestudiować manuala – potrenować i przyswoić nową filozofię sterowania.
Punkt zero złapie ale wtedy tylko to narzędzie jest wyzerowane inne nie jak wyzeruje inny np, T0101 to np, T0401 jest już przestawiony , nie kumam
Nie czytałem dokładnie, ale znowu podejrzewam

, że dwie drugie cyfry nie mogą się powtarzać, bo inaczej kasujesz ustawienie dla narzędzia, które takie cyferki/ustawienie posiadało wcześniej.
Pozdrawiam
Re: tokarka GSK 980TD c problem
: 26 paź 2021, 11:52
autor: Salater
Witam serdecznie, taka sama tokarka problem polega na tym że w trakcie zerowania (jazda do domu) przejeżdża oś X i zatrzymuje się na krańcówka.
Może ktoś podpowiedzieć jak ustawić miejsce ZERO ?
Re: tokarka GSK 980TD c problem
: 08 paź 2023, 13:28
autor: TobiaszSzczesny
Witam serdecznie,
Zostałam właśnie szczęśliwym posiadaczem takiego sprzętu tokarskiego jak w tytule. Czy jest ktoś kto by mógł pomóc w uruchomieniu i obsłudze?? Województwo łódzkie.