
[ Dodano: 2014-02-14, 11:41 ]
Punkt zero złapie ale wtedy tylko to narzędzie jest wyzerowane inne nie jak wyzeruje inny np, T0101 to np, T0401 jest już przestawiony , nie kumam , a Narazie ustawiam narzędzia w look machine
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")


Narazie udało mi sie ustawić w machine look tylko jedno narzędzie mam problem z ustaleniem innego bo te sie przestawiać potrafi , napisz jak uatawiasz może mi sie w końcu udaqerc pisze:witam
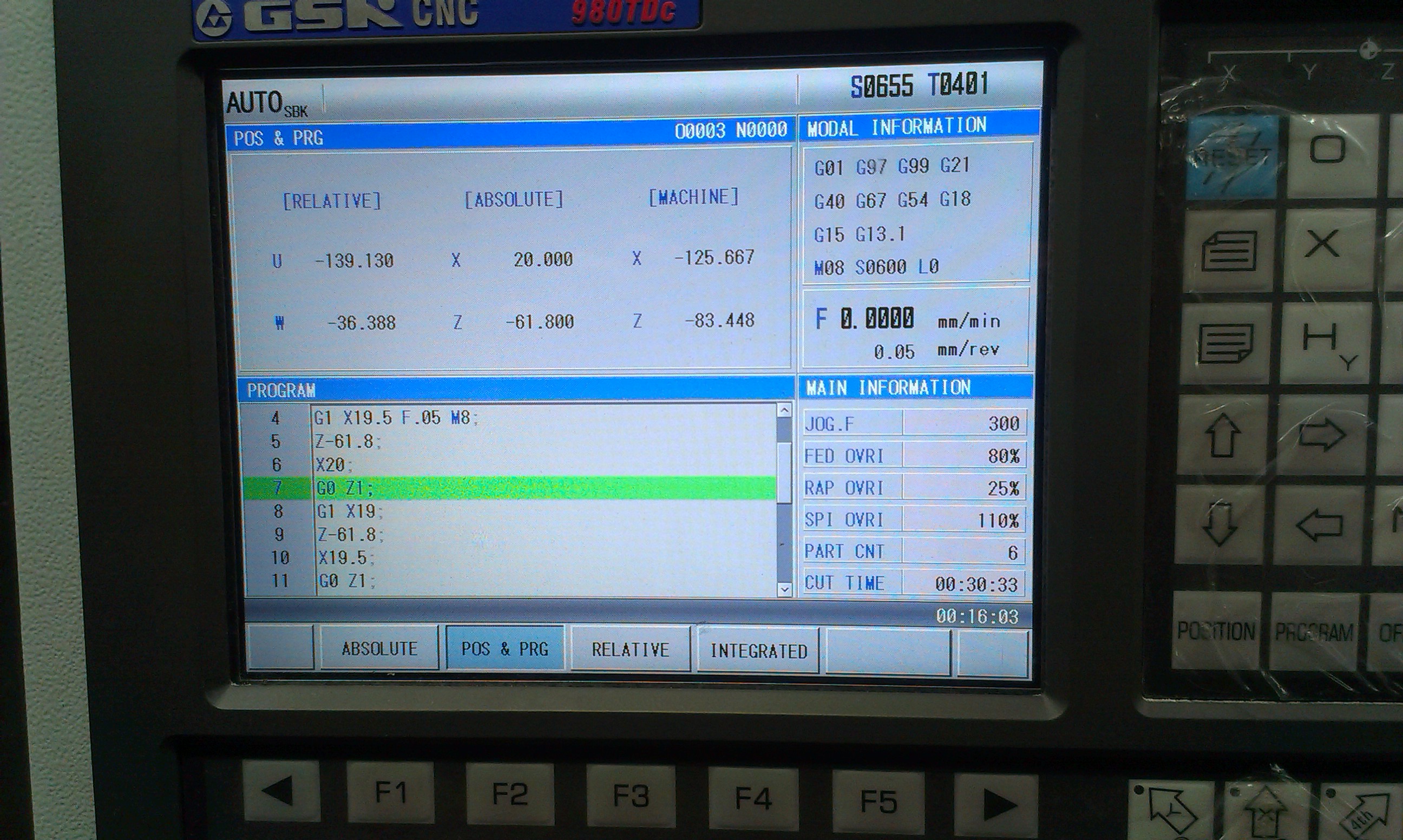
Mam takie sterowanie na swojej napisz jak ustawiasz narzędzia
to coś pomogę nie wpisujesz czasem w offset oo
")
Nie czytałem dokładnie, ale znowu podejrzewamPunkt zero złapie ale wtedy tylko to narzędzie jest wyzerowane inne nie jak wyzeruje inny np, T0101 to np, T0401 jest już przestawiony , nie kumam








