



Witam chciałbym na tokarce synchronizować oś x z osią c.
Sytuacja: chce zrobić kanałek jednej w szczęce i chce to zrobić za pomocą synchronizacji i w żaden inny sposób. ...tak by dwie szczeki omijało a w trzeciej był kanałek Sinumeriic 840.
czy istnieją jakies kody G????
Pilnie potrzebuję pomocy
synchronizacja


-
Raus
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 5
- Posty: 5
- Rejestracja: 21 wrz 2013, 16:38
- Lokalizacja: Wola
ja chciałbym to wykonać nożem tokarskim( nóż wytaczak do kanałków)
.
napędzanymi nie da rady bo wierci tylko czołowo na srednicy.
A te szczęki są na uchwycie już przykręcone także wiercenie i frezowanie odpada.
Ja myślałem z G4 ale nie da rady........
coś trzeba innego wymyśleć tak by w osi X nóż podjeżdżał tylko na tę jedną szczękę
.
napędzanymi nie da rady bo wierci tylko czołowo na srednicy.
A te szczęki są na uchwycie już przykręcone także wiercenie i frezowanie odpada.
Ja myślałem z G4 ale nie da rady........
coś trzeba innego wymyśleć tak by w osi X nóż podjeżdżał tylko na tę jedną szczękę
-
apacz514
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 4
- Posty: 226
- Rejestracja: 23 lut 2013, 20:21
- Lokalizacja: Lubelskie
G17 G90
T=wytaczak M6
G0 X40 Z10 SPOS[4]=0
G0 Z-5
G1 X45
G1 SPOSA[4]=80
G0 X40
G0 SPOSA[4]=0
G1 X45.2
G1 SPOSA[4]=80
G0 X40
G0 Z10
F_HOME
M109 M5
M30
sposa przełacza wrzeciono jako oś i pomału tak jak dłutowanie po kilka dyszek kanał można wydłubać. [4] oznacza wrzeciono głuwne tak mam na dmg ctx.
[ Dodano: 2013-09-22, 11:06 ]
Robiłem prube frezowania oprawką kątową i za pomocą tej funkcji poszło. W razie jak by niechciało z G1 isc zmieni kolega Na G0 i rapidem zwolnic.
T=wytaczak M6
G0 X40 Z10 SPOS[4]=0
G0 Z-5
G1 X45
G1 SPOSA[4]=80
G0 X40
G0 SPOSA[4]=0
G1 X45.2
G1 SPOSA[4]=80
G0 X40
G0 Z10
F_HOME
M109 M5
M30
sposa przełacza wrzeciono jako oś i pomału tak jak dłutowanie po kilka dyszek kanał można wydłubać. [4] oznacza wrzeciono głuwne tak mam na dmg ctx.
[ Dodano: 2013-09-22, 11:06 ]
Robiłem prube frezowania oprawką kątową i za pomocą tej funkcji poszło. W razie jak by niechciało z G1 isc zmieni kolega Na G0 i rapidem zwolnic.
Niema rzeczy niemożliwych czasem potrzeba tylko więcej czasu....sinumeric 840..ctx 310 v3 eco, dmc 635 ,nef400,durma 30160, trumpf 3030 ...fanuc 0i
-
apacz514
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 226
- Rejestracja: 23 lut 2013, 20:21
- Lokalizacja: Lubelskie
Spos 80 to kąt od 0 do 80 stopni tu wpiszesz to co jest koledze potrzebne można i zrobic ze stałymi obrotami ale tego nie prubowałem więc nie pomoge. Był temat o toczeniu mimośrodu tam poszukaj.
Niema rzeczy niemożliwych czasem potrzeba tylko więcej czasu....sinumeric 840..ctx 310 v3 eco, dmc 635 ,nef400,durma 30160, trumpf 3030 ...fanuc 0i
-
Yorgus100
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 1
- Posty: 69
- Rejestracja: 19 maja 2013, 12:45
- Lokalizacja: suwałki
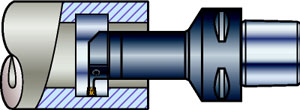
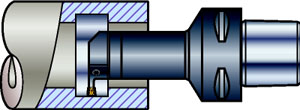
Sposób jest prosty.Ja zrobiłbym to w ten sposób;Kolega wyżej miał rację co do mimośrodu.Otóż jeśli masz szvzęki mocowane na tzw."ząbki wystarczy przesunąć szczęką 2i 3 o cztery lub pięć ząbków wyżej niz jest szczęka 1.W ten sposób uzyskasz mimosrodowe trzymanie szczęk.czyli szczęka nr1 jest nizej niż pozostałe.W taki sposób wykonujesz normalne podtoczenie (podcięcie) nozem hakowym (jak na rysunku).Ale obrabiać ci będzie tylko szczękę nr1.Jesli masz uchwyt ze spiralą.To wkręć szczękę nr 1 normalnie a szczęki 2i3 po dwóch lub trzech obrotach na pusto dopiero pózniej wkręcaj szczęki 2 i 3.Uzyskasz taki sam efekt mimośrodu.czyli szczęka nr1 będzie nizej niż szczęki 2i3.I wtedy wystarczy zapodać maszynie polecenie wytoczenie kanałka wewnętrznego nożem hakowym.Wtedy jak przy zwykłej tulei wykonasz podtoczenie,ale widoczny efekt będzie tylko na szczęce nr1.Bo po prostu nóż nie sięgnie dwóch pozostałych szczęk!Pamiętaj o zblokowaniu szczęk!
-
Raus
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 5
- Posty: 5
- Rejestracja: 21 wrz 2013, 16:38
- Lokalizacja: Wola
oki dzięki na to nie wpadłem bardzo trafna uwaga .
Jeszcze nie mialem okazji by wypróbować żaden sposób ..... ale skorzystam z oby dwóch pomysłów.....
Chciałbym też poznać, nauczyć się przy okazji tocznia mimośrodowego z odjazdem po osi x.
pozdrawiam i dzięki ...
[ Dodano: 2013-09-30, 20:54 ]
z tym mimośrodem spróbuje w EdgeCam zrobić dam znać jak mi poszło
Jeszcze nie mialem okazji by wypróbować żaden sposób ..... ale skorzystam z oby dwóch pomysłów.....
Chciałbym też poznać, nauczyć się przy okazji tocznia mimośrodowego z odjazdem po osi x.
pozdrawiam i dzięki ...
[ Dodano: 2013-09-30, 20:54 ]
z tym mimośrodem spróbuje w EdgeCam zrobić dam znać jak mi poszło






