Witam
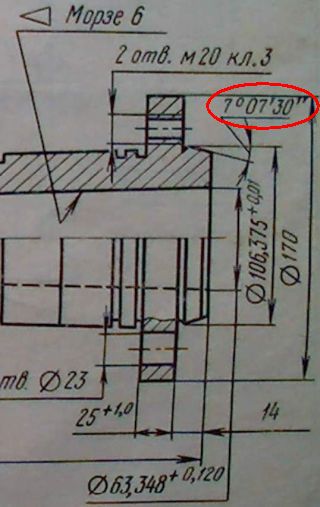
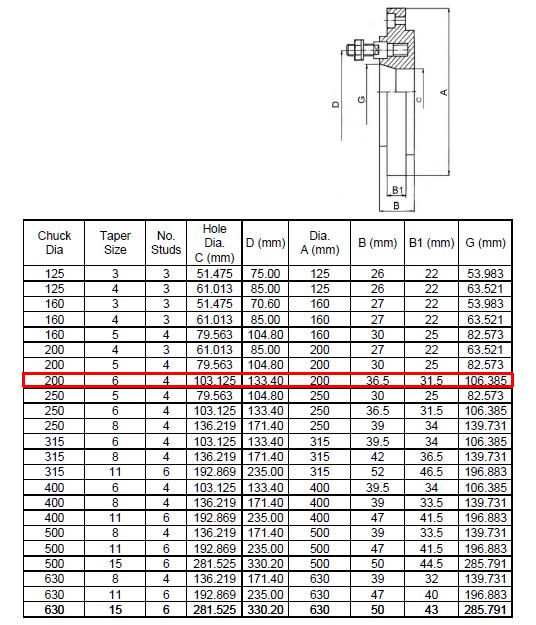
Niedawno wykonałem tarczę zabierakową w/g wzoru "FLS-200/C6" do trójszczękowego uchwytu samocentrującego "Kuszmen" 200, dla tokarki "1E95" prod. byłego ZSRR.
Pracę rozpocząłem od dokładnego odwzorowania stożka wrzeciona na obrotnicy suportu
narzedziowego.
[center]
[/center]
[center]
[/center]
W tym celu posłużyłem się czujnikiem zegarowym i odrobiną cierpliwości. Gdy na całej długości stożka uzyskałem "0" na wskaźniku czujnika, mogłem zająć się zamocowaniem materiału. W moim przypadku była to zaślepka kryzy o średnicy 250 ze starego walczaka. Po wytrasowaniu środka kryzy i czterech otworów pod gwint M12, wywierciłem otwory i nagwintowałem je. W otwory wkręciłem uprzednio przygotowane stalowe szpilki M12 (10.9) z tulejkami śr. 22mm, które pasowały idealnie do otworów w kryzie wrzeciona. Surówkę przykręciłem do wrzeciona za pomocą nakrętek kołnierzowych. Po wstępnym obtoczeniu i splanowaniu powierzchni, która w tym przypadku miała być przyszłą przylgnią, zabrałem się do wytaczania wewnętrznego otworu śr. 103,13mm.
[center]

[/center]
Wykonałem wytoczenie na niepełnej długości, by nie dopuścić do zakaleczenia powierzchni czołowej wrzeciona i obluzowania materiału. Długość wytoczonego otworu wystarczyła do wykonania stożka wewnetrznego za pomocą uprzednio ustawionych sanek narzędziowych. Za pomocą czujnika zegarowego ustawiłem maksymalną średnicę wytaczanego stożka na106,38 i wykonałem wytoczenie.
[center]

[/center]
[center]

[/center]
Można powiedzieć, że operacja udała się za pierwszym razem ponieważ po zdemontowaniu tarczy i pierwszej przymiarce na stożku wrzeciona, okazało się, że stożek jest minimalnie za lużny. Ponowne splanowanie płaszczyzny przylgni o 0,02 załatwiło sprawę pasowania stożka. Po ostatecznej przymiarce przełożyłem szpilki na drugą stronę obrabianej tarczy i dokręciłem do kryzy, zktórej uprzednio wykręciłem kołek pozycjonujacy, na razie niepotrzebny.
[center]
[/center]
[center]
[/center]
[center]

[/center] Splanowanie powierzchni i wykonanie zamka od kołnierz uchwytu, to już jazda z górki. Pozostało wykonanie pogłębionych otworów pod śruby mocujące uchwyt tokarski. Ja wykonałem to w ten sposób, że przygotowałem z twardych szpilek M10, stożkowe znaczniki.
[center]

[/center]
Po wkręceniu ich w czyste gniazda uchwytu, położyłem obtoczoną tarczę zabierakową.
[center]

[/center]
Kilka uderzeń miedzianym młotkiem i odwzorowanie osi otworów gotowe. Pozostało wywiercić otwory śr. 10mm i pogłębić je na wysokość łba śruby imbusowej.
[center]

[/center]
[center]

[/center]
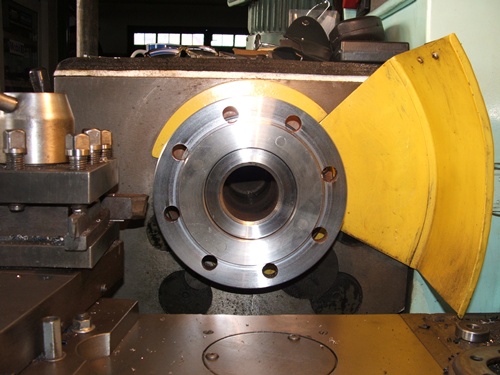
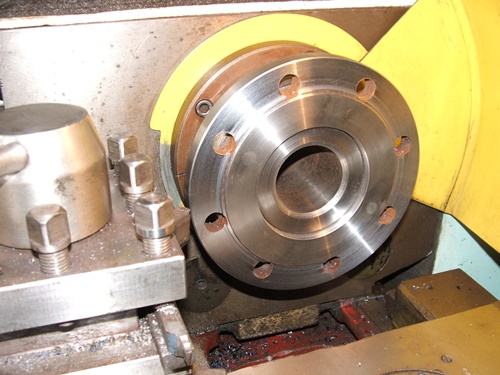
Podobny znacznik i operację wykonałem dla otworu kołka pozycjonującego we wrzecionie tokarki. Montaż tarczy zabierakowej i uchwytu to czysta formalność.
[center]

[/center]
[center]

[/center]
Dla zapewnienia samohamownośći śrub mocujących, gwinty posmarowałem niebieskim klejem "Wurth".
Pozdrawiam
Bogumił