Strona 1 z 3
Kilka narzędzi na osi X
: 16 paź 2011, 19:45
autor: GRI69
Witam,
mam przerobiona tokarkę, jest sterowana programem Mach 3.
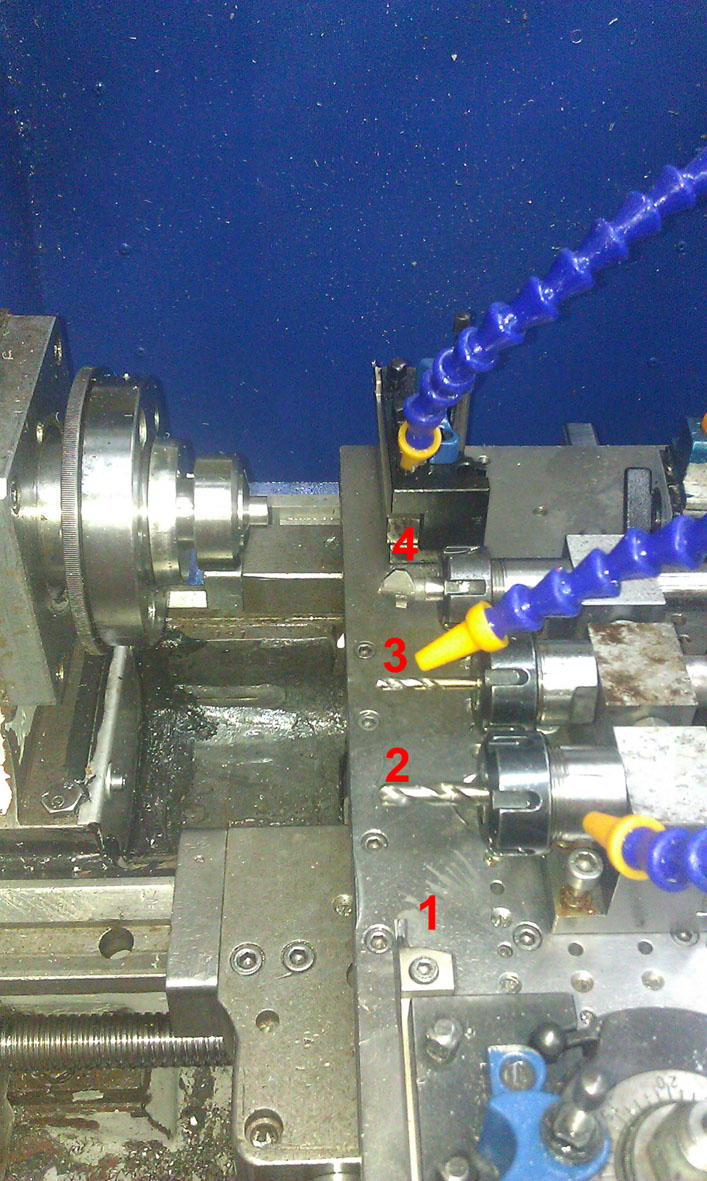
Na osi X mam umieszczone 4 narzędzia w stałej odległości od siebie (patrz foto). Czy jest możliwe napisanie tak programu, żeby można było ustawiać osobno "zero" osobno dla każdego narzędzia? Teraz programy piszę w ten sposób, że narzędzie nr 1 (nóż) jest zerowany do osi obrabianego przedmiotu a inne narzędzia przesuwają się o stałą znaną mi wartość. Nie jest to do końca idealne rozwiązanie, ponieważ przy zmianie noża jest trochę zabawy, żeby była zamocowany identycznie jak poprzedni.
: 16 paź 2011, 20:18
autor: wieslawbarek
Kurcze tak samo toczę na frezarce tylko u mnie przesuwa się wrzeciennik z uchwytem 125mm no i też do tej pory miałem najwięcej 5 narzędzi .Narzędzie każde ustawiam na innym offsecie czyli pierwsze g54 drugie g55 itd
: 16 paź 2011, 20:33
autor: GRI69
nigdy nie trenowałem tematu z offsetem, jeśli koniec ostrza noża nr 1 jest w osi pręta to offset dla wiertła 2 będzie odległością od ostrza do osie wiertła? Czy dobrze kumam? I jeszcze jedno pytanie, czy w kodzie programu wpisujemy info o zmianie narzędzia?
: 16 paź 2011, 20:50
autor: tuxcnc
Offset można przetłumaczyć jako przesunięcie, ale nie jest określone wcale co od czego jest przesunięte, dlatego mamy różne offsety.
G54, G55 itd to przesunięcie układu współrzędnych niezależne od narzędzia.
Można na przykład wyciąć na frezarce jakiś kształt, przesunąć punkt zerowy i wyciąć znowu gdzie indziej to samo.
Natomiast offset narzędzia, to przykładowo różnica w długości wiertła, wpisana w tabelę narzędzi.
Przy zmianie narzędzia układ współrzędnych się przesuwa, ale tylko w osi wiertła.
Wtedy wiercąc różnymi wiertłami na przykład Z-10 wszystkie otwory będą miały głębokość 10.
Ale to są podstawowe wiadomości, których powinieneś szukać w instrukcji do twojego programu.
.
: 15 lis 2011, 23:59
autor: dziabi3
jaja sobie robicie z kolego co założył temat
pewnie ze jest możliwość aby każde z narzędzi jak to kolego napisał własne zero
mało tego tak się to właśnie robi że każde narzędzie ma własny offset i nie mylić tego z bazami materiałowymi g54 g55 itd
i nic nie trzeba nigdzie w żadne tabeli wpisywać a zwłaszcza różnice długości to się wszystko samo robi
można do tego wyskrobać marko ładnie omijające przez narzędzia detal
np wklepujesz t0101 i masz wybrane narzędzie i nie musisz w nic przeliczać o stałe odległości miedzy narzędziarzami tylko wklepujesz x0 z2 i wierteł ko podjeżdża sobie pod detal
potem wklepujesz t0202 i znowu xo z2 i dalej i dalej
a nie jakieś tam dodawanie i odejmowanie
: 16 lis 2011, 00:12
autor: tuxcnc
dziabi3 pisze:i nic nie trzeba nigdzie w żadne tabeli wpisywać a zwłaszcza różnice długości to się wszystko samo robi
Co Ty za bzdury wypisujesz ?
.
: 16 lis 2011, 20:13
autor: bob35
Robiłem parę razy tak no ale nie w w machu a robiłem to tak
N100 T01 D01
.........................
....................
N200 T01 D02
Tak na PRONUMIE
a na FANUCKu T0101 T0102

: 16 lis 2011, 20:31
autor: tuxcnc
bob35 pisze:Robiłem parę razy tak no ale nie w w machu a robiłem to tak
N100 T01 D01
Ale tu wcale nie chodzi o Mach-a czy nie Mach-a, tylko o to że żeby użyć któregoś narzędzia, to najpierw trzeba je zmierzyć i wpisać w tabelę narzędzi.
No chyba że ktoś ma wróżkę wbudowaną w maszynę ...
.
: 17 lis 2011, 18:14
autor: bob35
Kolego tuxcnc kolega GRI69 pytał "Czy jest możliwe napisanie tak programu, żeby można było ustawiać osobno "zero" osobno dla każdego narzędzia? " a nie jak ustawić narzędzie więc mu napisałem że można użyć kilku korekcji a że nie wiem jak w machu jest wywoływana korekcja narzędzia czy to D01 czy T0101 czy jeszcze inaczej ?. Najlepiej ustawić w X bazę ( G54) tak że jeżeli w korekcji narzędzia X=0 to wtedy masz 3 narzędzie w osi potem przesuwasz o odstęp do następnego narzędzia np4 i ustawiasz je wpisujesz X zerodo korekcji 4 przy przecinaku dotykasz wałka lub go przetaczasz wyjeżdzasz w zecie robisz pomiar i wpisujesz tą średnicę lub połowę ( zależy od ustawień) do korektora 1.
Potem piszesz program tak
N20 D03 lub T0103 (wywołanie korektora 3 dla np: nawiertaka )
N21 G0 Z2 XO
N23 G1 F0.1 Z-5
N24 G0 Z50
N25 D04 LUB T0104 (wywołanie korektora 4 dla np: wiertła )
N26 G0 X0 Z2
N27 G1 F0.1 Z-12
: 18 lis 2011, 19:56
autor: dziabi3
bob35
prawie tak kolego jak piszesz
tuxcnc
tu właśnie chodzi o macha3
w machu tokarce nic się nigdzie nie wpisuje w tabele tu niema H jak w machu frezarce jest po prostu t0101 czy t0202 lub można tak zrobić t0102
ludzie robiliście kiedyś w machu na poważnie
robi się to tak od początku jeśli nie mamy żadnego narzędzia ustawionego
wysuwasz sobie materiał na daną długość z uchwytu
planujesz narzędziem t0101 i kasujesz oś z
zataczasz tym samym narzędziem mierzysz i wklepujesz w dro osi wymiar albo wklepujesz w prt cordynate i wciskasz part x
potem dotykasz narzędziem t0202 czoła splanowanego i wciskasz tach z dotykasz przetoczonej powierzchni i oile wpisałeś w part cordynate wartość zmierzoną przetoczenia narzędziem t0101 to wciskasz tach x lub znowu przetaczasz na nowo wpisujesz wartość średnicy w parto cordynate i wciskasz tach x
i tak dalej dalej
i po taki zabiegu mamy ustawione g 54 i obmierzone wszystkie narzędzia potem jesli chcemy przesunąć bazę to dowolnym zmierzonym narzedziem dotykam czoła materiału lub planuję i kasujemy oś z
jak chcemy kilka baz to wystarczy się przełączyć w inną wklepując np g55
i znowu zerując oś
i jak mówiłem żadnych tabelek się nie wypełnia jedynie robi się korekcje zużycia narzędzia po przetoczeniu 1 sztuki detalu
i tak po wywołaniu narzędzia np t0101 potocznie każde narzędzie będzie miało swoje 0
a inaczej mówiąc każde narzędzie po wybraniu będzie pokazywało w dro aktualną pozycje względem materiału